JP6233341B2 - 金属帯の水切り装置および金属帯の水切り方法 - Google Patents
金属帯の水切り装置および金属帯の水切り方法 Download PDFInfo
- Publication number
- JP6233341B2 JP6233341B2 JP2015065769A JP2015065769A JP6233341B2 JP 6233341 B2 JP6233341 B2 JP 6233341B2 JP 2015065769 A JP2015065769 A JP 2015065769A JP 2015065769 A JP2015065769 A JP 2015065769A JP 6233341 B2 JP6233341 B2 JP 6233341B2
- Authority
- JP
- Japan
- Prior art keywords
- mist
- roll
- metal strip
- ringer
- ringer roll
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Landscapes
- Drying Of Solid Materials (AREA)
Description
特許文献1には、リンガーロールに用いる材質を変更する方法が、特許文献2には、ロール表面を凹凸加工し、リンガーロールと金属帯の微小スリップを減らす方法などが提案されている。
また、特許文献3には、リンガーロールとドライヤーの間に水膜量測定装置を設置し、リンガーロールを通過した後の金属帯の温度、および残存付着水膜量の測定結果をリンガーロールの押圧力、およびドライヤー風量に反映させる制御方法や、そのための設備が提案されている。
また、特許文献3に開示された従来の方法では、ドライヤー風量の増加によるリンガーロールの表面劣化は考慮されていない。
この方法では、金属帯の出側にあるリンガーロールの外表面が受けるドライヤーからの熱風を防止するには、リンガーロールのドライヤー側の外表面に水膜層を形成する必要がある。しかしながら、この場合には、リンガーロールを通過した金属帯表面にも水膜が形成されることになり、ドライヤーを通過した金属帯表面に水分が残留し、表面欠陥発生に繋がる。
また、1個以上のミスト噴射ノズルは、リンガーロールの幅方向全面にミストを噴射するものであることが好ましい。
d≧√{((a/2)+b)2+c2} …(1)
θ1≧tan−1(c/b)−tan−1{c/((a/2)+b)} … (2)
θ2≦tan−1{c/((a/2)+b)} …(3)
また、リンガーロールは、一対のリンガーロールであり、一対のリンガーロールは、その間に走行する金属帯の両表面を挟圧して両表面の水分を絞ることが好ましい。
これらの図に示すように、本発明に係る水切り装置10は、走行する金属帯12の表面12aの水分を絞り取るリンガーロール装置14と、リンガーロール装置14の走行下流側に配置され、表面の水分を絞り取られた金属帯12の表面12aを乾燥するドライヤー16とを有する。
ドライヤー16は、図1中矢印αで示す走行方向に走行する金属帯12の両表面12aを乾燥するためのものであり、金属帯12の走行方向αに対して逆向きに傾斜する、図1中矢印βで示す方向から熱風を、走行する金属帯12の両表面12aに吹き付けて金属帯12の両表面12aを乾燥する。なお、図1中矢印βは、熱風およびその方向を示すものとしても理解することができる。
このような構成のドライヤー16内において、金属帯12の両表面12aに吹き付けられた熱風は、走行する金属帯12が進入するドライヤー16の入側の開口16aから、金属帯12の走行方向αと逆方向である図1中矢印γで示す方向に沿って、外部に放出され、リンガーロール装置14のリンガーロール18に向かうとともに、走行する金属帯12が退出するドライヤー16の出側の開口16bからも外部に放出される。なお、図1中矢印αは、金属帯12の走行方向を示すとともに、熱風およびその放出方向を示すものとしても理解することができ、図1中矢印γは、熱風およびその放出方向を示すものとしても理解することができる。
対をなす2本のリンガーロール18は、図2に示すように、それぞれ中心軸となる金属などの芯材からなるロール軸18bの外周に、ネオプレンゴムやウレタンゴムなどのヤング率の低いゴムをライニングしてライニング層18cを形成したものである。リンガーロール18のライニング層18cは、特に制限するもの的ではなく、特許文献2および3等に開示のように、ゴムライニングによるものに限定されず、従来公知のライニング層であっても良く、例えば、ロール軸18bの外周に、特許文献1等に開示のように、ゴム、スポンジゴムまたはウレタン等の柔軟性材料からなる内層と、この内層の外周に、ナイロン、ポリエステル、ポリイミドまたはポリエチレンなどの内装より硬質なフィルム状被覆物からなる外層とを積層したものであっても良い。
リンガーロール18は、その両端のロール軸18bが図示しない軸受等により回転可能に支持されることにより、走行する金属帯12の表面12aを、回転しながら挟圧して、その表面12aの水分を絞り取ることができる。ここで、図示しない軸受の位置を調整することにより、1対の2本のリンガーロール18の間隔を調整して、金属帯12の板厚に応じて、リンガーロール18のライニング層18cの外表面18aと金属帯12の表面12aとの接触面圧を調整することができる。
また、1対のリンガーロール18は、共に従動ロールであっても良いが、少なくとも一方がモータ等の原動機に回転可能に接続された駆動ロールであっても良い。
図示例では、ミスト噴射ノズル20は、1対の2本のリンガーロール18に対して、各リンガーロール18の両端のロール軸18bの上側にそれぞれ1個設けられ、合計4個設けられる。
図1に示す例においては、1本のリンガーロール18に対して2個のミスト噴射ノズル20は、図2に示すように、1つのミスト噴射ノズル20から噴射されたミストMが1本のリンガーロール18の少なくとも半分の位置まで届くように配置される必要がある。
d≧√{((a/2)+b)2+c2} …(1)
θ1≧tan−1(c/b)−tan−1{c/((a/2)+b)} … (2)
θ2≦tan−1{c/((a/2)+b)} …(3)
√{(a+b)2+c2}≧d …(4)
tan−1(c/b)−tan−1{c/(a+b)}≧θ1 … (5)
tan−1{c/(a+b)}≦θ2 …(6)
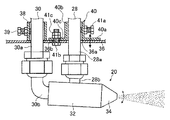
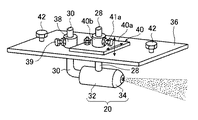
また、水配管28は、直円管からなる。一方の端部28aは、取付板36の長穴36aに移動可能に挿入され、取付板36に載置された取付部材40の平板部40aに直交するように固定された円管部40b内に挿入され、固定ボルト41a等の固定具によって円管部40bに固定される。他方の端部28bは、ミスト噴射ノズル20の混合部32に図中上側から垂直に接続される。
また、水配管28の端部28aは、固定ボルト41aによって取付部材40の円管部40b内の所定位置に固定されているので、固定ボルト41aを緩めることにより、円管部40b内を移動することができるようになるので、取付板36に対して垂直方向、図示例では上下方向に移動可能であり、上述したミスト噴射ノズル20のノズル角度θ2およびノズル噴射距離dを調整することができる。
しかしながら、本発明は、図4〜図6に示す実施形態に限定されず、図7に示す実施形態のように、取付部材40の代わりに、取付部材38と同様な円管部のみからなる取付部材44を介して、水配管28の端部28aを水平方向及び垂直方向に移動可能に取付板36に取り付けても良い。図7に示す例でも、水配管28の端部28aは、固定ボルト45等の固定具によって取付部材44に固定され、取付板36に取り付けられる。図7に示す例では、水配管28の取付板36への取付構造の設計の自由度は減るものの、構造自体を簡単にできるという特徴がある。
こうして、ミスト噴射ノズル20は、リンガーロール18に対して適切な位置に配置されるように取付板36を介してリンガーロール装置14のハウジング46に取り付けられて固定される。
なお、ハウジング46の垂直板部46bには、ハウジング46の水平板部46aへのミスト噴射ノズル20の取付位置の近傍に、ノズル点検窓50が設けられ、ミスト噴射ノズル20の取付位置や取付状態が点検できる。ノズル点検窓50には、図示しない扉が取り付けられ、ノズル点検窓44を開閉できる。
なお、上述したミスト噴射ノズル20のノズル角度θ2およびノズル噴射距離dの調整は、ミスト噴射ノズル20が取付板36を介してリンガーロール装置14のハウジング46に取り付け固定された後でも、ノズル点検窓50から観察しながら実施することもできる。
上述した例では、ミスト噴射ノズル20は、圧縮エアーと水との2流体を用いてミストMを生成するのであるが、高圧の水のみの1流体を用いてミストを生成するものであっても良い。しかしながら、2流体方式のミスト噴射ノズル20の方が、1流体方式のミスト噴射ノズルより、微細なミストを生成できるので好ましい。即ち、1流体方式のミスト噴射ノズルでのミストの平均粒径は、20μm〜35μmであるのに対し、2流体方式のミスト噴射ノズルでのミストの平均粒径は、好ましくは25μm以下にすることができ、より好ましくは10μm以下とすることができるからである。
また、温度計測器22は、回転しているリンガーロール18の外表面18aの温度を非接触で計測することができれば、どのような温度計でも良く、例えば、赤外放射温度計や、パイロメーター(高温測定計:光高温度計)等の放射温度計を用いることができる。
ここで用いられる金属帯12の操業条件は、金属帯12の走行速度(ラインスピード:LS)、および金属帯12のサイズ(幅)等を挙げることができる。
ここで、リンガーロール18の表面質量、即ちゴム製のライニング層18cの質量をmR(kg)、ミストMの水量をmF(kg)、ライニング層18cの比熱をcR(J/kg・K)、水の比熱をcF(J/kg・K)、ミスト保護層26の形成前(ミスト冷却前)のリンガーロール18の表面温度をTr1(K)、ミスト保護層26の形成後(ミスト冷却後)のリンガーロール18の表面温度をTr2(K)、ミストMの水温をTF(K)とすると、下記式(7)で示す等式が成り立つ。
mRcR(Tr1−Tr2)=mFcF(Tr2、−TF) …(7)
mFt=mRcR(Tr1−Tt)/cF(Tt、−TF) …(8)
また、リンガーロール18の半径をr(m)、金属帯12の走行速度をLS(m/min(分))、ミスト保護層16のミストMの密度をd(kg/L(リットル))とすると、リンガーロール18の表面温度を目標温度にするのに最低限必要なミストMの流量QLL(L/min)は、下記式(9)で表すことができる。
QLL=mFtLS/(2πrd) …(9)
本発明においては、ミストMの流量Qは、下記式(10)で表されるように、下限値QLL以上に維持する必要がある。
Q≧QLL=mFtLS/(2πrd) …(10)
その理由は、ミストMの流量Qが下限値QLLより少なく(過少に)なると、リンガーロール18の冷却不足のためその外表面18aに劣化が生じ、リンガーロール18のゴム等のライニング層18aが剥離して金属帯12にカミコミ欠陥等が発生するからである。
したがって、ミストMの流量Qの上限値QULは、ドライヤー14の熱風の温度TD(K)、ミストMの水温TF(K)、金属帯12のサイズ(幅)W(m)および金属帯12の走行速度LS(m/min)の関数として、下記式(11)のように表すことができる。
QUL=f(TD、TF、W、LS) …(11)
本発明においては、ミストMの流量Qは、下記式(12)で表されるように、上限値QUL以下に維持する必要がある。
Q≦QUL=f(TD、TF、W、LS) …(12)
その理由は、ミストMの流量Qが上限値QULより多く(過多に)なると、ドライヤー14内での乾燥不足のためドライヤー14の出側での金属帯12の水濡れが生じ、水濡れに異物付着等を誘発するからである。
なお、図9においてドッドで示すミストMの流量Qが1.5L/min〜2.5L/minの領域は、金属帯12の走行速度LSが変化しても、ミストMの流量Qの上限値QULと下限値QLLとの間にあるので、最適な領域であると言える。
したがって、制御装置24は、ミストMの流量Qをこの範囲内に制御すれば、リンガーロール18の外表面18aの略全面に最適なミスト保護層26を形成することができる。
このようなミストMの流量Qは、1分あたりの水量Q(kg)である。なお、2流体ノズルの場合、水とエアーのバランスでミスト粒径が変わるので、最適な水量かつ粒径になるよう水圧、エアー圧を調整すればよく、ノズルの仕様や配管径などに応じて適宜、水圧および水量、エアー圧およびエアー量を調整すればよい。
本発明の金属帯の水切り装置は、基本的に以上のように構成される。
本発明の水切り方法では、先ず、リンガーロール18によって走行する金属帯12の外表面18aを挟圧して外表面18aの水分を絞り取る。
次に、リンガーロール18の金属帯12の走行下流側に配置されたドライヤー14によって、リンガーロール18によって水分が絞り取られた金属帯12の表面12aを乾燥するものである。
こうして、ミスト噴射ノズル20によって形成されたミスト保護層26によってドライヤー14から流出する熱風からリンガーロール18を保護し、かつ、金属帯12の表面12aの水分残留を防止する。
以上のようにして、本発明の金属帯の水切り方法を実施することができる。
図1に示す金属帯の水切り装置10を用いて本発明の金属帯の水切り方法を実施した。
適用金属帯12として、板厚が0.5mm〜3.3mmであり、サイズ(板幅)が800mm〜1850mmである溶融亜鉛めっき鋼板を用いたが、これに限定されるものではない。
適用設備は、連続溶融亜鉛めっきラインCGL(Continuous Galvanizing Line)の連続焼鈍設備であり、そのウォータークエンチ(WQ:Water Quench、水焼入れ)装置の後段の水切り装置として用いた。本実施例の連続溶融亜鉛めっきラインCGLでは、連続ラインであるので、上述の異なるサイズおよび種類の鋼板の先端(トップ:TOP)部と末端(エンド:END)部を溶接して連続した金属帯12とすることにより、常時切れることなく連続して流れる。このように、金属帯12のサイズが変わっても本発明の金属帯の水切り装置10のリンガーロール18を用いて水切りを実施することができる。
ドライヤー14の熱風の温度は、80〜120°Cとした。
ミストM用の水の温度は、50°C以下であった。
金属帯の水切り装置10において、水配管28から水圧0.3MPaの水を0.4L/min、エアー配管30からエアー圧0.3MPaのエアーを90L/minで4つのミスト噴射ノズル20にそれぞれ供給し、1対のリンガーロール18に向けてミストMをミスト流量Qとして1.6L/min噴射し、1対のリンガーロール18の外表面18aの略全面にミスト保護層26を形成した。
その結果、リンガーロール18の寿命を,3か月から4.5か月まで延ばすことができた。その結果、リンガーロール18の巻替えコストを36%低減できた。
以上から、本発明の効果は明らかである。
12 金属帯
12a 表面
14 リンガーロール装置
16 ドライヤー
16a 入側の開口
16b 出側の開口
18 リンガーロール
18a 外表面
18b ロール軸
18c ライニング層
20 ミスト噴射ノズル
22 温度計測器
24 制御装置
26 ミスト保護層
28 水(純水)配管
28a、28b 端部
30 エアー配管
30a 垂直部
30b 水平部
32 混合部
34 先端部
36 取付板
36a 長穴
38 取付具
40 ハウジング
40a 水平板部
40b 垂直板部
42 開口部
44 ノズル点検窓
Claims (12)
- 走行する金属帯の表面を挟圧して該表面の水分を絞るリンガーロールと、
該リンガーロールの前記金属帯の走行下流側に配置され、前記金属帯の表面を乾燥するドライヤーと、
前記リンガーロールと前記ドライヤーとの間に配置され、前記ドライヤーからの熱風を受ける前記リンガーロールの外表面にミストを噴射してミスト保護層を形成させる1個以上のミスト噴射ノズルと、を有し、
前記ミスト噴射ノズルによって形成された前記ミスト層によって前記ドライヤーから流出する前記熱風から前記リンガーロールを保護し、かつ、前記金属帯の表面の水分残留を防止することを特徴とする金属帯の水切り装置。 - さらに、前記リンガーロールの外表面の温度を測定する温度測定器と、
該温度測定器によって測定された前記リンガーロールの外表面の温度の測定値と前記金属帯の操業条件とに基づいて前記ミスト噴射ノズルのミスト噴射条件制御を行い、前記リンガーロールの外表面の前記ミスト保護層の形成を制御する噴射制御装置とを有する請求項1に記載の金属帯の水切り装置。 - 前記噴射制御装置は、前記リンガーロールの外表面の温度の測定値、前記金属帯の走行速度および前記鋼板のサイズを含む前記金属帯の操業条件、ドライヤーの熱風の温度、並びに前記リンガーロールの外表面の目標温度に基づいて、前記ミスト噴射ノズルから前記ミストを噴射するために前記ミスト噴射ノズルに与えられる水圧、空気圧、ミスト水量および空気量を決定し、決定された水圧、空気圧、ミスト水量および空気量を前記ミスト噴射条件として前記ミスト噴射ノズルを制御する請求項2に記載の金属帯の水切り装置。
- 前記1個以上のミスト噴射ノズルは、前記リンガーロールの幅方向全面にミストを噴射するものである請求項1〜3のいずれか1項に記載の金属帯の水切り装置。
- 前記1個以上のミスト噴射ノズルは、前記リンガーロールの両端にそれぞれ配置される2個のミスト噴射ノズルであり、
前記2個のミスト噴射ノズルは、前記リンガーロールのロール幅をa、前記リンガーロールのロール端部と前記ミスト噴射ノズルの先端との前記ロール幅方向の距離をb、前記リンガーロールのロール端部の外表面と前記ミスト噴射ノズルの先端との前記ロール幅方向と直交するロール高さ方向の距離をc、ノズル噴射距離をd、ノズル噴射角度をθ1、ノズル角度をθ2とする時、下記式(1)、(2)および(3)を満足するように配置される請求項4に記載の金属帯の水切り装置。
d≧√{((a/2)+b)2+c2} …(1)
θ1≧tan−1(c/b)−tan−1{c/((a/2)+b)} … (2)
θ2≦tan−1{c/((a/2)+b)} …(3) - 前記リンガーロールは、一対のリンガーロールであり、
該一対のリンガーロールは、その間に走行する前記金属帯の両表面を挟圧して該両表面の水分を絞る請求項1〜5のいずれか1項に記載の金属帯の水切り装置。 - リンガーロールによって走行する金属帯の表面を挟圧して該表面の水分を絞り、
前記リンガーロールの前記金属帯の走行下流側に配置されたドライヤーによって、前記リンガーロールによって水分が絞られた前記金属帯の表面を乾燥するに際し、
前記リンガーロールと前記ドライヤーとの間に配置された1個以上のミスト噴射ノズルから、前記ドライヤーからの熱風を受ける前記リンガーロールの外表面にミストを噴射して、ミスト保護層を形成させ、
前記ミスト噴射ノズルによって形成された前記ミスト層によって前記ドライヤーから流出する前記熱風から前記リンガーロールを保護し、かつ、前記金属帯の表面の水分残留を防止することを特徴とする金属帯の水切り方法。 - 前記1個以上のミスト噴射ノズルから前記ミストを噴射するに際し、
さらに、温度測定器によって前記リンガーロールの外表面の温度を測定し、
噴射制御装置によって、前記温度測定器によって測定された前記リンガーロールの外表面の温度の測定値と前記金属帯の操業条件とに基づいて、前記ミスト噴射ノズルのミスト噴射条件制御を行い、前記リンガーロールの外表面の前記ミスト保護層の形成を制御する請求項7に記載の金属帯の水切り方法。 - 前記噴射制御装置は、前記リンガーロールの外表面の温度の測定値、前記金属帯の走行速度および前記鋼板のサイズを含む前記金属帯の操業条件、ドライヤーの熱風の温度、並びに前記リンガーロールの外表面の目標温度に基づいて、前記ミスト噴射ノズルから前記ミストを噴射するために前記ミスト噴射ノズルに与えられる水圧、空気圧、ミスト水量および空気量を決定し、決定された水圧、空気圧、ミスト水量および空気量を前記ミスト噴射条件として前記ミスト噴射ノズルを制御する請求項8に記載の金属帯の水切り方法。
- 前記1個以上のミスト噴射ノズルは、前記リンガーロールの幅方向全面にミストを噴射するものである請求項7〜9のいずれか1項に記載の金属帯の水切り方法。
- 前記1個以上のミスト噴射ノズルは、前記リンガーロールの両端にそれぞれ配置される2個のミスト噴射ノズルであり、
前記2個のミスト噴射ノズルは、前記リンガーロールのロール幅をa、前記リンガーロールのロール端部と前記ミスト噴射ノズルの先端との前記ロール幅方向の距離をb、前記リンガーロールのロール端部の外表面と前記ミスト噴射ノズルの先端との前記ロール幅方向と直交するロール高さ方向の距離をc、ノズル噴射距離をd、ノズル噴射角度をθ1、ノズル角度をθ2とする時、下記式(1)、(2)および(3)を満足するように配置されている請求項10に記載の金属帯の水切り方法。
d≧√{((a/2)+b)2+c2} …(1)
θ1≧tan−1(c/b)−tan−1{c/((a/2)+b)} … (2)
θ2≦tan−1{c/((a/2)+b)} …(3) - 前記リンガーロールは、一対のリンガーロールであり、
該一対のリンガーロールは、その間に走行する前記金属帯の両表面を挟圧して該両表面の水分を絞る請求項7〜11のいずれか1項に記載の金属帯の水切り方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015065769A JP6233341B2 (ja) | 2015-03-27 | 2015-03-27 | 金属帯の水切り装置および金属帯の水切り方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015065769A JP6233341B2 (ja) | 2015-03-27 | 2015-03-27 | 金属帯の水切り装置および金属帯の水切り方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016185547A JP2016185547A (ja) | 2016-10-27 |
| JP6233341B2 true JP6233341B2 (ja) | 2017-11-22 |
Family
ID=57202382
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015065769A Active JP6233341B2 (ja) | 2015-03-27 | 2015-03-27 | 金属帯の水切り装置および金属帯の水切り方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6233341B2 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108278856A (zh) * | 2017-08-02 | 2018-07-13 | 蓝天众成环保工程有限公司 | 一种垃圾挤水机 |
| JP7102732B2 (ja) * | 2017-12-28 | 2022-07-20 | 日本製鉄株式会社 | 金属帯 |
| CN110820409B (zh) * | 2019-11-19 | 2021-03-16 | 陈昱见 | 一种竖直传动的纸张去水烘干装置 |
| CN110820408B (zh) * | 2019-11-19 | 2021-07-02 | 肇庆市美华电子材料厂有限公司 | 一种双面烘干的纸带烘干装置 |
| CN112210738A (zh) * | 2020-11-20 | 2021-01-12 | 山东富海材料科技有限公司 | 一种高硬度极薄带钢平行多点连续热浸镀锌机组 |
| CN112663104A (zh) * | 2020-12-24 | 2021-04-16 | 重庆金美新材料科技有限公司 | 一种防止电镀设备挤液组件镀液结晶的装置及方法 |
| CN113566502A (zh) * | 2021-08-10 | 2021-10-29 | 攀钢集团西昌钢钒有限公司 | 一种挤干辊设备操作方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05148603A (ja) * | 1991-11-29 | 1993-06-15 | Nippon Steel Corp | P含有高強度合金化溶融亜鉛めつき鋼板の製造方法 |
| JP3218796B2 (ja) * | 1993-03-09 | 2001-10-15 | 日本鋼管株式会社 | 金属帯の液切装置 |
| JP2573758Y2 (ja) * | 1993-06-18 | 1998-06-04 | 新日本製鐵株式会社 | 縞鋼帯用リンガーロール |
| US5803984A (en) * | 1996-02-09 | 1998-09-08 | Danieli Wean, A Division Of Danieli Corporation | Method and apparatus for rinsing steel product |
| JP2003230907A (ja) * | 2002-02-12 | 2003-08-19 | Jfe Steel Kk | 金属ストリップ用通板設備 |
| JP5794105B2 (ja) * | 2011-10-27 | 2015-10-14 | Jfeスチール株式会社 | 鋼板の製造設備及び製造方法 |
-
2015
- 2015-03-27 JP JP2015065769A patent/JP6233341B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016185547A (ja) | 2016-10-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6233341B2 (ja) | 金属帯の水切り装置および金属帯の水切り方法 | |
| US8074331B2 (en) | Slurry blasting apparatus for removing scale from sheet metal | |
| JP5490799B2 (ja) | 圧延機内のストリップを冷却し乾燥させる方法と装置 | |
| US7601226B2 (en) | Slurry blasting apparatus for removing scale from sheet metal | |
| CA2851156C (en) | Apparatus for the internal treatment of pipes | |
| JP4641847B2 (ja) | ガスワイピングノズル及びガスワイピング装置 | |
| JP2012500119A5 (ja) | ||
| US9643224B2 (en) | Device and method for cooling rolled stock | |
| CN103998641B (zh) | 对金属带热浸镀金属涂层的方法和装置 | |
| RU2615392C2 (ru) | Система для уменьшения потребления отжимающего газа в воздушном ноже | |
| KR102223513B1 (ko) | 액체 제거 장치 및 액체 제거 방법 | |
| KR100856307B1 (ko) | 립 크리닝장치 및 이를 구비하는 에어 나이프 | |
| JPH1034226A (ja) | 高温金属板の冷却方法及び装置 | |
| KR101461745B1 (ko) | 가스와이핑 설비의 크리닝장치 | |
| KR101858854B1 (ko) | 도금강판 냉각장치 | |
| CN106163681A (zh) | 用于非接触式的轧辊清洁的装置和方法 | |
| US6478662B1 (en) | Descaler/finisher for elongated or continuous stock materials | |
| KR20140084667A (ko) | 와이핑 가스 처리장치 | |
| KR101996625B1 (ko) | 냉간 압연 설비용 과도포 압연유 제거 장치 | |
| KR101988751B1 (ko) | 강판 냉각 장치 | |
| KR20020038888A (ko) | 열연강대의 제조방법 및 산화막제거장치 | |
| JP5741165B2 (ja) | 熱鋼板の下面冷却装置 | |
| KR101566769B1 (ko) | 소재 냉각 장치 | |
| CA2037331C (en) | Apparatus for cooling a traveling strip | |
| JP4706113B2 (ja) | 溶融亜鉛めっき鋼帯の調質圧延方法およびその調質圧延設備 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161025 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170914 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170926 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20171009 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6233341 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |