JP6205437B2 - 中空ポペットバルブ - Google Patents
中空ポペットバルブ Download PDFInfo
- Publication number
- JP6205437B2 JP6205437B2 JP2015561142A JP2015561142A JP6205437B2 JP 6205437 B2 JP6205437 B2 JP 6205437B2 JP 2015561142 A JP2015561142 A JP 2015561142A JP 2015561142 A JP2015561142 A JP 2015561142A JP 6205437 B2 JP6205437 B2 JP 6205437B2
- Authority
- JP
- Japan
- Prior art keywords
- umbrella
- valve
- heat
- hollow
- shaft
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01L—CYCLICALLY OPERATING VALVES FOR MACHINES OR ENGINES
- F01L3/00—Lift-valve, i.e. cut-off apparatus with closure members having at least a component of their opening and closing motion perpendicular to the closing faces; Parts or accessories thereof
- F01L3/02—Selecting particular materials for valve-members or valve-seats; Valve-members or valve-seats composed of two or more materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K1/00—Making machine elements
- B21K1/20—Making machine elements valve parts
- B21K1/22—Making machine elements valve parts poppet valves, e.g. for internal-combustion engines
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01L—CYCLICALLY OPERATING VALVES FOR MACHINES OR ENGINES
- F01L3/00—Lift-valve, i.e. cut-off apparatus with closure members having at least a component of their opening and closing motion perpendicular to the closing faces; Parts or accessories thereof
- F01L3/12—Cooling of valves
- F01L3/14—Cooling of valves by means of a liquid or solid coolant, e.g. sodium, in a closed chamber in a valve
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16K—VALVES; TAPS; COCKS; ACTUATING-FLOATS; DEVICES FOR VENTING OR AERATING
- F16K27/00—Construction of housing; Use of materials therefor
- F16K27/02—Construction of housing; Use of materials therefor of lift valves
- F16K27/0209—Check valves or pivoted valves
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16K—VALVES; TAPS; COCKS; ACTUATING-FLOATS; DEVICES FOR VENTING OR AERATING
- F16K49/00—Means in or on valves for heating or cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P15/00—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass
- B23P15/001—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass valves or valve housings
- B23P15/002—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass valves or valve housings poppet valves
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01L—CYCLICALLY OPERATING VALVES FOR MACHINES OR ENGINES
- F01L3/00—Lift-valve, i.e. cut-off apparatus with closure members having at least a component of their opening and closing motion perpendicular to the closing faces; Parts or accessories thereof
- F01L3/02—Selecting particular materials for valve-members or valve-seats; Valve-members or valve-seats composed of two or more materials
- F01L3/04—Coated valve members or valve-seats
Description
請求項6においては、前記断熱部では断熱効果が得られ、前記冷却部では熱引き効果が得られ、前記隔壁の上下方向の位置及び上下方向の長さの少なくとも一方を設定して、前記断熱効果と前記熱引き効果の相対値を調節できる。
請求項7においては、軸部の一端側に傘部が一体的に形成され、かつ隔壁で分離された傘側中空部と軸側中空部が形成され、前記傘側中空部には、ガスまたはバルブ形成金属より低熱伝導率の材料を収容して断熱効果が得られる断熱部が構成され、かつ前記軸側中空部には、冷却材が装填されて、熱引き効果が得られる冷却部が構成された中空ポペットバルブの前記断熱効果と前記熱引き効果の相対値の調節方法において、前記隔壁の上下方向の位置及び上下方向の長さの少なくとも一方を設定して、前記断熱効果と前記熱引き効果の相対値を調節する方法が提供される。
(作用)請求項6及び7では、前述の通り、隔壁の設置位置や上下長を変更して、使用車種等に応じて適宜設定することにより、適切な断熱効果と熱引き効果が得られる。
請求項6に係る中空ポペットバルブによれば、隔壁の設置位置や上下長を適宜設定することにより、適切な断熱効果と熱引き効果が得られる。
請求項7に係る中空ポペットバルブの製造方法でも同様に、隔壁の設置位置や上下長を適宜設定することにより、適切な断熱効果と熱引き効果が得られる。
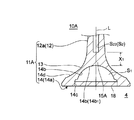
11、11A、11B、11C,11D、11E 傘部外殻と軸部を一体的に形成したバルブ中間品であるシェル
12 バルブ軸部
12a シェルの軸部
14 バルブ傘部
14a 傘部外殻
14b 傘部外殻の凹部
14b1 大径中空部の天井面
14b2 大径中空部のテーパ形状外周面
14b3 段付き平坦部
15、15A、15B.15D 隔壁
15E 隔壁を構成するプラグ(円柱体)
17 段部
18 キャップ
19 冷却材
21 断熱層
L バルブの中心軸線
S1、S1’,S1” 円錐台形状の傘側中空部(大径中空部)
S2、S2’,S2” 直線状の軸側中空部(小径中空部)
S21 軸端部寄り小径中空部
S22 傘部寄り小径中空部
Claims (2)
- 軸部の一端側に傘部を一体的に形成され、バルブ傘部とバルブ軸部間のフィレット部に対応する位置に設けられた隔壁で分離された傘側中空部と軸側中空部が形成され、前記傘側中空部は、前記隔壁、傘部外殻の球面状の凹部、及び前記傘部の燃焼室側の傘側中空部の底面を画成するキャップ材とで形成され、かつ前記傘側中空部には、ガスまたはバルブ形成金属より低熱伝導率の材料を収容して断熱部が構成され、かつ前記軸側中空部には、冷却材が装填されて冷却部が構成された中空ポペットバルブにおいて、
前記断熱部では断熱効果が得られ、前記冷却部では熱引き効果が得られ、前記隔壁の上下方向の位置及び上下方向の長さの少なくとも一方を設定して、前記断熱効果と前記熱引き効果の相対値を調節できることを特徴とする中空ポペットバルブ。 - 軸部の一端側に傘部が一体的に形成され、かつバルブ傘部とバルブ軸部間のフィレット部に対応する位置に設けられた隔壁で分離された傘側中空部と軸側中空部が形成され、前記傘側中空部は、前記隔壁、傘部外殻の球面状の凹部、及び前記傘部の燃焼室側の傘側中空部の底面を画成するキャップ材とで形成され、かつ前記傘側中空部には、ガスまたはバルブ形成金属より低熱伝導率の材料を収容して断熱効果が得られる断熱部が構成され、かつ前記軸側中空部には、冷却材が装填されて、熱引き効果が得られる冷却部が構成された中空ポペットバルブの前記断熱効果と前記熱引き効果の相対値の調節方法において、前記隔壁の上下方向の位置及び上下方向の長さの少なくとも一方を設定して、前記断熱効果と前記熱引き効果の相対値を調節することを特徴とする方法。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2014/053086 WO2015118690A1 (ja) | 2014-02-10 | 2014-02-10 | 中空ポペットバルブ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2015118690A1 JPWO2015118690A1 (ja) | 2017-03-23 |
| JP6205437B2 true JP6205437B2 (ja) | 2017-10-04 |
Family
ID=53777516
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015561142A Active JP6205437B2 (ja) | 2014-02-10 | 2014-02-10 | 中空ポペットバルブ |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US9790822B2 (ja) |
| EP (1) | EP3106633B1 (ja) |
| JP (1) | JP6205437B2 (ja) |
| KR (1) | KR101683590B1 (ja) |
| CN (1) | CN105980675B (ja) |
| BR (1) | BR112016017938B8 (ja) |
| MX (1) | MX2016009708A (ja) |
| PL (1) | PL3106633T3 (ja) |
| RU (1) | RU2641870C1 (ja) |
| TW (1) | TWI638092B (ja) |
| WO (1) | WO2015118690A1 (ja) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014225618A1 (de) * | 2014-12-11 | 2016-06-16 | Mahle International Gmbh | Verfahren zur Herstellung eines Hohlventils |
| DE102016200739A1 (de) * | 2016-01-20 | 2017-07-20 | Mahle International Gmbh | Metallisches Hohlventil für eine Brennkraftmaschine eines Nutzkraftfahrzeugs |
| DE102017211905A1 (de) | 2017-07-12 | 2019-01-17 | Evoguard Gmbh | Prozessventil und Lebensmittelbehandlungs- und/oder -abfüll-Anlage |
| CN107605562A (zh) * | 2017-09-13 | 2018-01-19 | 张家港保税区通勤精密机械有限公司 | 一种高强度排气门 |
| GB2567846A (en) | 2017-10-26 | 2019-05-01 | Eaton Srl | Poppet Valve |
| GB2568975A (en) | 2017-10-30 | 2019-06-05 | Eaton Srl | Poppet valve |
| WO2019086244A1 (en) * | 2017-10-30 | 2019-05-09 | Eaton Intelligent Power Limited | Poppet valve |
| US20190277169A1 (en) | 2018-03-06 | 2019-09-12 | Ohio State Innovation Foundation | Hollow Valve For An Engine |
| CN110914520B (zh) | 2018-03-20 | 2021-11-16 | 日锻汽门株式会社 | 排气用中空提升阀 |
| KR102638971B1 (ko) | 2018-11-12 | 2024-02-22 | 가부시키가이샤 니탄 | 엔진의 포핏 밸브의 제조 방법 |
| CN110439661A (zh) * | 2019-06-26 | 2019-11-12 | 乐元 | 有高速阀的发动机排气歧管 |
| EP4129525A4 (en) | 2020-03-30 | 2023-06-14 | Nittan Corporation | METHOD OF MANUFACTURING AN ENGINE POPPET VALVE |
| RU2746231C1 (ru) * | 2020-06-08 | 2021-04-09 | Юрий Иванович Духанин | Запорный клапан |
| US11530629B2 (en) * | 2020-06-26 | 2022-12-20 | GM Global Technology Operations LLC | Method to attach copper alloy valve inserts to aluminum cylinder head |
| WO2023088581A1 (en) | 2021-11-16 | 2023-05-25 | Eaton Intelligent Power Limited | Hollow poppet valve and method of manufacturing |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1670965A (en) | 1923-06-09 | 1928-05-22 | Sam D Heron | Cooling of exhaust valves of internal-combustion engines |
| GB224288A (en) * | 1923-08-07 | 1924-11-07 | Sam Dalziel Heron | Improvements in the cooling of valves or other moving parts of internal combustion engines that are subject to high temperature |
| US2238628A (en) * | 1939-05-10 | 1941-04-15 | Eaton Mfg Co | Valve construction |
| US2371548A (en) * | 1943-12-06 | 1945-03-13 | Thomas F Saffady | Valve |
| GB618607A (en) * | 1946-06-04 | 1949-02-24 | William Thomas Davies | Improvements in or relating to the production of corrosion resistant coatings on poppet valves for internal-combustion engines |
| DE2313339A1 (de) * | 1973-03-17 | 1974-09-19 | Maschf Augsburg Nuernberg Ag | Ventil, insbesondere auslassventil fuer brennkraftmaschinen |
| JPS5273306U (ja) * | 1975-11-29 | 1977-06-01 | ||
| JPS52111813U (ja) * | 1976-02-21 | 1977-08-25 | ||
| JPS5525679U (ja) * | 1978-08-09 | 1980-02-19 | ||
| SU881357A1 (ru) * | 1980-02-08 | 1981-11-15 | Институт Технической Теплофизики Ан Украинской Сср | Выпускной клапан дл двигател внутреннего сгорани |
| JPS588212A (ja) * | 1981-07-08 | 1983-01-18 | Mitsubishi Heavy Ind Ltd | きのこ状弁 |
| JPS5810105A (ja) * | 1981-07-13 | 1983-01-20 | Mitsubishi Heavy Ind Ltd | きのこ状弁 |
| DE3150708A1 (de) * | 1981-12-22 | 1983-07-07 | Gesenkschmiede Schneider Gmbh, 7080 Aalen | "tellerventil als auslassventil fuer hochbelastbare motore" |
| JPS61106677A (ja) | 1984-10-30 | 1986-05-24 | Aisin Chem Co Ltd | 高膜厚型塗料組成物 |
| JPH0223767Y2 (ja) | 1984-12-18 | 1990-06-28 | ||
| JPH0465907U (ja) * | 1990-10-08 | 1992-06-09 | ||
| JPH04311611A (ja) * | 1991-04-09 | 1992-11-04 | Aisan Ind Co Ltd | セラミックコーティングエンジンバルブ |
| JPH09184404A (ja) * | 1995-12-28 | 1997-07-15 | Fuji Oozx Inc | 内燃機関用中空弁 |
| JPH1121679A (ja) * | 1997-07-03 | 1999-01-26 | Sumitomo Electric Ind Ltd | セラミックス断熱部材で被覆した機械構造部品 |
| DE10117513A1 (de) * | 2001-04-07 | 2002-10-17 | Volkswagen Ag | Brennkraftmaschine mit Direkteinspritzung |
| DE10209770A1 (de) * | 2002-03-05 | 2003-10-09 | Daimler Chrysler Ag | Leichtbauventil |
| JP2003307105A (ja) * | 2002-04-12 | 2003-10-31 | Fuji Oozx Inc | エンジンバルブ |
| WO2012026011A1 (ja) * | 2010-08-25 | 2012-03-01 | 日鍛バルブ株式会社 | 中空ポペットバルブおよびその製造方法 |
| JP5625690B2 (ja) | 2010-09-30 | 2014-11-19 | マツダ株式会社 | エンジン用バルブ |
-
2014
- 2014-02-10 RU RU2016136194A patent/RU2641870C1/ru active
- 2014-02-10 PL PL14881411T patent/PL3106633T3/pl unknown
- 2014-02-10 EP EP14881411.4A patent/EP3106633B1/en active Active
- 2014-02-10 WO PCT/JP2014/053086 patent/WO2015118690A1/ja active Application Filing
- 2014-02-10 KR KR1020167016451A patent/KR101683590B1/ko active IP Right Grant
- 2014-02-10 CN CN201480073621.0A patent/CN105980675B/zh active Active
- 2014-02-10 MX MX2016009708A patent/MX2016009708A/es active IP Right Grant
- 2014-02-10 US US15/114,460 patent/US9790822B2/en active Active
- 2014-02-10 BR BR112016017938A patent/BR112016017938B8/pt active IP Right Grant
- 2014-02-10 JP JP2015561142A patent/JP6205437B2/ja active Active
-
2015
- 2015-02-09 TW TW104104210A patent/TWI638092B/zh active
Also Published As
| Publication number | Publication date |
|---|---|
| BR112016017938B1 (pt) | 2022-05-24 |
| CN105980675B (zh) | 2018-08-31 |
| KR101683590B1 (ko) | 2016-12-07 |
| KR20160093028A (ko) | 2016-08-05 |
| JPWO2015118690A1 (ja) | 2017-03-23 |
| MX2016009708A (es) | 2016-11-08 |
| US9790822B2 (en) | 2017-10-17 |
| TW201544676A (zh) | 2015-12-01 |
| BR112016017938A2 (ja) | 2018-05-08 |
| US20160356186A1 (en) | 2016-12-08 |
| PL3106633T3 (pl) | 2020-05-18 |
| EP3106633A4 (en) | 2017-10-11 |
| EP3106633B1 (en) | 2019-11-13 |
| CN105980675A (zh) | 2016-09-28 |
| EP3106633A1 (en) | 2016-12-21 |
| BR112016017938B8 (pt) | 2023-04-25 |
| RU2641870C1 (ru) | 2018-01-22 |
| TWI638092B (zh) | 2018-10-11 |
| WO2015118690A1 (ja) | 2015-08-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6205437B2 (ja) | 中空ポペットバルブ | |
| JP6072053B2 (ja) | 中空ポペットバルブ | |
| WO2014167694A1 (ja) | 中空ポペットバルブ | |
| JP6033402B2 (ja) | 中空ポペットバルブ | |
| JP6251177B2 (ja) | 中空ポペットバルブ | |
| JP6029742B2 (ja) | 中空ポペットバルブ | |
| JP6063558B2 (ja) | 中空ポペットバルブ | |
| JP6131318B2 (ja) | 中空ポペットバルブ | |
| WO2015170384A1 (ja) | 中空ポペットバルブ | |
| JP2008138649A (ja) | 中空バルブ | |
| JP2006097498A (ja) | 内燃機関用中空弁 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161110 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170620 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170801 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170817 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170904 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6205437 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |