JP6195837B2 - 非対称多層射出成形製品及び射出方法 - Google Patents
非対称多層射出成形製品及び射出方法 Download PDFInfo
- Publication number
- JP6195837B2 JP6195837B2 JP2014537295A JP2014537295A JP6195837B2 JP 6195837 B2 JP6195837 B2 JP 6195837B2 JP 2014537295 A JP2014537295 A JP 2014537295A JP 2014537295 A JP2014537295 A JP 2014537295A JP 6195837 B2 JP6195837 B2 JP 6195837B2
- Authority
- JP
- Japan
- Prior art keywords
- flow
- mold
- inner layer
- leader
- outer edge
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000002347 injection Methods 0.000 title claims description 173
- 239000007924 injection Substances 0.000 title claims description 173
- 238000000034 method Methods 0.000 title description 72
- 239000000463 material Substances 0.000 claims description 444
- 239000002131 composite material Substances 0.000 claims description 129
- 230000009969 flowable effect Effects 0.000 claims description 105
- 238000001746 injection moulding Methods 0.000 claims description 77
- 230000007704 transition Effects 0.000 claims description 25
- 238000000465 moulding Methods 0.000 claims description 21
- 239000012778 molding material Substances 0.000 claims description 11
- 230000001934 delay Effects 0.000 claims description 5
- 238000013037 co-molding Methods 0.000 claims description 2
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 claims 1
- 239000010931 gold Substances 0.000 claims 1
- 229910052737 gold Inorganic materials 0.000 claims 1
- 239000010410 layer Substances 0.000 description 288
- 239000000047 product Substances 0.000 description 45
- 230000004888 barrier function Effects 0.000 description 33
- 239000007789 gas Substances 0.000 description 30
- 238000007789 sealing Methods 0.000 description 24
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 23
- 239000001301 oxygen Substances 0.000 description 23
- 229910052760 oxygen Inorganic materials 0.000 description 23
- 229920003023 plastic Polymers 0.000 description 23
- 239000004033 plastic Substances 0.000 description 23
- 229920000642 polymer Polymers 0.000 description 22
- -1 polyethylene terephthalate Polymers 0.000 description 19
- IKZZIQXKLWDPCD-UHFFFAOYSA-N but-1-en-2-ol Chemical compound CCC(O)=C IKZZIQXKLWDPCD-UHFFFAOYSA-N 0.000 description 16
- 239000004743 Polypropylene Substances 0.000 description 15
- 229920001155 polypropylene Polymers 0.000 description 15
- 239000012530 fluid Substances 0.000 description 14
- 238000004519 manufacturing process Methods 0.000 description 14
- 239000004677 Nylon Substances 0.000 description 13
- 229920001778 nylon Polymers 0.000 description 13
- 230000008569 process Effects 0.000 description 11
- 239000000853 adhesive Substances 0.000 description 10
- 230000001070 adhesive effect Effects 0.000 description 10
- 239000011162 core material Substances 0.000 description 10
- 230000002000 scavenging effect Effects 0.000 description 10
- 239000002274 desiccant Substances 0.000 description 9
- 239000004698 Polyethylene Substances 0.000 description 8
- 235000013305 food Nutrition 0.000 description 8
- 239000002245 particle Substances 0.000 description 8
- 229920000573 polyethylene Polymers 0.000 description 8
- 238000003860 storage Methods 0.000 description 8
- 230000005540 biological transmission Effects 0.000 description 7
- 230000015572 biosynthetic process Effects 0.000 description 7
- 230000000694 effects Effects 0.000 description 7
- 238000005516 engineering process Methods 0.000 description 7
- 239000005020 polyethylene terephthalate Substances 0.000 description 7
- 229920000139 polyethylene terephthalate Polymers 0.000 description 7
- 230000007423 decrease Effects 0.000 description 6
- 239000002861 polymer material Substances 0.000 description 6
- 238000003754 machining Methods 0.000 description 5
- 101000576320 Homo sapiens Max-binding protein MNT Proteins 0.000 description 4
- 229920006121 Polyxylylene adipamide Polymers 0.000 description 4
- 230000003111 delayed effect Effects 0.000 description 4
- 239000011888 foil Substances 0.000 description 4
- 230000006870 function Effects 0.000 description 4
- 229920001903 high density polyethylene Polymers 0.000 description 3
- 239000004700 high-density polyethylene Substances 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 230000035515 penetration Effects 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 238000007493 shaping process Methods 0.000 description 3
- 230000000007 visual effect Effects 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- 238000013459 approach Methods 0.000 description 2
- 238000004364 calculation method Methods 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 238000004590 computer program Methods 0.000 description 2
- 230000001276 controlling effect Effects 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 238000001125 extrusion Methods 0.000 description 2
- 239000012466 permeate Substances 0.000 description 2
- 239000004417 polycarbonate Substances 0.000 description 2
- 229920000515 polycarbonate Polymers 0.000 description 2
- 230000005855 radiation Effects 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 235000013361 beverage Nutrition 0.000 description 1
- 230000002457 bidirectional effect Effects 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 230000001447 compensatory effect Effects 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 239000012792 core layer Substances 0.000 description 1
- 238000002788 crimping Methods 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 239000003814 drug Substances 0.000 description 1
- 229940079593 drug Drugs 0.000 description 1
- 238000005206 flow analysis Methods 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000002991 molded plastic Substances 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 230000037368 penetrate the skin Effects 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 230000003334 potential effect Effects 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 239000002516 radical scavenger Substances 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 239000000565 sealant Substances 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images





























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
- B29C45/1642—Making multilayered or multicoloured articles having a "sandwich" structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
- B29C45/164—The moulding materials being injected simultaneously
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0046—Details relating to the filling pattern or flow paths or flow characteristics of moulding material in the mould cavity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/20—Injection nozzles
- B29C45/22—Multiple nozzle systems
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B1/00—Layered products having a general shape other than plane
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/306—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl acetate or vinyl alcohol (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by features of form at particular places, e.g. in edge regions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by features of form at particular places, e.g. in edge regions
- B32B3/04—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by features of form at particular places, e.g. in edge regions characterised by at least one layer folded at the edge, e.g. over another layer ; characterised by at least one layer enveloping or enclosing a material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D11/00—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, components made wholly or mainly of plastics material
- B65D11/20—Details of walls made of plastics material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/04—Polymers of ethylene
- B29K2023/08—Copolymers of ethylene
- B29K2023/086—EVOH, i.e. ethylene vinyl alcohol copolymer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/10—Polymers of propylene
- B29K2023/12—PP, i.e. polypropylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
- B29K2067/003—PET, i.e. poylethylene terephthalate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0068—Permeability to liquids; Adsorption
- B29K2995/0069—Permeability to liquids; Adsorption non-permeable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2009/00—Layered products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/03—3 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
- B32B2250/246—All polymers belonging to those covered by groups B32B27/32 and B32B27/30
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/70—Food packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/80—Medical packaging
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1352—Polymer or resin containing [i.e., natural or synthetic]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31855—Of addition polymer from unsaturated monomers
Description

(付記1)
(a)成形物品の構成を全体的に画定する少なくとも1種の第1材料であって、前記成形物品は、その射出成形中に第1材料の射出位置に関して非対称型部分を含む、前記第1材料、及び
(b)少なくとも1種の第1材料の内部に実質的に含められ、且つ成形物品の全体の95%を超えて延在する少なくとも1種の第2材料を含む多層射出成形物品であって;
非対称部分の通路であって、その通路に沿って、少なくとも1種の第1材料及び少なくとも1種の第2材料が流動して成形物品を形成する、前記通路の長さが、任意の隣接通路の長さと約15%を超えない差で相違する、多層射出成形物品。
(付記2)
少なくとも1種の第1材料が、ポリエチレン及びポリプロピレンの少なくとも1種を含むプラスチック材料からなる、付記1に記載の多層射出成形物品。
(付記3)
少なくとも1種の第1材料及び少なくとも1種の第2材料が、異なる材料からなる、付記1に記載の多層射出成形物品。
(付記4)
少なくとも1種の第2材料が、少なくとも1種の第1材料に比べて相対的により気体不透過性である、付記1に記載の多層射出成形物品。
(付記5)
少なくとも1種の第2材料が、エチルビニルアルコール、ナイロン、酸素捕捉材料、及び乾燥剤の少なくとも1種を含む、付記1に記載の多層射出成形物品。
(付記6)
少なくとも1種の第1材料及び少なくとも1種の第2材料の一方が、接着剤を含む、付記1に記載の多層射出成形物品。
(付記7)
少なくとも1種の第2材料が、成形物品の少なくとも約99%にわたって延在する、付記1〜6のいずれかに記載の多層射出成形物品。
(付記8)
少なくとも1種の第2材料の少なくとも一部が、少なくとも1種の第1材料の内部で折り返される、付記1〜6のいずれかに記載の多層射出成形物品。
(付記9)
非対称部分の通路であって、その通路に沿って、少なくとも1種の第1材料及び少なくとも1種の第2材料が流動して成形物品を形成する、前記通路の長さが、任意の隣接通路の長さと約10%を超えない差で相違する、付記1〜6のいずれかに記載の多層射出成形物品。
(付記10)
非対称部分の通路であって、その通路に沿って、少なくとも1種の第1材料及び少なくとも1種の第2材料が流動して成形物品を形成する、前記通路の長さが、任意の隣接通路の長さと約5%を超えない差で相違する、付記1〜6のいずれかに記載の多層射出成形物品。
(付記11)
容器の外縁を画定する閉鎖端であって、前記閉鎖端は、閉鎖端の外縁の周囲に全面的に延在して、さらに閉鎖端と対向する容器の開放端を画定する容器側壁を画定する、前記閉鎖端、及び前記閉鎖端の外縁から延在する少なくとも1つの壁を備えた多層成形容器であって;
閉鎖端及び側壁が、閉鎖端上の射出位置で共射出され閉鎖端及び側壁の構成を全体的に画定する第1及び第2材料から形成され、第2材料が第1材料の内部に実質的に含められ、閉鎖端が射出位置に関して非対称であり、且つ開放端を実質的に気体不透過性の閉鎖部材(closure)で閉鎖して容器をシールにより閉鎖することが可能であり;
閉鎖端の非対称部分中の通路であって、その通路に沿って、第1及び第2材料が流動して成形容器を形成する、前記通路の長さが、任意の隣接通路の長さと約15%を超えない差で相違し;且つ
容器を前記閉鎖部材でシールすると、閉鎖された容器中への酸素の透過が約0.05ppm/日未満である;多層成形容器。
(付記12)
第1材料が、ポリエチレン、ポリプロピレンの少なくとも1種を含むプラスチック材料、及び接着剤を含む、付記11に記載の多層成形容器。
(付記13)
第1材料及び第2材料が、異なる材料からなる、付記11に記載の多層成形容器。
(付記14)
第2材料が、第1材料に比べて相対的により気体不透過性である、付記11に記載の多層成形容器。
(付記15)
第2材料が、エチルビニルアルコール、ナイロン、酸素捕捉材料、及び乾燥剤の少なくとも1種を含む、付記11に記載の多層成形容器。
(付記16)
第1材料及び第2材料の一方が、接着剤を含む、付記11に記載の多層成形容器。
(付記17)
実質的に気体不透過性の閉鎖部材が、容器の開放端を密封的に閉鎖して閉鎖型容器を形成する、付記11に記載の多層成形容器。
(付記18)
閉鎖容器中への酸素の透過が、約0.005ppm/日/容器未満である、付記11に記載の多層成形容器。
(付記19)
気体への暴露により分解する物質を収容する、付記11に記載の多層成形容器。
(付記20)
閉鎖部材が、シール接触面で容器にシール可能であり、且つ第2材料が、閉鎖端、及びシール接触面によって画定される境界線内のシール可能な側壁の少なくとも約95%にわたって延在する、付記11に記載の多層成形容器。
(付記21)
閉鎖部材が、シール接触面で容器にシール可能であり、且つ第2材料が、閉鎖端、及びシール接触面によって画定される境界線内のシール可能な側壁の少なくとも約99%にわたって延在する、付記20に記載の多層成形容器。
(付記22)
閉鎖端の非対称部分の通路であって、その通路に沿って、第1及び第2材料が流動して成形容器を形成する、前記通路の長さが、任意の隣接通路の長さと約10%を超えない差で相違する、付記11〜21のいずれかに記載の多層成形容器。
(付記23)
閉鎖端の非対称部分の通路であって、その通路に沿って、第1及び第2材料が流動して成形容器を形成する、前記通路の長さが、任意の隣接通路の長さと約5%を超えない差で相違する、付記22に記載の多層成形容器。
(付記24)
(a)流動性のある少なくとも1種の第1材料を、流動性のある少なくとも1種の第1材料を含む成形物品を形成するように構成された金型キャビティであって、前記金型キャビティは、流動性のある少なくとも1種の第1材料の射出位置に関して非対称部分を含む、前記金型キャビティ中に射出すること;
(b)流動性のある少なくとも1種の第2材料を、金型キャビティ中に、しかも流動性のある少なくとも1種の第1材料に対して内部に共射出すること;及び
(c)流動性のある少なくとも1種の第1材料及び流動性のある少なくとも1種の第2材料の流動を金型キャビティの非対称部分中の少なくとも1つのフローリーダーで修正して、非対称部分の下流に対称的な流動境界線をもたらし、且つ流動性のある少なくとも1種の第2材料を金型キャビティの実質的に全体にわたって流動させること;
を含む、多層物品の成形方法。
(付記25)
流動性のある少なくとも1種の第1材料が、ポリエチレン及びポリプロピレンの少なくとも1種を含むプラスチック材料からなる、付記24に記載の方法。
(付記26)
流動性のある少なくとも1種の第1材料及び少なくとも1種の第2材料が、異なる材料からなる、付記24に記載の方法。
(付記27)
流動性のある少なくとも1種の第2材料が、流動性のある少なくとも1種の第1材料に比べて相対的により気体不透過性である、付記24に記載の方法。
(付記28)
流動性のある少なくとも1種の第2材料が、エチルビニルアルコール、ナイロン、酸素捕捉材料、及び乾燥剤の少なくとも1種を含む、付記24に記載の方法。
(付記29)
流動性のある少なくとも1種の第1材料及び流動性のある少なくとも1種の第2材料の一方が、接着剤を含む、付記24に記載の方法。
(付記30)
流動性のある少なくとも1種の第2材料を金型キャビティの実質的に全体にわたって流動させることが、流動性のある少なくとも1種の第2材料を金型キャビティの少なくとも約99%にわたって流動させることを含む、付記24に記載の方法。
(付記31)
少なくとも1つのフローリーダーが、それぞれ任意の隣接フローリーダーの流路長と約15%を超えない差で相違する流路長を有する、可変厚フローリーダー及び複数のフローリーダーからなる群から選択される、付記24〜30のいずれかに記載の方法。
(付記32)
少なくとも1つのフローリーダーが、それぞれ任意の隣接フローリーダーの流路長と約10%を超えない差で相違する流路長を有する複数のフローリーダーからなる、付記31に記載の方法。
(付記33)
少なくとも1つのフローリーダーが、それぞれ任意の隣接フローリーダーの流路長と約5%を超えない差で相違する流路長を有する複数のフローリーダーからなる、付記32に記載の方法。
(付記34)
少なくとも1つのフローリーダーが、その下流に、少なくとも1つの射出ゲートを通って少なくとも1つのフローリーダー中に射出される成形材料の複合流の速度が金型キャビティの外縁に対して事実上垂直である流動境界線をもたらすように構成され、そのため複合流の速度ベクトルが有意な接線成分を有さない、付記24〜30のいずれかに記載の方法。
(付記35)
少なくとも1つのフローリーダーが、その少なくとも1つのフローリーダーの遠位端を出ていく内部層のリーディングエッジの速度が、複合流の先端速度に、内部層のリーディングエッジから金型の外縁までの流動距離を複合流の先端から金型の外縁までの流動距離で除算した商を乗算した積に実質的に等しいように構成された可変厚フローリーダーからなる、付記24〜30のいずれかに記載の方法。
(付記36)
少なくとも1つのフローリーダーが、その少なくとも1つのフローリーダーの遠位端を出ていく内部層のリーディングエッジの速度が、複合流の先端速度に、内部層のリーディングエッジから金型の外縁までの流動距離を複合流の先端から金型の外縁までの流動距離で除算した商を乗算した積よりも大きいように構成された可変厚フローリーダーからなる、付記24〜30のいずれかに記載の方法。
(付記37)
少なくとも1つのフローリーダーが、複数のフローリーダーの遠位端を出ていく内部層のリーディングエッジの速度が、複合流の先端速度に、内部層のリーディングエッジから金型の外縁までの流動距離を複合流の先端から金型の外縁までの流動距離で除算した商を乗算した積に実質的に等しいように構成された複数のフローリーダーからなる、付記24〜30のいずれかに記載の方法。
(付記38)
少なくとも1つのフローリーダーが、複数のフローリーダーの遠位端を出ていく内部層のリーディングエッジの速度が、複合流の先端速度に、内部層のリーディングエッジから金型の外縁までの流動距離を複合流の先端から金型の外縁までの流動距離で除算した商を乗算した積よりも大きいように構成された複数のフローリーダーからなる、付記24〜30のいずれかに記載の方法。
(付記39)
流動性のある少なくとも1種の第2材料の金型キャビティ中への共射出を、流動性のある少なくとも1種の第2材料を金型キャビティの実質的に全体にわたって流動させるように計算された時間差で、流動性のある少なくとも1種の第1材料の射出後に遅延させることをさらに含む、付記24〜30のいずれかに記載の方法。
(付記40)
(a)流動性のある少なくとも1種の第1材料を、複数の金型キャビティであって、前記複数の金型キャビティのそれぞれは、流動性のある少なくとも1種の第1材料を含む成形物品を形成するように構成され、且つ流動性のある少なくとも1種の第1材料の射出位置に関して非対称部分を含む、前記複数の金型キャビティを備えた装置中に射出すること;
(b)流動性のある少なくとも1種の第2材料を、装置中に、しかも流動性のある少なくとも1種の第1材料に対して内部に共射出すること;
(c)流動性のある少なくとも1種の第1材料及び流動性のある少なくとも1種の第2材料の流動を複数の金型キャビティの非対称部分中のフローリーダーで修正して、非対称部分の下流に対称的な流動境界線をもたらし、且つ流動性のある少なくとも1種の第2材料を複数の金型キャビティの実質的に全体にわたって流動させること;をさらに含む、付記24〜30のいずれかに記載の方法。
(付記41)
非対称型多層物品を成形するためのコンピュータが実施可能な命令を保持する非一時的なコンピュータ可読媒体であって、
流動性のある少なくとも1種の第1材料を、流動性のある少なくとも1種の第1材料を含む成形物品を形成するように構成された金型キャビティであって、前記金型キャビティは、流動性のある少なくとも1種の第1材料の射出位置に関して非対称的である部分、及び非対称部分中に少なくとも1つのフローリーダーを含む、前記金型キャビティ中に射出するための命令;
流動性のある少なくとも1種の第2材料を、金型キャビティ中に、しかも流動性のある少なくとも1種の第1材料に対して内部に共射出するための命令;
流動性のある少なくとも1種の第2材料の金型キャビティ中への共射出を、金型キャビティの非対称部分の下流の少なくとも1つのフローリーダーによって修正されるような流動の中に対称的な流動境界線をもたらし、且つ流動性のある少なくとも1種の第2材料を金型キャビティの実質的に全体にわたって流動させるように計算された時間差で、流動性のある少なくとも1種の第1材料の最初の射出の後に遅延させるための命令;を含む非一時的なコンピュータ可読媒体。
(付記42)
少なくとも1種の第1材料が、ポリエチレン及びポリプロピレンの少なくとも1種を含むプラスチック材料からなる、付記41に記載の非一時的なコンピュータ可読媒体。
(付記43)
少なくとも1種の第1材料及び少なくとも1種の第2材料が、異なる材料からなる、付記41に記載の非一時的なコンピュータ可読媒体。
(付記44)
少なくとも1種の第2材料が、少なくとも1種の第1材料に比べて相対的により気体不透過性である、付記41に記載の非一時的なコンピュータ可読媒体。
(付記45)
少なくとも1種の第2材料が、エチルビニルアルコール、ナイロン、酸素捕捉材料、及び乾燥剤の少なくとも1種を含む、付記41に記載の非一時的なコンピュータ可読媒体。
(付記46)
少なくとも1種の第1材料及び少なくとも1種の第2材料の一方が、接着剤を含む、付記41に記載の非一時的なコンピュータ可読媒体。
(付記47)
少なくとも1種の第2材料を金型キャビティの実質的に全体にわたって流動させることが、少なくとも1種の第2材料を金型キャビティの少なくとも約95%にわたって流動させることを含む、付記41に記載の非一時的なコンピュータ可読媒体。
(付記48)
少なくとも1種の第2材料を金型キャビティの実質的に全体にわたって流動させることが、少なくとも1種の第2材料を金型キャビティの少なくとも約99%にわたって流動させることを含む、付記47に記載の非一時的なコンピュータ可読媒体。
(付記49)
少なくとも1つのフローリーダーが、それぞれ任意の隣接フローリーダーの流路長と約15%を超えない差で相違する流路長を有する、可変厚フローリーダー及び複数のフローリーダーからなる群から選択される、付記41に記載の非一時的なコンピュータ可読媒体。
(付記50)
少なくとも1つのフローリーダーが、それぞれ任意の隣接フローリーダーの流路長と約10%を超えない差で相違する流路長を有する、可変厚フローリーダー及び複数のフローリーダーからなる群から選択される、付記49に記載の非一時的なコンピュータ可読媒体。
(付記51)
少なくとも1つのフローリーダーが、それぞれ任意の隣接フローリーダーの流路長と約5%を超えない差で相違する流路長を有する、可変厚フローリーダー及び複数のフローリーダーからなる群から選択される、付記50に記載の非一時的なコンピュータ可読媒体。
(付記52)
少なくとも1つのフローリーダーが、その下流に、少なくとも1つの射出ゲートを通って少なくとも1つのフローリーダー中に射出される成形材料の複合流の速度が金型キャビティの外縁に対して事実上垂直である流動境界線をもたらすように構成され、そのため複合流の速度ベクトルが有意な接線成分を有さない、付記41に記載の非一時的なコンピュータ可読媒体。
(付記53)
少なくとも1つのフローリーダーが、その少なくとも1つのフローリーダーの遠位端を出ていく内部層のリーディングエッジの速度が、複合流の先端速度に、内部層のリーディングエッジから金型の外縁までの流動距離を複合流の先端から金型の外縁までの流動距離で除算した商を乗算した積に実質的に等しいように構成された可変厚フローリーダーからなる、付記41に記載の非一時的なコンピュータ可読媒体。
(付記54)
少なくとも1つのフローリーダーが、その少なくとも1つのフローリーダーの遠位端を出ていく内部層のリーディングエッジの速度が、複合流の先端速度に、内部層のリーディングエッジから金型の外縁までの流動距離を複合流の先端から金型の外縁までの流動距離で除算した商を乗算した積よりも大きいように構成された可変厚フローリーダーからなる、付記41に記載の非一時的なコンピュータ可読媒体。
(付記55)
少なくとも1つのフローリーダーが、複数のフローリーダーの遠位端を出ていく内部層のリーディングエッジの速度が、複合流の先端速度に、内部層のリーディングエッジから金型の外縁までの流動距離を複合流の先端から金型の外縁までの流動距離で除算した商を乗算した積に実質的に等しいように構成された複数のフローリーダーからなる、付記41に記載の非一時的なコンピュータ可読媒体。
(付記56)
少なくとも1つのフローリーダーが、複数のフローリーダーの遠位端を出ていく内部層のリーディングエッジの速度が、複合流の先端速度に、内部層のリーディングエッジから金型の外縁までの流動距離を複合流の先端から金型の外縁までの流動距離で除算した商を乗算した積よりも大きいように構成された複数のフローリーダーからなる、付記41に記載の非一時的なコンピュータ可読媒体。
(付記57)
流動性のある少なくとも1種の第1材料を、複数の金型キャビティを備えた装置であって、前記複数の金型キャビティのそれぞれは、流動性のある少なくとも1種の第1材料を含む成形物品を形成するように構成され、流動性のある少なくとも1種の第1材料の射出位置に関して非対称的である部分、及び非対称部分中に少なくとも1つのフローリーダーを含む、前記装置中に射出するための命令;
流動性のある少なくとも1種の第2材料を、装置中に、しかも流動性のある少なくとも1種の第1材料に対して内部に共射出するための命令;
流動性のある少なくとも1種の第2材料の装置中への共射出を、フローリーダーによって修正されるような流れの中に、金型キャビティの非対称部分の下流に対称的な流動境界線をもたらし、且つ流動性のある少なくとも1種の第2材料を複数の金型キャビティの実質的に全体にわたって流動させるように計算された時間差で、流動性のある少なくとも1種の第1材料の最初の射出の後に遅延させるための命令;を含む、付記41に記載の非一時的なコンピュータ可読媒体。
(付記58)
(a)成形物品の構成を全体的に画定する少なくとも1種の第1材料であって、前記成形物品は、その射出成形中に第1材料の射出位置に関して非対称型部分を含む、前記第1材料;及び
(b)少なくとも1種の第1材料の内部に実質的に含められ、且つ成形物品の全体の95%を超えて延在する少なくとも1種の第2材料;を含む多層射出成形物品であって;
成形物品の非対称部分が、第1通路であって、その通路に沿って、少なくとも1種の第1材料及び少なくとも1種の第2材料が流動して成形物品を形成する、前記第1通路に関する第1厚さを特徴とし;
成形物品の非対称部分が、第2通路であって、その通路に沿って、少なくとも1種の第1材料及び少なくとも1種の第2材料が流動して成形物品を形成する、前記第2通路に関する第2厚さを特徴とし;且つ
成形物品の非対称部分が、第1厚さから第2厚さへのなめらかな移行を特徴とする;多層射出成形物品。
(付記59)
少なくとも1種の第1材料が、ポリエチレン及びポリプロピレンの少なくとも1種を含むプラスチック材料からなる、付記58に記載の多層射出成形物品。
(付記60)
少なくとも1種の第2材料が、少なくとも1種の第1材料に比べて相対的により気体不透過性である、付記58に記載の多層射出成形物品。
(付記61)
少なくとも1種の第2材料が、エチルビニルアルコール、ナイロン、酸素捕捉材料、及び乾燥剤の少なくとも1種を含む、付記58に記載の多層射出成形物品。
(付記62)
少なくとも1種の第1材料及び少なくとも1種の第2材料の一方が、接着剤を含む、付記58に記載の多層射出成形物品。
(付記63)
少なくとも1種の第2材料が、成形物品の少なくとも約99%にわたって延在する、付記58に記載の多層射出成形物品。
(付記64)
少なくとも1種の第2材料の少なくとも一部が、少なくとも1種の第1材料の内部で折り返される、付記58に記載の多層射出成形物品。
(付記65)
第1厚さ、第2厚さ、及びなめらかな移行が、射出位置から共通な距離で測定される、付記58に記載の多層射出成形物品。
(付記66)
第1厚さ、第2厚さ、及びなめらかな移行が、射出位置を横切る第2ラインに垂直である第1ラインに沿って測定される、付記58に記載の多層射出成形物品。
(付記67)
第1厚さ、第1通路の長さ、第2厚さ、及び第2通路の長さが、射出成形中に、第1材料が第1通路の遠位端及び第2通路の遠位端を実質的に同時に出ていくことを示す、付記58に記載の多層射出成形物品。
(付記68)
容器の外縁を画定する閉鎖端であって、前記閉鎖端は、閉鎖端の外縁の周囲に全面的に延在して、さらに閉鎖端と対向する容器の開放端を画定する容器側壁を画定する、前記閉鎖端、及び閉鎖端の外縁から延在する少なくとも1つの壁を含む多層成形容器であって;
閉鎖端及び側壁が、閉鎖端上の射出位置で共射出され、閉鎖端及び側壁の構成を全体的に画定する第1及び第2材料から形成され、第2材料が、第1材料の内部に実質的に含められ、閉鎖端が、射出位置に関して非対称であり、且つ開放端を、容器をシールにより閉鎖するために実質的に気体不透過性の閉鎖部材で閉鎖可能であり;
閉鎖端の非対称部分が、第1通路であって、この通路に沿って、第1及び第2材料が流動して容器を形成する、前記第1通路に関する第1厚さを特徴とし;
閉鎖端の非対称部分が、第2通路であって、この通路に沿って、第1及び第2材料が流動して容器を形成する、前記第2通路に関する第2厚さを特徴とし;
閉鎖端の非対称部分が、第1厚さから第2厚さへのなめらかな移行を特徴とし;且つ
容器を前記閉鎖部材でシールすると、閉鎖容器中への酸素の透過が約0.05ppm/日未満である;多層成形容器。
(付記69)
第1材料が、ポリエチレン及びポリプロピレンの少なくとも1種、及び接着剤を含むプラスチック材料からなる、付記68に記載の多層成形容器。
(付記70)
第2材料が、第1材料に比べて相対的により気体不透過性である、付記68に記載の多層成形容器。
(付記71)
第2材料が、エチルビニルアルコール、ナイロン、酸素捕捉材料、及び乾燥剤の少なくとも1種を含む、付記68に記載の多層成形容器。
(付記72)
第1材料及び第2材料の一方が、接着剤を含む、付記68に記載の多層成形容器。
(付記73)
実質的に気体不透過性の閉鎖部材が、容器の開放端をシールにより閉鎖して閉鎖容器を形成する、付記68に記載の多層成形容器。
(付記74)
閉鎖容器中への酸素の透過が、約0.005ppm/日/容器未満である、付記68に記載の多層成形容器。
(付記75)
閉鎖部材が、シール接触面で容器にシール可能であり、且つ第2材料が、閉鎖端、及びシール接触面によって画定される境界線内でシール可能な側壁の少なくとも約95%にわたって延在する、付記68〜74のいずれかに記載の多層成形容器。
(付記76)
閉鎖部材が、シール接触面で容器にシール可能であり、且つ第2材料が、閉鎖端、及びシール接触面によって画定される境界線内でシール可能な側壁の少なくとも約99%にわたって延在する、付記75に記載の多層成形容器。
(付記77)
第1厚さ、第2厚さ、及びなめらかな移行が、射出位置から共通の距離で測定される、付記68〜74のいずれかに記載の多層射出成形容器。
(付記78)
第1厚さ、第2厚さ、及びなめらかな移行が、射出位置を横切る第2ラインに対して垂直である第1ラインに沿って測定される、付記68〜74のいずれかに記載の多層射出成形容器。
(付記79)
第1厚さ、第1通路の長さ、第2厚さ、及び第2通路の長さが、射出成形中に、第1材料が第1通路の遠位端及び第2通路の遠位端を実質的に同時に出ていくことを示す、付記68〜74のいずれかに記載の多層射出成形容器。
(付記80)
非対称型多層物品を成形するためのコンピュータが実施可能な命令を保持する非一時的なコンピュータ可読媒体であって、
流動性のある少なくとも1種の第1材料を、流動性のある少なくとも1種の第1材料を含む成形物品を形成するように構成された金型キャビティであって、前記金型キャビティは、流動性のある少なくとも1種の第1材料の射出位置に関して非対称的である部分、及び非対称部分中に少なくとも1つのフローリーダーを含む、前記金型キャビティ中に射出するための命令;
流動性のある少なくとも1種の第2材料を、金型キャビティ中に、しかも流動性のある少なくとも1種の第1材料に対して内部に共射出するための命令;及び
流動性のある少なくとも1種の第2材料の金型キャビティ中への共射出を、金型キャビティの非対称部分の下流の少なくとも1つのフローリーダーによって修正されるような流動の中に、対称的な流動境界線をもたらし、且つ流動性のある少なくとも1種の第2材料を金型キャビティの実質的に全体にわたって流動させるように計算された時間差で、流動性のある少なくとも1種の第1材料の最初の射出の後に遅延させるための命令;を含む非一時的なコンピュータ可読媒体。
(付記81)
少なくとも1種の第1材料が、ポリエチレン及びポリプロピレンの少なくとも1種を含むプラスチック材料からなる、付記80に記載の非一時的なコンピュータ可読媒体。
(付記82)
少なくとも1種の第1材料及び少なくとも1種の第2材料が、異なる材料からなる、付記80に記載の非一時的なコンピュータ可読媒体。
(付記83)
少なくとも1種の第2材料が、少なくとも1種の第1材料に比べて相対的により気体不透過性である、付記80に記載の非一時的なコンピュータ可読媒体。
(付記84)
少なくとも1種の第2材料が、エチルビニルアルコール、ナイロン、酸素捕捉材料、及び乾燥剤の少なくとも1種を含む、付記80に記載の非一時的なコンピュータ可読媒体。
(付記85)
少なくとも1種の第1材料及び少なくとも1種の第2材料の一方が、接着剤を含む、付記80に記載の非一時的なコンピュータ可読媒体。
(付記86)
少なくとも1種の第2材料を金型キャビティの実質的上全体にわたって流動させることが、少なくとも1種の第2材料を金型キャビティの少なくとも約95%にわたって流動させることを含む、付記80に記載の非一時的なコンピュータ可読媒体。
(付記87)
少なくとも1種の第2材料を金型キャビティの実質的に全体にわたって流動させることが、少なくとも1種の第2材料を金型キャビティの少なくとも約99%にわたって流動させることを含む、付記86に記載の非一時的なコンピュータ可読媒体。
(付記88)
少なくとも1つのフローリーダーが、それぞれ任意の隣接フローリーダーの流路長と約15%を超えない差で相違する流路長を有する、可変厚フローリーダー及び複数のフローリーダーからなる群から選択される、付記80に記載の非一時的なコンピュータ可読媒体。
(付記89)
少なくとも1つのフローリーダーが、それぞれ任意の隣接フローリーダーの流路長と約10%を超えない差で相違する流路長を有する、可変厚フローリーダー及び複数のフローリーダーからなる群から選択される、付記80に記載の非一時的なコンピュータ可読媒体。
(付記90)
少なくとも1つのフローリーダーが、それぞれ任意の隣接フローリーダーの流路長と約5%を超えない差で相違する流路長を有する、可変厚フローリーダー及び複数のフローリーダーからなる群から選択される、付記89に記載の非一時的なコンピュータ可読媒体。
(付記91)
少なくとも1つのフローリーダーが、その下流に、少なくとも1つの射出ゲートを通って少なくとも1つのフローリーダー中に射出される成形材料の複合流の速度が金型キャビティの外縁に対して事実上垂直である流動境界線をもたらすように構成され、そのため複合流の速度ベクトルが有意な接線成分を有さない、付記90に記載の非一時的なコンピュータ可読媒体。
(付記92)
少なくとも1つのフローリーダーが、その少なくとも1つのフローリーダーの遠位端を出ていく内部層のリーディングエッジの速度が、複合流の先端速度に、内部層のリーディングエッジから金型の外縁までの流動距離を複合流の先端から金型の外縁までの流動距離で除算した商を乗算した積に実質的に等しいように構成された可変厚フローリーダーからなる、付記80に記載の非一時的なコンピュータ可読媒体。
(付記93)
少なくとも1つのフローリーダーが、その少なくとも1つのフローリーダーの遠位端を出ていく内部層のリーディングエッジの速度が、複合流の先端速度に、内部層のリーディングエッジから金型の外縁までの流動距離を複合流の先端から金型の外縁までの流動距離で除算した商を乗算した積よりも大きいように構成された可変厚フローリーダーからなる、付記80に記載の非一時的なコンピュータ可読媒体。
(付記94)
少なくとも1つのフローリーダーが、複数のフローリーダーの遠位端を出ていく内部層のリーディングエッジの速度が、複合流の先端速度に、内部層のリーディングエッジから金型の外縁までの流動距離を複合流の先端から金型の外縁までの流動距離で除算した商を乗算した積に実質的に等しいように構成された複数のフローリーダーからなる、付記80に記載の非一時的なコンピュータ可読媒体。
(付記95)
少なくとも1つのフローリーダーが、複数のフローリーダーの遠位端を出ていく内部層のリーディングエッジの速度が、複合流の先端速度に、内部層のリーディングエッジから金型の外縁までの流動距離を複合流の先端から金型の外縁までの流動距離で除算した商を乗算した積よりも大きいように構成された複数のフローリーダーからなる、付記80に記載の非一時的なコンピュータ可読媒体。
(付記96)
流動性のある少なくとも1種の第1材料を、複数の金型キャビティであって、前記複数の金型キャビティのそれぞれは、流動性のある少なくとも1種の第1材料を含む成形物品を形成するように構成され、流動性のあるの少なくとも1種の第1材料の射出位置に関して非対称的である部分、及び非対称部分中に少なくとも1つのフローリーダーを含む、前記複数の金型キャビティを備えた装置中に射出するための命令;
流動性のある少なくとも1種の第2材料を、装置中に、しかも流動性のある少なくとも1種の第1材料に対して内部に共射出するための命令;
流動性のある少なくとも1種の第2材料の装置中への共射出を、金型キャビティの非対称部分の下流の少なくとも1つのフローリーダーによって修正されるような流動の中に、対称的な流動境界線をもたらし、且つ流動性のある少なくとも1種の第2材料を複数の金型キャビティの実質的に全体にわたって流動させるように計算された時間差で、流動性のある少なくとも1種の第1材料の最初の射出の後に遅延させるための命令;を含む、付記80に記載の非一時的なコンピュータ可読媒体。
(付記97)
射出成形物品を成形するための金型であって、金型キャビティの非対称部分に、非対称部分の下流の多層流であって、前記多層流は、内側層、外側層、及び内部層を含む、前記多層流中に、対称的な流動境界線をもたらす少なくとも1つのフローリーダーを含む金型キャビティを備える、金型。
(付記98)
成形材料を少なくとも1つのフローリーダー中に射出するために構成された少なくとも1つの射出ゲートをさらに備え、且つ金型キャビティの非対称部分が、少なくとも1つの射出ゲートに関して非対称である、付記97に記載の金型。
(付記99)
少なくとも1つの射出ゲートが、金型キャビティの非対称部分に隣接して配置される、付記98に記載の金型。
(付記100)
少なくとも1つの射出ゲートが、金型キャビティの非対称部分から遠く離れて存在する、付記98に記載の金型。
(付記101)
少なくとも1つのフローリーダーが、それぞれ任意の隣接フローリーダーの流路長と約15%を超えない差で相違する流路長を有する、可変厚フローリーダー及び複数のフローリーダーからなる群から選択される、付記97に記載の金型。
(付記102)
少なくとも1つのフローリーダーが、それぞれ任意の隣接フローリーダーの流路長と約10%を超えない差で相違する流路長を有する複数のフローリーダーからなる、付記101に記載の金型。
(付記103)
少なくとも1つのフローリーダーが、それぞれ任意の隣接フローリーダーの流路長と約5%を超えない差で相違する流路長を有する複数のフローリーダーからなる、付記102に記載の金型。
(付記104)
少なくとも1つのフローリーダーが、その下流に、少なくとも1つの射出ゲートを通って少なくとも1つのフローリーダー中に射出される成形材料の複合流の速度が金型キャビティの外縁に対して事実上垂直である流動境界線をもたらすように構成され、そのため複合流の速度ベクトルが有意な接線成分を有さない、付記97に記載の金型。
(付記105)
少なくとも1つのフローリーダーが、その少なくとも1つのフローリーダーの遠位端を出ていく内部層のリーディングエッジの速度が、複合流の先端速度に、内部層のリーディングエッジから金型の外縁までの流動距離を複合流の先端から金型の外縁までの流動距離で除算した商を乗算した積に実質的に等しいように構成された可変厚フローリーダーからなる、付記97に記載の金型。
(付記106)
少なくとも1つのフローリーダーが、その少なくとも1つのフローリーダーの遠位端を出ていく内部層のリーディングエッジの速度が、複合流の先端速度に、内部層のリーディングエッジから金型の外縁までの流動距離を複合流の先端から金型の外縁までの流動距離で除算した商を乗算した積よりも大きいように構成された可変厚フローリーダーからなる、付記97に記載の金型。
(付記107)
少なくとも1つのフローリーダーが、複数のフローリーダーの遠位端を出ていく内部層のリーディングエッジの速度が、複合流の先端速度に、内部層のリーディングエッジから金型の外縁までの流動距離を複合流の先端から金型の外縁までの流動距離で除算した商を乗算した積に実質的に等しいように構成された複数のフローリーダーからなる、付記97に記載の金型。
(付記108)
少なくとも1つのフローリーダーが、複数のフローリーダーの遠位端を出ていく内部層のリーディングエッジの速度が、複合流の先端速度に、内部層のリーディングエッジから金型の外縁までの流動距離を複合流の先端から金型の外縁までの流動距離で除算した商を乗算した積よりも大きいように構成された複数のフローリーダーからなる、付記97に記載の金型。
(付記109)
(a)金型キャビティの非対称部分中に少なくとも1つのフローリーダーを含む金型キャビティを画定する金型;及び
(b)流動性のある少なくとも1種の第1及び第2材料を、金型キャビティ中に、しかも少なくとも1つのフローリーダーを通して共射出し、流動性のある第1及び第2材料を含む成形物品を形成するように構成された第1射出ゲート;を備えた共射出成形装置であって、
流動性のある第2材料が、流動性のある第1材料に対して内部に存在し、
少なくとも1つのフローリーダーが、非対称部分の下流に、流動性のある第1及び第2材料中に対称的な流動境界線をもたらすように構成される、共射出成形装置。
(付記110)
少なくとも1つの射出ゲートが、金型キャビティの非対称部分に隣接して配置される、付記109に記載の共射出成形装置。
(付記111)
少なくとも1つの射出ゲートが、金型キャビティの非対称部分から遠く離れて存在する、付記109に記載の共射出成形装置。
(付記112)
少なくとも1つのフローリーダーが、それぞれ任意の隣接フローリーダーの流路長と約15%を超えない差で相違する流路長を有する、可変厚フローリーダー及び複数のフローリーダーからなる群から選択される、付記109に記載の共射出成形装置。
(付記113)
少なくとも1つのフローリーダーが、それぞれ任意の隣接フローリーダーの流路長と約10%を超えない差で相違する流路長を有する複数のフローリーダーからなる、付記112に記載の共射出成形装置。
(付記114)
少なくとも1つのフローリーダーが、それぞれ任意の隣接フローリーダーの流路長と約5%を超えない差で相違する流路長を有する複数のフローリーダーからなる、付記113に記載の共射出成形装置。
(付記115)
少なくとも1つのフローリーダーが、その下流に、少なくとも1つの射出ゲートを通って少なくとも1つのフローリーダー中に射出される成形材料の複合流の速度が金型キャビティの外縁に対して事実上垂直である流動境界線をもたらすように構成され、そのため複合流の速度ベクトルが有意な接線成分を有さない、付記109に記載の共射出成形装置。
(付記116)
少なくとも1つのフローリーダーが、その少なくとも1つのフローリーダーの遠位端を出ていく内部層のリーディングエッジの速度が、複合流の先端速度に、内部層のリーディングエッジから金型の外縁までの流動距離を複合流の先端から金型の外縁までの流動距離で除算した商を乗算した積に実質的に等しいように構成された可変厚フローリーダーからなる、付記109に記載の共射出成形装置。
(付記117)
少なくとも1つのフローリーダーが、その少なくとも1つのフローリーダーの遠位端を出ていく内部層のリーディングエッジの速度が、複合流の先端速度に、内部層のリーディングエッジから金型の外縁までの流動距離を複合流の先端から金型の外縁までの流動距離で除算した商を乗算した積よりも大きいように構成された可変厚フローリーダーからなる、付記109に記載の共射出成形装置。
(付記118)
少なくとも1つのフローリーダーが、複数のフローリーダーの遠位端を出ていく内部層のリーディングエッジの速度が、複合流の先端速度に、内部層のリーディングエッジから金型の外縁までの流動距離を複合流の先端から金型の外縁までの流動距離で除算した商を乗算した積に実質的に等しいように構成された複数のフローリーダーからなる、付記109に記載の共射出成形装置。
(付記119)
少なくとも1つのフローリーダーが、複数のフローリーダーの遠位端を出ていく内部層のリーディングエッジの速度が、複合流の先端速度に、内部層のリーディングエッジから金型の外縁までの流動距離を複合流の先端から金型の外縁までの流動距離で除算した商を乗算した積より大きいように構成された複数のフローリーダーからなる、付記109に記載の共射出成形装置。
(付記120)
第1射出ゲートが、共射出される流動性のある第1及び第2材料を、ゲートを通して受け入れるように構成された、付記109に記載の共射出成形装置。
(付記121)
第1射出ゲートからずれた第2射出ゲートをさらに備えた、付記109に記載の共射出成形装置。
(付記122)
流動性のある少なくとも1種の第2材料の第1射出ゲートによる金型キャビティ中への射出を、流動性のある少なくとも1種の第2材料を金型キャビティの実質的に全体にわたって流動させるように計算された時間差で、流動性のある少なくとも1種の第1材料の最初の射出の後に遅延させるコントローラをさらに備えた、付記109に記載の共射成形装置。
(付記123)
(a)複数の金型キャビティであって、それぞれの金型キャビティは、その非対称部分に少なくとも1つのフローリーダーを含み、成形物品を形成するように構成されている、前記複数の金型キャビティを画定する装置;及び
(b)流動性のある少なくとも1種の第1及び第2材料を装置中に、しかもフローリーダーを通して共射出して、それぞれ、流動性のある第1及び第2材料を含み、流動性のある第2材料は流動性のある第1材料に対して内部に存在する、複数の成形物品を形成するように構成された第1射出ゲート;をさらに備え、
ここで、各金型キャビティ中のフローリーダーは、金型キャビティの非対称部分の下流に、流動性のある第1及び第2材料中に対称的な流動境界線をもたらすように構成される、付記109に記載の共射出成形装置。
(付記124)
64個の金型キャビティを画定する、付記123に記載の共射出成形装置。
(付記125)
64個を超える金型キャビティを画定する、付記123に記載の共射出成形装置。
(付記126)
(a)複数の射出ゲート;
(b)複数の開放容器からなる成形物品を形成するように構成された金型キャビティであって、前記金型キャビティは、複数の射出ゲートに関して非対称的である非対称部分、及び非対称部分中に少なくとも1つのフローリーダーを含む、前記金型キャビティを画定する金型;を備えた共射出成形装置であって、
複数の射出ゲートが、流動性のある第1材料及び流動性のある第2材料を金型キャビティ中に、少なくとも1つのフローリーダーを通して共射出して、流動性のある第1及び第2材料を用いた成形物品を形成するように構成され;
流動性のある第2材料が、流動性のある第1材料に対して内部に存在し;
少なくとも1つのフローリーダーが、非対称部分の下流で流動性のある第1及び第2材料中に対称的な流動境界線をもたらすように構成される;共射出成形装置。
(付記127)
複数の開放容器が、32個の開放容器からなる、付記126に記載の共射出成形装置。
(付記128)
複数の開放容器が、64個の開放容器からなる、付記126に記載の共射出成形装置。
(付記129)
少なくとも1つのフローリーダーが、それぞれ任意の隣接フローリーダーの流路長と約15%を超えない差で相違する流路長を有する複数のフローリーダーからなる、付記126に記載の共射出成形装置。
(付記130)
少なくとも1つのフローリーダーが、それぞれ任意の隣接フローリーダーの流路長から約10%を超えない差で相違する流路長を有する複数のフローリーダーからなる、付記129に記載の共射出成形装置。
(付記131)
少なくとも1つのフローリーダーが、それぞれ任意の隣接フローリーダーの流路長から約5%を超えない差で相違する流路長を有する複数のフローリーダーからなる、付記130に記載の共射出成形装置。
(付記132)
少なくとも1つのフローリーダーが、複数のフローリーダーの遠位端を出ていく内部層のリーディングエッジの速度が、複合流の先端速度に、内部層のリーディングエッジから金型の外縁までの流動距離を複合流の先端から金型の外縁までの流動距離で除算した商を乗算した積に実質的に等しいように構成された複数のフローリーダーからなる、付記126〜131のいずれかに記載の共射出成形装置。
(付記133)
少なくとも1つのフローリーダーが、複数のフローリーダーの遠位端を出ていく内部層のリーディングエッジの速度が、複合流の先端速度に、内部層のリーディングエッジから金型の外縁までの流動距離を複合流の先端から金型の外縁までの流動距離で除算した商を乗算した積よりも大きいように構成された複数のフローリーダーからなる、付記126〜131のいずれかに記載の共射出成形装置。
(付記134)
少なくとも1つのフローリーダーが、第1厚さから第2厚さへのなめらかな移行を特徴とする可変厚フローリーダーからなる、付記126〜131のいずれかに記載の共射出成形装置。
(付記135)
少なくとも1つのフローリーダーが、可変厚フローリーダーの遠位端を出ていく内部層のリーディングエッジの速度が、複合流の先端速度に、内部層のリーディングエッジから金型の外縁までの流動距離を複合流の先端から金型の外縁までの流動距離で除算した商を乗算した積に実質的に等しいように構成された可変厚フローリーダーからなる、付記126〜131のいずれかに記載の共射出成形装置。
(付記136)
少なくとも1つのフローリーダーが、可変厚フローリーダーの遠位端を出ていく内部層のリーディングエッジの速度が、複合流の先端速度に、内部層のリーディングエッジから金型の外縁までの流動距離を複合流の先端から金型の外縁までの流動距離で除算した商を乗算した積よりも大きいように構成された可変厚フローリーダーからなる、付記126〜131のいずれかに記載の共射出成形装置。
(付記137)
少なくとも1つのフローリーダーが、その下流に、少なくとも1つの射出ゲートを通って少なくとも1つのフローリーダー中に射出された成形材料の複合流の速度が金型キャビティの外縁に対して事実上垂直である流動境界線をもたらすように構成され、そのため複合流の速度ベクトルが有意な接線成分を有さない、付記126〜131のいずれかに記載の共射出成形装置。
(付記138)
流動性のある少なくとも1種の第2材料の第1射出ゲートによる金型キャビティ中への射出を、流動性のある少なくとも1種の第2材料を金型キャビティの実質的に全体にわたって流動させるように計算された時間差で、流動性のある少なくとも1種の第1材料の最初の射出の後に遅延させるコントローラをさらに備えた、付記126〜131のいずれかに記載の共射出成形装置。
Claims (39)
- 射出成形物品を成形するための金型であって、
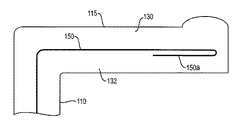
第1厚さを有しかつ金型キャビティの非対称な底(105)部分に少なくとも第1のフローリーダー及び第2のフローリーダー(430a、430b、535、535a)を含む金型キャビティを含み、第1のフローリーダー及び第2のフローリーダーは、それらが非対称な底(105)部分の外縁に向かって伸展するエッジを共有するようにお互いに隣接しており、第1のフローリーダーは第2厚さを有し及び第2のフローリーダーは第3厚さを有し、第1、第2及び第3厚さはお互いに異なっており、少なくとも第1及び第2のフローリーダーは、多層流の内部層を金型キャビティの非対称な底(105)部分の外縁に実質的に同時に到達させ、
多層流は、内側層、外側層、及び前記内部層を含み、及び
成形材料を少なくとも第1及び第2のフローリーダー(430a、430b、535、535a)中に射出するために構成された少なくとも1つの射出ゲート(140)をさらに備え、
第1厚さは、少なくとも1つの射出ゲートの位置における金型キャビティの厚さであり、
金型キャビティの非対称な底(105)部分が、少なくとも1つの射出ゲートに関して非軸対称形状を有し、そのため少なくとも1つの射出ゲートと非対称な底部分の外縁における箇所との間の距離が非対称な底部分の外縁の周りで変化する、金型。 - 少なくとも1つの射出ゲート(140)が、金型キャビティの非対称な底(105)部分に配置される、請求項1に記載の金型。
- 少なくとも第1及び第2のフローリーダー(430a、430b、535、535a)の少なくとも1つのフローリーダーが、可変厚フローリーダー(535a)である、請求項1に記載の金型。
- 第1のフローリーダー(430a)の中心に沿った流路長及び第2のフローリーダー(430b)の中心に沿った流路長が約15%を超えない差で相違する、請求項1に記載の金型。
- 第1のフローリーダー(430a)の中心に沿った流路長及び第2のフローリーダー(430b)の中心に沿った流路長が約5%を超えない差で相違する、請求項4に記載の金型。
- 少なくとも第1及び第2のフローリーダー(430a、430b、535、535a)が、その下流に、少なくとも1つの射出ゲート(140)を通って少なくとも第1及び第2のフローリーダー中に射出される成形材料の複合流(300)の速度が金型キャビティ(220)の非対称な底部分の外縁に対して事実上垂直である流動境界線をもたらすように構成される、請求項1に記載の金型。
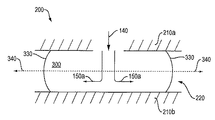
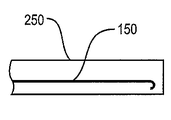
- 少なくとも第1及び第2のフローリーダー(430a、430b、535、535a)が、可変厚フローリーダーの遠位端を出ていく内部層のリーディングエッジ(150c)の速度(VI)が、複合流の先端(330)の速度(VF)に、内部層のリーディングエッジから金型(200)の外縁(250)までの流動距離(LI)を複合流の先端から金型の外縁までの流動距離(LF)で除算した商を乗算した積に実質的に等しいように構成された可変厚フローリーダー(535a)を含む、請求項1に記載の金型。
- 少なくとも第1及び第2のフローリーダー(430a、430b、535、535a)が、可変厚フローリーダーの遠位端を出ていく内部層のリーディングエッジ(150c)の速度(VI)が、複合流の先端(330)の速度(VF)に、内部層のリーディングエッジから金型(200)の外縁(250)までの流動距離(LI)を複合流の先端から金型の外縁までの流動距離(LF)で除算した商を乗算した積よりも大きいように構成された可変厚フローリーダー(535a)を含む、請求項1に記載の金型。
- 少なくとも第1及び第2のフローリーダー(430a、430b、535、535a)が、複数のフローリーダーの遠位端を出ていく内部層のリーディングエッジ(150c)の速度(VI)が、複合流の先端(330)の速度(VF)に、内部層のリーディングエッジから金型(200)の外縁(250)までの流動距離(LI)を複合流の先端から金型の外縁までの流動距離(LF)で除算した商を乗算した積に実質的に等しいように構成された複数のフローリーダー(530a、530b、530c)を含む、請求項1に記載の金型。
- 少なくとも第1及び第2のフローリーダー(430a、430b、535、535a)が、複数のフローリーダーの遠位端を出ていく内部層のリーディングエッジ(150c)の速度(VI)が、複合流の先端(330)の速度(VF)に、内部層のリーディングエッジから金型(200)の外縁(250)までの流動距離(LI)を複合流の先端から金型の外縁までの流動距離(LF)で除算した商を乗算した積よりも大きいように構成された複数のフローリーダー(530a、530b、530c)を含む、請求項1に記載の金型。
- (a)第1厚さを有しかつ金型キャビティの非対称な底(105)部分中に少なくとも第1のフローリーダー及び第2のフローリーダー(430a、430b、535、535a)を含む金型キャビティ(375)を画定する金型(2400)、ここで、第1のフローリーダー及び第2のフローリーダーは、それらが非対称な底(105)部分の外縁に向かって伸展するエッジを共有するようにお互いに隣接しており、第1のフローリーダーは第2厚さを有し及び第2のフローリーダーは第3厚さを有し、第1、第2及び第3厚さはお互いに異なっており;及び
(b)少なくとも1種の第1の流動性材料及び少なくとも1種の第2の流動性材料を、金型キャビティ中に、少なくとも第1及び第2のフローリーダーを通して共射出し、第1の流動性材料及び第2の流動性材料を含む成形物品(100、600)を形成するように構成された第1射出ゲート(2420A、2420B、2420C、2420D);
を備えた共射出成形装置(1000)であって、
第2の流動性材料が、第1の流動性材料に対して内部に存在し、
第1厚さは、第1の射出ゲートの位置における金型キャビティの厚さであり、
少なくとも第1及び第2のフローリーダーが、第2の流動性材料を金型キャビティの非対称な底(105)部分の外縁に実質的に同時に到達させるように構成され、金型キャビティの非対称な底(105)部分が、第1射出ゲートに関して非軸対称形状を有し、そのため第1射出ゲートと非対称な底部分の外縁における箇所との間の距離が非対称な底部分の外縁の周りで変化する、共射出成形装置。 - 第1射出ゲート(2420A、2420B、2420C、2420D)が、金型キャビティの非対称な底(105)部分に配置される、請求項11に記載の共射出成形装置。
- 少なくとも第1及び第2のフローリーダー(430a、430b、535、535a)の少なくとも1つのフローリーダーが、可変厚フローリーダー(535a)である、請求項11に記載の共射出成形装置。
- 第1のフローリーダー(430a)の中心に沿った流路長及び第2のフローリーダー(430b)の中心に沿った流路長が約15%を超えない差で相違する、請求項11に記載の共射出成形装置。
- 第1のフローリーダー(430a)の中心に沿った流路長及び第2のフローリーダー(430b)の中心に沿った流路長が約5%を超えない差で相違する、請求項14に記載の共射出成形装置。
- 少なくとも第1及び第2のフローリーダー(430a、430b、535、535a)が、その下流に、少なくとも1つの射出ゲート(140)を通って少なくとも第1及び第2のフローリーダー中に射出される成形材料の複合流(300)の速度が金型キャビティ(220)の非対称な底部分の外縁に対して事実上垂直である流動境界線をもたらすように構成される、請求項11に記載の共射出成形装置。
- 少なくとも第1及び第2のフローリーダー(430a、430b、535、535a)が、可変厚フローリーダーの遠位端を出ていく内部層のリーディングエッジ(150c)の速度(VI)が、複合流の先端(330)の速度(VF)に、内部層のリーディングエッジから金型(200)の外縁(250)までの流動距離(LI)を複合流の先端から金型の外縁までの流動距離(LF)で除算した商を乗算した積に実質的に等しいように構成された可変厚フローリーダー(535a)を含む、請求項11に記載の共射出成形装置。
- 少なくとも第1及び第2のフローリーダー(430a、430b、535、535a)が、可変厚フローリーダーの遠位端を出ていく内部層のリーディングエッジ(150c)の速度(VI)が、複合流の先端(330)の速度(VF)に、内部層のリーディングエッジから金型(200)の外縁(250)までの流動距離(LI)を複合流の先端から金型の外縁までの流動距離(LF)で除算した商を乗算した積よりも大きいように構成された可変厚フローリーダー(535a)を含む、請求項11に記載の共射出成形装置。
- 少なくとも第1及び第2のフローリーダー(430a、430b、535、535a)が、複数のフローリーダーの遠位端を出ていく内部層のリーディングエッジ(150c)の速度(VI)が、複合流の先端(330)の速度(VF)に、内部層のリーディングエッジから金型(200)の外縁(250)までの流動距離(LI)を複合流の先端から金型の外縁までの流動距離(LF)で除算した商を乗算した積に実質的に等しいように構成された複数のフローリーダー(530a、530b、530c)を含む、請求項11に記載の共射出成形装置。
- 少なくとも第1及び第2のフローリーダー(430a、430b、535、535a)が、複数のフローリーダーの遠位端を出ていく内部層のリーディングエッジ(150c)の速度(VI)が、複合流の先端(330)の速度(VF)に、内部層のリーディングエッジから金型(200)の外縁(250)までの流動距離(LI)を複合流の先端から金型の外縁までの流動距離(LF)で除算した商を乗算した積より大きいように構成された複数のフローリーダー(530a、530b、530c)を含む、請求項11に記載の共射出成形装置。
- 第1射出ゲート(2420A、2420B、2420C、2420D)が、共射出される第1の流動性材料及び第2の流動性材料を、ゲートを通して受け入れるように構成された、請求項11に記載の共射出成形装置。
- 第1射出ゲートからずれた第2射出ゲートをさらに備えた、請求項11に記載の共射出成形装置。
- 少なくとも1種の第2の流動性材料の第1射出ゲート(2420A、2420B、2420C、2420D)による金型キャビティ中への射出を、少なくとも1種の第2の流動性材料を金型キャビティの実質的に全体にわたって流動させるように計算された時間差で、少なくとも1種の第1の流動性材料の最初の射出の後に遅延させるコントローラをさらに備えた、請求項11に記載の共射成形装置。
- (a)複数の金型キャビティ(2422A、2422B、2422C、2422D)であって、それぞれの金型キャビティは、その非対称な底(105)部分に少なくとも2つの隣接フローリーダー(430a、430b、535、535a)を含み、成形物品(100、600)を形成するように構成されている、前記複数の金型キャビティを画定する装置;及び
(b)少なくとも1種の第1の流動性材料及び少なくとも1種の第2の流動性材料を装置中に、フローリーダーを通して共射出して、それぞれ、第1の流動性材料及び第2の流動性材料を含み、第2の流動性材料は第1の流動性材料に対して内部に存在する、複数の成形物品を形成するように構成された第1射出ゲート(2420A、2420B、2420C、2420D);をさらに備える、請求項11に記載の共射出成形装置。 - 64個の金型キャビティを画定する、請求項24に記載の共射出成形装置。
- 64個を超える金型キャビティを画定する、請求項24に記載の共射出成形装置。
- (a)複数の射出ゲート(2420A、2420B、2420C、2420D);
(b)複数の開放容器を含む成形物品を形成するように構成された金型キャビティ(2422A、2422B、2422C、2422D)を画定する金型、ここで、前記金型キャビティは、複数の射出ゲートの少なくとも1つに関して非軸対称形状を有し、そのため少なくとも1つの射出ゲートと非対称な底部分の外縁における箇所との間の距離が非対称な底部分の外縁の周りで変化する非対称な底(105)部分を含み、及び前記金型キャビティは、非対称な底部分に少なくとも2つの隣接フローリーダー(430a、430b、535、535a)をさらに含み、
を備えた共射出成形装置であって、
複数の射出ゲートが、第1の流動性材料及び第2の流動性材料を金型キャビティ中に、少なくとも2つの隣接フローリーダーを通して共射出して、第1の流動性材料及び第2の流動性材料を用いた成形物品(100、600)を形成するように構成され;
第2の流動性材料が、第1の流動性材料に対して内部に存在し;
少なくとも2つの隣接フローリーダーが、第2の流動性材料を金型キャビティの非対称な底(105)部分の外縁に実質的に同時に到達させるように構成される;共射出成形装置。 - 複数の開放容器が、32個の開放容器を含む、請求項27に記載の共射出成形装置。
- 複数の開放容器が、64個の開放容器を含む、請求項27に記載の共射出成形装置。
- 少なくとも2つの隣接フローリーダー(430a、430b、535、535a)の少なくとも1つのフローリーダーが、それぞれ任意の隣接フローリーダーの流路長と約15%を超えない差で相違する流路長を有する複数のフローリーダー(530a、530b、530c)を含む、請求項27に記載の共射出成形装置。
- 少なくとも2つの隣接フローリーダー(430a、430b、535、535a)の少なくとも1つのフローリーダーが、それぞれ任意の隣接フローリーダーの流路長から約10%を超えない差で相違する流路長を有する複数のフローリーダー(530a、530b、530c)を含む、請求項30に記載の共射出成形装置。
- 少なくとも2つの隣接フローリーダー(430a、430b、535、535a)の少なくとも1つのフローリーダーが、それぞれ任意の隣接フローリーダーの流路長から約5%を超えない差で相違する流路長を有する複数のフローリーダー(530a、530b、530c)を含む、請求項31に記載の共射出成形装置。
- 少なくとも2つの隣接フローリーダー(430a、430b、535、535a)が、複数のフローリーダーの遠位端を出ていく内部層のリーディングエッジ(150c)の速度(VI)が、複合流の先端(330)の速度(VF)に、内部層のリーディングエッジから金型(200)の外縁(250)までの流動距離(LI)を複合流の先端から金型の外縁までの流動距離(LF)で除算した商を乗算した積に実質的に等しいように構成された複数のフローリーダー(530a、530b、530c)を含む、請求項27〜32のいずれかに記載の共射出成形装置。
- 少なくとも2つの隣接のフローリーダー(430a、430b、535、535a)が、複数のフローリーダーの遠位端を出ていく内部層のリーディングエッジ(150c)の速度(VI)が、複合流の先端(330)の速度(VF)に、内部層のリーディングエッジから金型(200)の外縁(250)までの流動距離(LI)を複合流の先端から金型の外縁までの流動距離(LF)で除算した商を乗算した積よりも大きいように構成された複数のフローリーダー(530a、530b、530c)を含む、請求項27〜32のいずれかに記載の共射出成形装置。
- 少なくとも2つの隣接フローリーダー(430a、430b、535、535a)が、第1厚さから第2厚さへのなめらかな移行を特徴とする可変厚フローリーダー(535a)を含む、請求項27〜32のいずれかに記載の共射出成形装置。
- 少なくとも2つの隣接フローリーダー(430a、430b、535、535a)が、可変厚フローリーダーの遠位端を出ていく内部層のリーディングエッジ(150c)の速度(VI)が、複合流の先端(330)の速度(VF)に、内部層のリーディングエッジから金型(200)の外縁(250)までの流動距離(LI)を複合流の先端から金型の外縁までの流動距離(LF)で除算した商を乗算した積に実質的に等しいように構成された可変厚フローリーダー(535a)を含む、請求項27〜32のいずれかに記載の共射出成形装置。
- 少なくとも2つの隣接フローリーダー(430a、430b、535、535a)が、可変厚フローリーダーの遠位端を出ていく内部層のリーディングエッジ(150c)の速度(VI)が、複合流の先端(330)の速度(VF)に、内部層のリーディングエッジから金型(200)の外縁(250)までの流動距離(LI)を複合流の先端から金型の外縁までの流動距離(LF)で除算した商を乗算した積よりも大きいように構成された可変厚フローリーダー(535a)を含む、請求項27〜32のいずれかに記載の共射出成形装置。
- 少なくとも2つの隣接フローリーダー(430a、430b、535、535a)が、その下流に、少なくとも1つの射出ゲート(140)を通って少なくとも2つの隣接フローリーダー中に射出された成形材料の複合流(300)の速度が金型キャビティ(220)の外縁(250)に対して事実上垂直である流動境界線をもたらすように構成される、請求項27〜32のいずれかに記載の共射出成形装置。
- 少なくとも1種の第2の流動性材料の第1射出ゲート(2420A、2420B、2420C、2420D)による金型キャビティ中への射出を、少なくとも1種の第2の流動性材料を金型キャビティの実質的に全体にわたって流動させるように計算された時間差で、少なくとも1種の第1の流動性材料の最初の射出の後に遅延させるコントローラをさらに備えた、請求項27〜32のいずれかに記載の共射出成形装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/278,885 US8491290B2 (en) | 2011-10-21 | 2011-10-21 | Apparatus for producing non-symmetric multiple layer injection molded products |
| US13/278,885 | 2011-10-21 | ||
| PCT/US2012/061057 WO2013081740A1 (en) | 2011-10-21 | 2012-10-19 | Non-symmetric multiple layer injection molded products and methods |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017133405A Division JP6568901B2 (ja) | 2011-10-21 | 2017-07-07 | 非対称多層射出成形製品及び射出方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2014534915A JP2014534915A (ja) | 2014-12-25 |
| JP2014534915A5 JP2014534915A5 (ja) | 2015-12-10 |
| JP6195837B2 true JP6195837B2 (ja) | 2017-09-13 |
Family
ID=47178912
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014537295A Active JP6195837B2 (ja) | 2011-10-21 | 2012-10-19 | 非対称多層射出成形製品及び射出方法 |
| JP2017133405A Active JP6568901B2 (ja) | 2011-10-21 | 2017-07-07 | 非対称多層射出成形製品及び射出方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017133405A Active JP6568901B2 (ja) | 2011-10-21 | 2017-07-07 | 非対称多層射出成形製品及び射出方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (5) | US8491290B2 (ja) |
| EP (2) | EP3326775A1 (ja) |
| JP (2) | JP6195837B2 (ja) |
| CN (2) | CN109177040A (ja) |
| CA (1) | CA2852941A1 (ja) |
| ES (1) | ES2668070T3 (ja) |
| PT (1) | PT2768652T (ja) |
| WO (1) | WO2013081740A1 (ja) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012071497A1 (en) | 2010-11-24 | 2012-05-31 | Kortec, Inc. | Heat-seal failure prevention method and article |
| US8491290B2 (en) * | 2011-10-21 | 2013-07-23 | Kortec, Inc. | Apparatus for producing non-symmetric multiple layer injection molded products |
| US9221204B2 (en) | 2013-03-14 | 2015-12-29 | Kortec, Inc. | Techniques to mold parts with injection-formed aperture in gate area |
| US9701047B2 (en) | 2013-03-15 | 2017-07-11 | Milacron Llc | Methods and systems for the preparation of molded plastic articles having a structural barrier layer |
| EP3453512B1 (en) * | 2014-01-24 | 2021-10-27 | Milacron LLC | Co-injection molded multi-layer article with injection-formed aperture between gate area and peripheral edge |
| US20150314496A1 (en) * | 2014-05-02 | 2015-11-05 | Cascade Engineering, Inc. | Injection molds and method of injection molding |
| KR20170029860A (ko) * | 2015-09-08 | 2017-03-16 | 삼성전자주식회사 | 휴대폰 케이스 및 휴대폰 케이스 사출 금형 |
| US10807298B2 (en) | 2015-12-29 | 2020-10-20 | Whirlpool Corporation | Molded gas barrier parts for vacuum insulated structure |
| JP6880553B2 (ja) * | 2016-02-24 | 2021-06-02 | 東洋製罐グループホールディングス株式会社 | 複合容器及びその製造方法 |
| CN106626260B (zh) * | 2017-02-17 | 2018-10-02 | 常州信息职业技术学院 | 塑料检查井井座注塑模叠层式热流道浇注装置 |
| US20180290793A1 (en) * | 2017-04-05 | 2018-10-11 | Ipl Inc. | Container and method of fabrication thereof |
| JP7112664B2 (ja) * | 2017-09-22 | 2022-08-04 | 大日本印刷株式会社 | インモールドラベル容器およびその製造方法 |
| US11298861B2 (en) * | 2017-11-21 | 2022-04-12 | Silgan Specialty Packaging Llc | Multi-layer injection molded container |
| US11673731B2 (en) * | 2018-08-02 | 2023-06-13 | Boveda, Inc. | Method of making an injection molded product packaging having a humidity control material |
| CN111775532B (zh) * | 2019-04-04 | 2022-11-01 | Oppo广东移动通信有限公司 | 显示屏保护膜及电子设备 |
| SE544661C2 (en) * | 2019-05-24 | 2022-10-11 | Ikea Supply Ag | Lamp shade and method for producing a lamp shade |
Family Cites Families (47)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2418856A (en) | 1939-06-20 | 1947-04-15 | French Oil Mill Machinery | Method of and apparatus for injection molding |
| US3339240A (en) | 1965-07-29 | 1967-09-05 | Nat Distillers Chem Corp | Apparatus for laminar injection molding |
| US3679119A (en) | 1970-06-01 | 1972-07-25 | Keith Philip Copping | Injection moulded plastic cup-like article |
| CH540822A (de) | 1971-07-28 | 1973-08-31 | Schmalbach Lubeca | Einendig offener Behälter aus Kunststoff |
| US3894823A (en) | 1971-09-07 | 1975-07-15 | Robert Hanning | Apparatus for injection molding of parts of synthetic material |
| US4174413A (en) | 1976-07-27 | 1979-11-13 | Asahi-Dow Limited | Multi-layered molded articles |
| US4568261A (en) | 1979-07-20 | 1986-02-04 | American Can Company | Apparatus for making a multi-layer injection blow molded container |
| JPS6213768Y2 (ja) * | 1980-05-06 | 1987-04-09 | ||
| JPS6033872Y2 (ja) * | 1981-04-09 | 1985-10-08 | 井上エムテ−ピ−株式会社 | 化粧品容器 |
| EP0307058A3 (en) * | 1983-04-13 | 1989-10-11 | American National Can Company | Co-injection nozzle devices and methods for use in molding multiple-layer articles and articles made by the methods |
| US4946365A (en) * | 1983-04-13 | 1990-08-07 | American National Can Company | Apparatus for injection molding and injection blow molding multi-layer articles |
| US4497621A (en) * | 1983-04-13 | 1985-02-05 | American Can Company | Apparatus for simultaneously driving valve means through co-injection nozzles of a multi-cavity injection molding machine |
| US4751035A (en) | 1983-04-13 | 1988-06-14 | American National Can Company | Plastic containers with folded-over internal layers and methods for making same |
| US4554190A (en) | 1983-04-13 | 1985-11-19 | American Can Company | Plastic containers with folded-over internal layers and methods for making same |
| JPH0798344B2 (ja) * | 1986-10-24 | 1995-10-25 | 大日本印刷株式会社 | ホツトランナ− |
| US4990301A (en) | 1989-01-25 | 1991-02-05 | Continental Pet Technologies, Inc. | Method and apparatus for injection molding of multilayer preforms |
| DE3932047A1 (de) | 1989-09-26 | 1991-04-11 | Kloeckner Ferromatik Desma | Verfahren und vorrichtung zum herstellen von behaeltern fuer lebensmittel u. dgl. |
| US5433910A (en) | 1991-05-14 | 1995-07-18 | Toyoda Gosei Co., Ltd. | Method of producing molding |
| JP3136420B2 (ja) | 1991-09-27 | 2001-02-19 | 旭化成工業株式会社 | 中空射出成形用金型 |
| JP2894132B2 (ja) | 1992-12-26 | 1999-05-24 | トヨタ車体株式会社 | サンドイッチ射出成形装置 |
| JPH07178751A (ja) * | 1993-01-22 | 1995-07-18 | Mitsubishi Chem Corp | 熱可塑性樹脂方形射出成形品及びその製造方法 |
| JP3339097B2 (ja) | 1993-03-25 | 2002-10-28 | 凸版印刷株式会社 | 非円対称多層射出容器 |
| AR002773A1 (es) * | 1995-07-07 | 1998-04-29 | Continental Pet Technologies | Metodo para el moldeado por inyeccion de un articulo plastico y aparato para llevarlo a cabo. |
| JP3497301B2 (ja) | 1995-11-08 | 2004-02-16 | 本田技研工業株式会社 | 合成樹脂成形体の製造方法 |
| US5858286A (en) * | 1996-01-10 | 1999-01-12 | Universal Ventures | Balanced multi-cavity injection molding of ridged-wall plastic products |
| US5914138A (en) * | 1996-09-27 | 1999-06-22 | Kortec, Inc. | Apparatus for throttle-valving control for the co-extrusion of plastic materials as interior core streams encased by outer and inner streams for molding and the like |
| US5922363A (en) * | 1997-04-07 | 1999-07-13 | Dtl Technology Limited Partnership | Molding multi-layered articles using coinjection techniques |
| JP2002292695A (ja) * | 2001-03-29 | 2002-10-09 | Sumitomo Heavy Ind Ltd | 異形成形金型 |
| US6908581B2 (en) * | 2001-04-06 | 2005-06-21 | Kortec, Inc. | Optimized flow to prevent core layer breakthrough |
| US6596213B2 (en) | 2001-04-06 | 2003-07-22 | Kortec, Inc. | Method of molding multi-layer polymer plastic articles with control of relative shifting of the core layer |
| MXPA04003914A (es) | 2001-10-24 | 2004-06-21 | Pechiney Emballage Flexible Eu | Envase de polipropileno y proceso para fabricarlo. |
| EP1478501A1 (en) | 2002-01-31 | 2004-11-24 | Kortec, Inc. | Optimized flow to prevent core layer breakthrough |
| US20040265422A1 (en) | 2003-05-20 | 2004-12-30 | Kortec, Inc. | Apparatus and method for fluid distribution |
| US6787097B1 (en) * | 2003-06-20 | 2004-09-07 | Lear Corporation | Multiple cavity gas assisted plastic injection molding |
| US7563748B2 (en) | 2003-06-23 | 2009-07-21 | Cognis Ip Management Gmbh | Alcohol alkoxylate carriers for pesticide active ingredients |
| US7517480B2 (en) | 2003-08-18 | 2009-04-14 | Kortec, Inc. | Automatic process control for a multilayer injection molding apparatus |
| JP4177211B2 (ja) * | 2003-09-04 | 2008-11-05 | 積水化学工業株式会社 | サンドイッチ射出成形品 |
| NZ563639A (en) | 2005-06-29 | 2009-12-24 | Compumedics Ltd | Sensor assembly with conductive bridge |
| WO2007006163A1 (de) | 2005-07-08 | 2007-01-18 | Sig Technology Ltd. | Sauerstoffdichter ausgiesser mit stutzen und flansch für kartonverbund-packungen |
| US8256640B2 (en) | 2007-12-13 | 2012-09-04 | Ropak Corporation | Container apparatus and related methods |
| CA2631762A1 (en) | 2008-05-14 | 2009-11-14 | Stackteck Systems Limited | Reduced thickness injection moulded part design |
| EP2149443A1 (en) * | 2008-08-01 | 2010-02-03 | International Automotive Components Group North America, Inc. | Multi-shot co-injected vehicle interior trim panel |
| DE102009035058A1 (de) | 2009-07-28 | 2011-02-10 | Gizeh Verpackungen Gmbh & Co. Kg | Ein durch Spritzgießen hergestellter, dünnwandiger, mehrschichtiger Verpackungsbehälter aus Kunststoff mit einer Barriereschicht und Verfahren zu dessen Herstellung |
| WO2011112613A1 (en) | 2010-03-08 | 2011-09-15 | Kortec, Inc. | Methods of molding multi-layer polymeric articles having control over the breakthrough of the core layer |
| US9227349B2 (en) | 2010-07-16 | 2016-01-05 | Kortec, Inc. | Method of molding a multi-layer article |
| WO2012071497A1 (en) | 2010-11-24 | 2012-05-31 | Kortec, Inc. | Heat-seal failure prevention method and article |
| US8491290B2 (en) * | 2011-10-21 | 2013-07-23 | Kortec, Inc. | Apparatus for producing non-symmetric multiple layer injection molded products |
-
2011
- 2011-10-21 US US13/278,885 patent/US8491290B2/en active Active
- 2011-12-07 US US13/314,012 patent/US8435434B1/en not_active Expired - Fee Related
- 2011-12-08 US US13/314,718 patent/US9114906B2/en active Active
-
2012
- 2012-10-19 EP EP18152656.7A patent/EP3326775A1/en not_active Withdrawn
- 2012-10-19 CA CA2852941A patent/CA2852941A1/en not_active Abandoned
- 2012-10-19 WO PCT/US2012/061057 patent/WO2013081740A1/en active Application Filing
- 2012-10-19 ES ES12787225.7T patent/ES2668070T3/es active Active
- 2012-10-19 PT PT127872257T patent/PT2768652T/pt unknown
- 2012-10-19 CN CN201810797827.8A patent/CN109177040A/zh active Pending
- 2012-10-19 CN CN201280063613.9A patent/CN103998202B/zh active Active
- 2012-10-19 JP JP2014537295A patent/JP6195837B2/ja active Active
- 2012-10-19 EP EP12787225.7A patent/EP2768652B1/en not_active Revoked
-
2013
- 2013-07-03 US US13/935,192 patent/US9493269B2/en active Active
-
2016
- 2016-11-14 US US15/351,089 patent/US20170120492A1/en not_active Abandoned
-
2017
- 2017-07-07 JP JP2017133405A patent/JP6568901B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US8435434B1 (en) | 2013-05-07 |
| US20130101794A1 (en) | 2013-04-25 |
| EP3326775A1 (en) | 2018-05-30 |
| US9114906B2 (en) | 2015-08-25 |
| CN103998202B (zh) | 2018-08-03 |
| EP2768652A1 (en) | 2014-08-27 |
| ES2668070T3 (es) | 2018-05-16 |
| JP6568901B2 (ja) | 2019-08-28 |
| US8491290B2 (en) | 2013-07-23 |
| US20170120492A1 (en) | 2017-05-04 |
| EP2768652B1 (en) | 2018-04-18 |
| US20130101768A1 (en) | 2013-04-25 |
| PT2768652T (pt) | 2018-05-08 |
| JP2017206024A (ja) | 2017-11-24 |
| WO2013081740A1 (en) | 2013-06-06 |
| US20130101696A1 (en) | 2013-04-25 |
| CA2852941A1 (en) | 2013-06-06 |
| JP2014534915A (ja) | 2014-12-25 |
| CN103998202A (zh) | 2014-08-20 |
| CN109177040A (zh) | 2019-01-11 |
| US9493269B2 (en) | 2016-11-15 |
| US20130292290A1 (en) | 2013-11-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6568901B2 (ja) | 非対称多層射出成形製品及び射出方法 | |
| JP6242926B2 (ja) | 射出成形容器のための改善されたガス不透過性 | |
| JP6407935B2 (ja) | ヒートシール欠陥の防止方法および製品 | |
| JP6786397B2 (ja) | ゲートエリアと周縁部との間に射出成形孔を有する、共射出成形される多層製品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7426 Effective date: 20150209 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20150209 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151019 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20151019 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160929 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20161004 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20161118 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161227 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20170307 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170629 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20170706 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170801 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170816 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6195837 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |