JP6153600B2 - チタンの耐荷重構造物を製造するための方法 - Google Patents
チタンの耐荷重構造物を製造するための方法 Download PDFInfo
- Publication number
- JP6153600B2 JP6153600B2 JP2015503714A JP2015503714A JP6153600B2 JP 6153600 B2 JP6153600 B2 JP 6153600B2 JP 2015503714 A JP2015503714 A JP 2015503714A JP 2015503714 A JP2015503714 A JP 2015503714A JP 6153600 B2 JP6153600 B2 JP 6153600B2
- Authority
- JP
- Japan
- Prior art keywords
- titanium
- support member
- bearing structure
- load
- frame
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 title claims description 142
- 239000010936 titanium Substances 0.000 title claims description 128
- 229910052719 titanium Inorganic materials 0.000 title claims description 127
- 238000000034 method Methods 0.000 title claims description 79
- 238000004519 manufacturing process Methods 0.000 title claims description 63
- 239000007921 spray Substances 0.000 claims description 75
- 239000002245 particle Substances 0.000 claims description 40
- 238000002844 melting Methods 0.000 claims description 11
- 230000008018 melting Effects 0.000 claims description 11
- 238000005507 spraying Methods 0.000 claims description 7
- 239000000203 mixture Substances 0.000 claims description 5
- 230000008859 change Effects 0.000 claims description 2
- 238000010276 construction Methods 0.000 claims 1
- 238000004090 dissolution Methods 0.000 claims 1
- 238000000151 deposition Methods 0.000 description 33
- 239000007789 gas Substances 0.000 description 33
- 230000008569 process Effects 0.000 description 32
- 230000008021 deposition Effects 0.000 description 28
- 229910052782 aluminium Inorganic materials 0.000 description 24
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 24
- 239000000463 material Substances 0.000 description 23
- 229910001069 Ti alloy Inorganic materials 0.000 description 13
- 239000000047 product Substances 0.000 description 12
- 238000003466 welding Methods 0.000 description 11
- 239000002131 composite material Substances 0.000 description 8
- 238000013461 design Methods 0.000 description 8
- 238000011161 development Methods 0.000 description 8
- 230000008901 benefit Effects 0.000 description 7
- 238000010288 cold spraying Methods 0.000 description 7
- 238000012545 processing Methods 0.000 description 7
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 6
- 230000002829 reductive effect Effects 0.000 description 6
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 4
- 230000009286 beneficial effect Effects 0.000 description 4
- 238000000576 coating method Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 239000012467 final product Substances 0.000 description 4
- 229910000838 Al alloy Inorganic materials 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 230000007797 corrosion Effects 0.000 description 3
- 238000005260 corrosion Methods 0.000 description 3
- 230000007547 defect Effects 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 3
- 238000002474 experimental method Methods 0.000 description 3
- 238000005304 joining Methods 0.000 description 3
- 230000000670 limiting effect Effects 0.000 description 3
- 238000005457 optimization Methods 0.000 description 3
- 239000000843 powder Substances 0.000 description 3
- 230000001681 protective effect Effects 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- 230000002159 abnormal effect Effects 0.000 description 2
- 238000013459 approach Methods 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- 238000005137 deposition process Methods 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 239000001307 helium Substances 0.000 description 2
- 229910052734 helium Inorganic materials 0.000 description 2
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- 230000000717 retained effect Effects 0.000 description 2
- 238000004626 scanning electron microscopy Methods 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 235000011121 sodium hydroxide Nutrition 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 229910052720 vanadium Inorganic materials 0.000 description 2
- LEONUFNNVUYDNQ-UHFFFAOYSA-N vanadium atom Chemical compound [V] LEONUFNNVUYDNQ-UHFFFAOYSA-N 0.000 description 2
- 229910000756 V alloy Inorganic materials 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 238000002048 anodisation reaction Methods 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 238000012512 characterization method Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000000280 densification Methods 0.000 description 1
- 230000001627 detrimental effect Effects 0.000 description 1
- 238000005265 energy consumption Methods 0.000 description 1
- 238000010289 gas flame spraying Methods 0.000 description 1
- 239000003779 heat-resistant material Substances 0.000 description 1
- 238000007749 high velocity oxygen fuel spraying Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 230000005012 migration Effects 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000000399 optical microscopy Methods 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 238000007750 plasma spraying Methods 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000001878 scanning electron micrograph Methods 0.000 description 1
- 238000004088 simulation Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 230000002459 sustained effect Effects 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- -1 titanium-aluminum-vanadium Chemical compound 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- 238000000844 transformation Methods 0.000 description 1
- 239000003039 volatile agent Substances 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C24/00—Coating starting from inorganic powder
- C23C24/02—Coating starting from inorganic powder by application of pressure only
- C23C24/04—Impact or kinetic deposition of particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B7/00—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas
- B05B7/16—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas incorporating means for heating or cooling the material to be sprayed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B7/00—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas
- B05B7/14—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas designed for spraying particulate materials
- B05B7/1481—Spray pistols or apparatus for discharging particulate material
- B05B7/1486—Spray pistols or apparatus for discharging particulate material for spraying particulate material in dry state
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B7/00—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas
- B05B7/16—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas incorporating means for heating or cooling the material to be sprayed
- B05B7/1606—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas incorporating means for heating or cooling the material to be sprayed the spraying of the material involving the use of an atomising fluid, e.g. air
- B05B7/1613—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas incorporating means for heating or cooling the material to be sprayed the spraying of the material involving the use of an atomising fluid, e.g. air comprising means for heating the atomising fluid before mixing with the material to be sprayed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/02—Processes for applying liquids or other fluent materials performed by spraying
- B05D1/12—Applying particulate materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/14—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials to metal, e.g. car bodies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/02—Compacting only
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C24/00—Coating starting from inorganic powder
- C23C24/08—Coating starting from inorganic powder by application of heat or pressure and heat
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C30/00—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C4/00—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge
- C23C4/12—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge characterised by the method of spraying
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/20—Refractory metals
- B22F2301/205—Titanium, zirconium or hafnium
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P20/00—Technologies relating to chemical industry
- Y02P20/50—Improvements relating to the production of bulk chemicals
- Y02P20/54—Improvements relating to the production of bulk chemicals using solvents, e.g. supercritical solvents or ionic liquids
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12014—All metal or with adjacent metals having metal particles
- Y10T428/12028—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, etc.]
- Y10T428/12063—Nonparticulate metal component
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
- Coating By Spraying Or Casting (AREA)
- Powder Metallurgy (AREA)
- Sliding-Contact Bearings (AREA)
Description
本明細書において、特に示さない限り、「チタン」という用語はチタンそれ自体およびチタン合金を意味するものとして用いられる。従って、本発明の方法はチタンの耐荷重構造物とチタン合金の耐荷重構造物を製造するために適用することができる。
本発明の別の可能性のある利点は、コールドスプレーを進めるときに、コールドスプレーによって付与される組成を変化させうることであり、このことは製品の特性に関する適応性を与えるかもしれない。例えば、製造される構造物における位置による特定の荷重支持要件(location specific load-bearing requirements)を満たすために、チタンの等級(またはチタン合金のタイプ)を変化させることが望ましいかもしれない。荷重に対して感受性の低い領域は、より低い品質(あるいはより低い等級)であってより安価な材料で形成してもよい。
コールドスプレーされるチタン粒子の平均の大きさは、支持部材の上に結果として生じる堆積物の密度に影響を及ぼすようである。堆積物は密度が高く、欠陥や接続した微細な空隙(漏れ)やその他同種類のものが存在しないことが好ましく、というのは、そのようなものの存在は品質に対して有害であるかもしれないからである。典型的に、コールドスプレーによって適用される粒子のサイズは5〜40ミクロンであり、平均の粒子サイズは約25ミクロンである。当業者であれば、粉末の形態と形成すべき構造物の特性に基づいて、用いる最適な粒子サイズまたは粒子サイズの分布を決定することができるだろう。一般に、チタンの層の厚さはコールドスプレーの工程の間に徐々に増大するだろう。
− 複雑な成形物の製作における適応性と、それによる新製品の設計と開発に対する大きな可能性。
市販のCADソフトウェアを用いて設計されたサブサイズの骨組みのための仮想の環境において、プログラムが開発された。この点において、「SAT」ファイルを製造することのできる任意の3D画像描画ソフトウェアが容認されるはずである。仮想のプログラム化の点で結果を迅速に達成するために、フルサイズの骨組みの代わりにサブサイズの骨組みが設計された。
多くの接合部と角度を有する骨組みの精巧な形状は、好結果の堆積を得るための(4000を超える)かなりの数の(堆積)ターゲットとパス(通路)を伴う精巧なロボットプログラムを必要とした。この数多くのターゲットのプログラム化はかなりの努力を必要とし、また時間のかかるものである。これを克服するには、開発者がプログラムするのに要するターゲットの数をかなり減らすために、ソフトウェアの中で高度なアルゴリズムが開発されるかもしれない。このアルゴリズムにおいて、骨組みの各々の部分は、開発者によってプログラム化される16の主ターゲットとアルゴリズムによって作られる追加のターゲットを有するモジュールとみなされる。このやり方によって、プログラム化するための時間のうちのかなりの量が節約される。全体として、このアルゴリズムの中でのターゲットは以下の条件を満たさなければならない。
1.コールドスプレーノズルの出口との関係でロボットアームの届く範囲内にあること。
2.チタンの堆積について最適化されること(コールドスプレーノズルの角度と距離)。
3.ロボットアームの近傍でコールドスプレーノズルまたはその他の物体と衝突しないこと。
本発明に係る費用対効果の高い直接の製造のために、迅速な製造を行うためにロボットの速度を高めてもよい。しかし、チタンの堆積に及ぼす増大したロボットの線速度の主な影響はチタンの堆積の厚さの低下であることが見いだされた。この薄くなるという影響は、コールドスプレー装置の供給速度(粉末の射出量)を増大することによって補われるかもしれない。極めて速い粒子の(1000m/sを超える)速度のために、ロボットの線速度はチタンの堆積の効能にはさほどの影響を及ぼさない。これは、典型的なロボットの速度よりもほぼ4桁の大きさで速い。このことは、持続的で迅速な直接製造プロセスを達成するために、時間のかかる溶接と輪郭の製作工程を含む製造プロセスを解消するという、コールドスプレー技術にとっての独特な利点をもたらす。
コールドスプレーをした製品の表面の品質または表面の仕上げは、製品の市場での売買のために重要であるかもしれない。鏡面仕上げ、様々な色の陽極酸化およびその他の需要先導の反射面など、様々な表面仕上げを行ってもよい。高度に反射性の表面は、堆積したチタンの適切な研磨によって得ることができる。
フルサイズの骨組みのための直接の製造を行うことは、以下のことを含むだろう:
1.プログラム化されたターゲットに対してロボットアームの届く範囲の全体で行うこと;および
2.プログラムを実行する間のコールドスプレーノズル設備や近傍にあるその他の物体との大きな骨組みの異常接近や衝突の防止。
適切な骨組みの上にチタンを堆積するための最初の工程は、ロボットの仮想ステーションにおけるシミュレーションの通りに骨組みとコールドスプレーノズルについての空間での正確な位置を得るために、製造装置において射程距離の校正を行うことを含む。ノズルと骨組みが一列になっていない場合は、仮想プログラムにおいてプログラム化したターゲットのほとんど全てが実際の堆積条件の下では所定の場所をはずれるであろうという事実のために、このことは極めて重要である。このことは、特定の領域での堆積の欠落と、おそらくは骨組みとノズルの衝突を招くかもしれない。これら困難なことを克服するために、校正の工程が工夫されるかもしれない。
実際の堆積条件においてロボットの仮想ステーションに似せるようにターゲットを調製する必要があるために、コールドスプレーノズルに対して骨組みを正確に位置決めすることが重要であった。そのような正確な骨組みを行うために、ロボットアームと骨組みのホルダーについて正確な位置決めを行わなければならなかった。骨組みを定位置に保持するために、骨組みをロボットアームにピンを用いて取り付けるためのシャフトを設計してもよい。望ましくは、提案される校正は完全に自動化され、骨組みはロボットアームに対するその位置が自動的に調製される。
製造装置の校正およびコールドスプレーノズルと骨組みの整列の後の次の工程は、チタンの堆積である。開発したロボットプログラムの実行は、チタン粉末のコールドスプレーによって最初に直接製造したチタンの自転車フレームの好結果の製造をもたらした。以下の細目は例示として与えられ、限定的なものと解釈されるべきではない。
しかしながら、低密度の複合構造物においてチタンとアルミニウムが独特に結合した特性を利用するために、骨組み構造をチタンの自転車フレームの一部として残してもよい、ということも同様に可能である。
本発明の具体的態様は以下のとおりである。
[1]
チタンの耐荷重構造物を製造するための方法であって、適切に成形された支持部材の上にチタン粒子のコールドガスダイナミックスプレーを施す工程を含む、前記方法。
[2]
コールドガスダイナミックスプレーが完了した後、支持部材が除去され、それにより自立性のチタンの耐荷重構造物が製造される、[1]に記載の方法。
[3]
支持部材は機械的手段によって除去されるか、あるいは溶解または溶融させることによって除去される、[2]に記載の方法。
[4]
支持部材はチタンと支持部材の間の熱膨張率の差を利用することによって除去される、[2]に記載の方法。
[5]
コールドガスダイナミックスプレーが完了した後に支持部材は除去されず、得られる耐荷重構造物はチタンと支持部材を含む複合構造物である、[1]に記載の方法。
[6]
コールドガスダイナミックスプレーが完了した後に、支持部材は耐荷重構造物の特定の位置に保持され、耐荷重構造物の他の位置から除去される、[1]に記載の方法。
[7]
使用する際に比較的大きな荷重を受ける耐荷重構造物の領域に支持部材を保持して、そして使用する際に比較的小さな荷重を受ける耐荷重構造物の領域から支持部材を除去する、[6]に記載の方法。
[8]
支持部材が耐荷重構造物に寄与する特性に基づいて選択された材料から支持部材が形成される、[5]に記載の方法。
[9]
コールドガスダイナミックスプレーによって付与されるチタンは、耐荷重構造物における位置による特定の荷重支持要件を満たすために、コールドガスダイナミックスプレーを進めるときに変動する組成のものである、[1]に記載の方法。
[10]
チタンは耐荷重構造物における位置による特定の荷重要件に基づいて厚さが変化するように支持部材の上に堆積される、[1]に記載の方法。
[11]
チタンの粒子は5〜40ミクロンの粒子サイズを有し、平均の粒子サイズは約25ミクロンである、[1]に記載の方法。
[12]
コールドガスダイナミックスプレーによって堆積されるチタンは50μmから1mmまでの厚さを有する、[1]に記載の方法。
[13]
チタンは商用純度のチタン、またはチタン、アルミニウムおよびバナジウムの合金から選択され、本発明において用いるのに適した粒子は市販されているものである、[1]に記載の方法。
[14]
支持部材はコールドガスダイナミックスプレーのために用いられるコールドガスダイナミックスプレーノズルに対して移動される、[1]に記載の方法。
[15]
耐荷重構造物はフレームである、[1]に記載の方法。
[16]
フレームは航空宇宙船、船舶または自動車のためのフレーム、あるいは自転車、オートバイ、スクーター、車椅子、ハンググライダーまたは旅行かばんのためのフレームである、[15]に記載の方法。
[17]
フレームは自転車のフレームである、[16]に記載の方法。
[18]
支持部材はアルミニウムまたはアルミニウム合金で形成され、そしてコールドガスダイナミックスプレーを行った後に支持部材の少なくとも一部は保持され、それにより複合耐荷重構造物が製造される、[17]に記載の方法。
[19]
[1]に記載の方法に従って製造されたチタンの耐荷重構造物。
材料と方法
コールドスプレー装置
適切に成形した骨組みの上にチタンの粉末を堆積させるために用いることのできるコールドスプレー装置の概略を図1に示す。
図1の要点:
1 囲い
2 ガス源(典型的には窒素、ヘリウムまたは両者の混合物)
3 高圧で供給されるガス
4 ヒーター
5 チタン粉末の供給装置
6 電気ヒーター
7 ラバール・ノズル
8 チタン粒子の超音波ジェット
9 骨組み
10 ロボット。

コールドスプレーノズルの前方で骨組みを操作するためにロボットが用いられる。骨組みの動きは、規定された速度でプログラム化された軌道に従うようにプログラム化されるコンピューター制御のロボットアームによって極めて正確に制御される。
骨組みは、その上にチタンを堆積することのできる薄い構造物(厚さが0.5mm以上)である。このようにして、チタンは骨組みの上に継ぎ目のない外殻を形成する。本発明において、骨組みの材料としてアルミニウムを用いるのが好ましく、それはその軽量性、密度(2.7g/cm3)および手ごろな値段のためである。しかし、原則的には、コールドスプレーを用いてチタンを堆積することのできるあらゆる材料を骨組みとして用いることができるだろう。
前述したように、本発明は自転車のフレームの製造において格別な有用性を有すると考えられる。本実施例においては、そのようなフレームを製造することに含まれる工程と加工について詳しく述べる。しかしながら、説明される工程と加工は本発明に従う他の製品を製造するのに適用できることを認識すべきである。
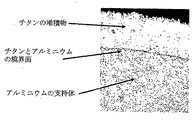
チタンの堆積プロセスを最適化するために、臨界のコールドスプレーパラメーターを決定するための一連の実験を設定した。コールドスプレーによってチタンの粒子を未合金化アルミニウム(1100タイプ)の骨組みに付着させ、それによってチタンの自転車フレーム構造物を製造した。
堆積したチタンと下にあるアルミニウムの骨組みとの間の結合を判定するために、光学顕微鏡検査と走査型電子顕微鏡検査を用いた。光学顕微鏡による観察によって、チタンとアルミニウムの間で境界部分またはき裂が存在しない好結果の結合が形成したことが示された(図2を参照)。
Claims (8)
- チタンの耐荷重構造物を製造するための方法であって、
適切に成形された支持部材の上にチタン粒子のコールドガスダイナミックスプレーを施し、単一の製作物として前記耐荷重構造物を形成し、それにより、それぞれの構成部品を製造して接合する必要性を回避する工程を含み、
前記耐荷重構造物がフレームであり、前記支持部材の形状と輪郭が前記耐荷重構造物の意図される形状及び輪郭を反映し、
コールドガスダイナミックスプレーが完了した後、前記支持部材が除去され、それにより自立性のチタンの耐荷重構造物が製造される、
前記方法。 - 前記支持部材は機械的手段によって除去されるか、あるいは溶解または溶融させることによって除去される、請求項1に記載の方法。
- 前記支持部材は前記チタンと支持部材の間の熱膨張率の差を利用することによって除去される、請求項1に記載の方法。
- コールドガスダイナミックスプレーによって付与される前記チタンは、前記耐荷重構造物における位置による特定の荷重支持要件を満たすために、コールドガスダイナミックスプレーを進めるときに変動する組成のものである、請求項1に記載の方法。
- 前記チタンは、前記耐荷重構造物における位置による特定の荷重要件に基づいて厚さが変化するように前記支持部材の上に堆積される、請求項1に記載の方法。
- 前記支持部材は、前記コールドガスダイナミックスプレーのために用いられるコールドガスダイナミックスプレーノズルに対して移動される、請求項1に記載の方法。
- 前記フレームは、航空宇宙船、船舶または自動車のためのフレーム、あるいは自転車、オートバイ、スクーター、車椅子、ハンググライダーまたは旅行かばんのためのフレームである、請求項1に記載の方法。
- 前記フレームは自転車のフレームである、請求項7に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AU2012901345A AU2012901345A0 (en) | 2012-04-04 | Manufacturing process | |
| AU2012901345 | 2012-04-04 | ||
| PCT/AU2013/000318 WO2013149291A1 (en) | 2012-04-04 | 2013-03-26 | A process for producing a titanium load-bearing structure |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017106368A Division JP6370439B2 (ja) | 2012-04-04 | 2017-05-30 | チタンの耐荷重構造物を製造するための方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015520795A JP2015520795A (ja) | 2015-07-23 |
| JP6153600B2 true JP6153600B2 (ja) | 2017-06-28 |
Family
ID=49299857
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015503714A Active JP6153600B2 (ja) | 2012-04-04 | 2013-03-26 | チタンの耐荷重構造物を製造するための方法 |
| JP2017106368A Active JP6370439B2 (ja) | 2012-04-04 | 2017-05-30 | チタンの耐荷重構造物を製造するための方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017106368A Active JP6370439B2 (ja) | 2012-04-04 | 2017-05-30 | チタンの耐荷重構造物を製造するための方法 |
Country Status (14)
| Country | Link |
|---|---|
| US (2) | US9765435B2 (ja) |
| EP (3) | EP3473748B1 (ja) |
| JP (2) | JP6153600B2 (ja) |
| KR (1) | KR102131464B1 (ja) |
| CN (2) | CN107419260B (ja) |
| AU (2) | AU2013243224C1 (ja) |
| DK (2) | DK2834014T3 (ja) |
| ES (3) | ES2718770T3 (ja) |
| HK (2) | HK1206677A1 (ja) |
| NZ (1) | NZ630819A (ja) |
| PL (2) | PL3241925T3 (ja) |
| PT (2) | PT3241925T (ja) |
| TR (1) | TR201903714T4 (ja) |
| WO (1) | WO2013149291A1 (ja) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITCO20130018A1 (it) * | 2013-05-17 | 2014-11-18 | Nuovo Pignone Srl | Metodo per il trattamento di un componente per prevenire l'erosione di tale componente |
| US9663870B2 (en) * | 2013-11-13 | 2017-05-30 | Applied Materials, Inc. | High purity metallic top coat for semiconductor manufacturing components |
| DE102014206073A1 (de) * | 2014-03-31 | 2015-10-01 | Siemens Aktiengesellschaft | Verfahren zum Herstellen eines Hohlkörpers mittels Kaltgasspritzen und zur Durchführung dieses Verfahrens geeigneter Formkern |
| CN106413913A (zh) * | 2014-04-15 | 2017-02-15 | 联邦科学与工业研究组织 | 使用冷喷涂生产预制件的方法 |
| US20180169686A1 (en) * | 2015-06-11 | 2018-06-21 | Effusiontech Pty Ltd | Apparatus and a method for forming 3d objects |
| WO2017143395A1 (en) * | 2016-02-26 | 2017-08-31 | Coobowie Pty Ltd | Flat sheet membrane |
| JP6938624B2 (ja) * | 2016-06-06 | 2021-09-22 | エフュージョンテック アイピー ピーティーワイ リミテッド | 3dオブジェクト形成装置 |
| DE112017004063B4 (de) | 2016-08-12 | 2022-06-02 | Istanbul Teknik Universitesi | Verfahren zur Herstellung einer Dickbeschichtung mit schichtweisem Aufbau |
| US11142942B2 (en) * | 2017-05-31 | 2021-10-12 | Technoform Bautec Holding Gmbh | Profile for window, door, facade and cladding elements |
| US11738391B2 (en) | 2017-08-15 | 2023-08-29 | Effusiontech Ip Pty. Ltd. | 3D printer with computerized controller for progressive alloy composition characteristic modification |
| US10796727B1 (en) | 2019-05-08 | 2020-10-06 | Seagate Technology Llc | Using solid state deposition in the manufacture of data storage devices, and related devices and components thereof |
| US11017819B1 (en) | 2019-05-08 | 2021-05-25 | Seagate Technology Llc | Data storage devices, and related components and methods of making |
| US20210291431A1 (en) * | 2020-03-23 | 2021-09-23 | The Boeing Company | Apparatuses, methods, and products for cold spray additive manufacturing of multi curved and reinforced components |
| US12179269B2 (en) | 2020-06-25 | 2024-12-31 | The United States Of America As Represented By The Secretary Of The Army | Motion technique for deposition processes to manufacture leading edge protective sheaths |
| US11781437B2 (en) | 2021-05-04 | 2023-10-10 | General Electric Company | Cold spray duct for a gas turbine engine |
| USD1033279S1 (en) | 2022-08-22 | 2024-07-02 | Three Oceans, LLC | Scooter |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0404017A1 (en) * | 1989-06-19 | 1990-12-27 | Nippon Steel Corporation | Process for producting a bicycle frame made of fiber-reinforced plastics |
| US4942778A (en) * | 1989-07-10 | 1990-07-24 | Bryne Richard M | Clipless bicycle pedal system |
| DE69016433T2 (de) * | 1990-05-19 | 1995-07-20 | Papyrin Anatolij Nikiforovic | Beschichtungsverfahren und -vorrichtung. |
| US5791673A (en) * | 1996-05-22 | 1998-08-11 | Cannondale Corporation | Frame having a central backbone and opposing skins |
| US6920916B2 (en) * | 2000-12-28 | 2005-07-26 | Showa Denko K.K. | Layered heat exchangers |
| JP4020643B2 (ja) * | 2002-01-07 | 2007-12-12 | 松下電器産業株式会社 | 自転車フレーム用部材の製造方法および自転車 |
| JP2005104287A (ja) * | 2003-09-30 | 2005-04-21 | Miyata Ind Co Ltd | 自転車フレーム用パイプおよびその加工方法 |
| US20060045785A1 (en) * | 2004-08-30 | 2006-03-02 | Yiping Hu | Method for repairing titanium alloy components |
| US20060093736A1 (en) * | 2004-10-29 | 2006-05-04 | Derek Raybould | Aluminum articles with wear-resistant coatings and methods for applying the coatings onto the articles |
| US7320832B2 (en) * | 2004-12-17 | 2008-01-22 | Integran Technologies Inc. | Fine-grained metallic coatings having the coefficient of thermal expansion matched to the one of the substrate |
| US7354354B2 (en) * | 2004-12-17 | 2008-04-08 | Integran Technologies Inc. | Article comprising a fine-grained metallic material and a polymeric material |
| RU2418886C2 (ru) * | 2005-05-05 | 2011-05-20 | Х.К. Штарк Гмбх | Способ нанесения покрытий для изготовления или восстановления мишеней распыления и анодов рентгеновских трубок |
| FR2899869B1 (fr) * | 2006-04-18 | 2008-11-07 | Daniel Bernard | Pedales automatiques en plastique de cycles renforcees par un revetement anti-usure realise par projection thermique ou cold spray |
| US8113530B2 (en) * | 2007-08-29 | 2012-02-14 | Powermetal Technologies, Inc. | Nano-metal bicycle frame and related components |
| US7867626B2 (en) * | 2007-09-14 | 2011-01-11 | Siemens Energy, Inc. | Combustion turbine component having rare earth FeCrAI coating and associated methods |
| AU2009221571B2 (en) * | 2008-03-06 | 2014-03-06 | Commonwealth Scientific And Industrial Research Organisation | Manufacture of pipes |
| US20110146075A1 (en) * | 2009-12-18 | 2011-06-23 | Brian Thomas Hazel | Methods for making a turbine blade |
| GB201000399D0 (en) * | 2010-01-11 | 2010-02-24 | Smith & Nephew | Medical device and method |
| US20110312860A1 (en) * | 2010-06-17 | 2011-12-22 | General Electric Company | Wear-resistant and low-friction coatings and articles coated therewith |
| US20110314791A1 (en) * | 2010-06-25 | 2011-12-29 | Haynes Jeffrey D | Method for combustion system |
| JP5642461B2 (ja) * | 2010-09-07 | 2014-12-17 | 三菱重工業株式会社 | ロケットエンジンの燃焼室及び中空構造体の製造方法 |
-
2013
- 2013-03-26 NZ NZ630819A patent/NZ630819A/en not_active IP Right Cessation
- 2013-03-26 CN CN201710198014.2A patent/CN107419260B/zh not_active Expired - Fee Related
- 2013-03-26 EP EP18211174.0A patent/EP3473748B1/en active Active
- 2013-03-26 EP EP13772931.5A patent/EP2834014B1/en active Active
- 2013-03-26 PL PL17163656T patent/PL3241925T3/pl unknown
- 2013-03-26 US US14/390,545 patent/US9765435B2/en active Active
- 2013-03-26 DK DK13772931.5T patent/DK2834014T3/en active
- 2013-03-26 KR KR1020147030349A patent/KR102131464B1/ko active IP Right Grant
- 2013-03-26 EP EP17163656.6A patent/EP3241925B1/en active Active
- 2013-03-26 ES ES17163656T patent/ES2718770T3/es active Active
- 2013-03-26 AU AU2013243224A patent/AU2013243224C1/en active Active
- 2013-03-26 PT PT17163656T patent/PT3241925T/pt unknown
- 2013-03-26 CN CN201380029219.8A patent/CN104364018B/zh not_active Expired - Fee Related
- 2013-03-26 WO PCT/AU2013/000318 patent/WO2013149291A1/en active Application Filing
- 2013-03-26 ES ES18211174T patent/ES2972550T3/es active Active
- 2013-03-26 PL PL13772931T patent/PL2834014T3/pl unknown
- 2013-03-26 PT PT13772931T patent/PT2834014T/pt unknown
- 2013-03-26 JP JP2015503714A patent/JP6153600B2/ja active Active
- 2013-03-26 DK DK17163656.6T patent/DK3241925T3/en active
- 2013-03-26 TR TR2019/03714T patent/TR201903714T4/tr unknown
- 2013-03-26 ES ES13772931T patent/ES2700175T3/es active Active
-
2015
- 2015-07-28 HK HK15107195.1A patent/HK1206677A1/xx not_active IP Right Cessation
-
2017
- 2017-05-30 JP JP2017106368A patent/JP6370439B2/ja active Active
- 2017-08-22 US US15/682,772 patent/US10378112B2/en active Active
- 2017-11-03 AU AU2017254963A patent/AU2017254963B9/en active Active
-
2018
- 2018-05-07 HK HK18105815.2A patent/HK1246370B/zh not_active IP Right Cessation
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6370439B2 (ja) | チタンの耐荷重構造物を製造するための方法 | |
| JP7089662B2 (ja) | 積層造形と表面コーティングの複合成形システム及び方法 | |
| JP5797887B2 (ja) | 耐熱性の超合金からなる部品を溶接する方法および装置 | |
| US20150140199A1 (en) | Method and device for the automated application of a spray coating | |
| JP2023547321A (ja) | 低融点超合金と高融点超合金の粉末混合物を用いる超合金部品での所望の幾何形状の形成方法 | |
| Wu | Process Modeling and Planning for Robotic Cold Spray Based Additive Manufacturing | |
| Chen | Research and realization of assistant off-line programming system for thermal spraying | |
| Nakngoenthong et al. | Supervisory level control of robot plasma spray coating process with task level modification based on process database | |
| Poulin | Modelisation et optimisation d'un procede robotise de vaporisation au plasma (French text) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160316 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170116 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170118 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170413 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170501 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170530 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6153600 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |