JP6114665B2 - 製管用部材の製造方法 - Google Patents
製管用部材の製造方法 Download PDFInfo
- Publication number
- JP6114665B2 JP6114665B2 JP2013186053A JP2013186053A JP6114665B2 JP 6114665 B2 JP6114665 B2 JP 6114665B2 JP 2013186053 A JP2013186053 A JP 2013186053A JP 2013186053 A JP2013186053 A JP 2013186053A JP 6114665 B2 JP6114665 B2 JP 6114665B2
- Authority
- JP
- Japan
- Prior art keywords
- pipe
- belt
- shaped member
- heat
- manufacturing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 46
- 238000000034 method Methods 0.000 title claims description 26
- 239000012779 reinforcing material Substances 0.000 claims description 29
- 230000003014 reinforcing effect Effects 0.000 claims description 25
- 239000000758 substrate Substances 0.000 claims description 16
- 238000004804 winding Methods 0.000 claims description 10
- 229910052751 metal Inorganic materials 0.000 claims description 3
- 239000002184 metal Substances 0.000 claims description 3
- 239000010865 sewage Substances 0.000 description 26
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 16
- 239000000463 material Substances 0.000 description 12
- 239000003507 refrigerant Substances 0.000 description 12
- 238000010276 construction Methods 0.000 description 9
- 238000010438 heat treatment Methods 0.000 description 6
- 229910000831 Steel Inorganic materials 0.000 description 4
- 239000011248 coating agent Substances 0.000 description 4
- 238000000576 coating method Methods 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 230000002093 peripheral effect Effects 0.000 description 4
- -1 polyethylene Polymers 0.000 description 4
- 230000002787 reinforcement Effects 0.000 description 4
- 239000010959 steel Substances 0.000 description 4
- 229920003002 synthetic resin Polymers 0.000 description 4
- 239000000057 synthetic resin Substances 0.000 description 4
- 238000001125 extrusion Methods 0.000 description 3
- 230000037303 wrinkles Effects 0.000 description 3
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 238000011084 recovery Methods 0.000 description 2
- 238000011144 upstream manufacturing Methods 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 206010037660 Pyrexia Diseases 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 238000004378 air conditioning Methods 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000002648 laminated material Substances 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000004570 mortar (masonry) Substances 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 229920003051 synthetic elastomer Polymers 0.000 description 1
- 239000005061 synthetic rubber Substances 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
Images








Description
図1は、本発明により製造する製管用部材の一例を示す断面図であり、図2は、製管用部材を螺旋状に巻き回して管状に形成する様子を模式的に示す説明図である。また、図3は、本発明により製造する製管用部材の他の例を示す断面図である。
次に、実施の形態に係る製管用部材1の製造方法について図面を参照しつつ説明する。図4は、製管用部材1の製造方法を模式的に示す説明図であり、図5は、帯状部材10に対して各部材を嵌合する様子を示す説明図である。
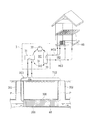
次に、製管用部材1を用いて構築する採熱構造について説明する。図8は、製管用部材1を用いて構築した採熱構造の一例を示す説明図であり、図9は、製管用部材1を用いて製管されたライニング管200を模式的に示す斜視図である。
10 帯状部材
100 基板
103 リブ(長リブ)
107 リブ(短リブ)
110 凹溝
20 補強材
30 管状体
200 ライニング管
300 埋設管
41,42,43,44 ドラム
51,52 ピンチローラ
60 採熱管路
Claims (6)
- 補強材と管状体とを長尺の帯状部材に一体に備える製管用部材の製造方法であって、
帯状部材は、長尺帯状の基板と、前記基板の一方の面に長手方向に立設された複数条のリブと、前記基板の他方の面に長手方向に形成された凹溝とを備え、ドラムの巻取軸に巻き取られており、
帯状部材の長手方向を搬送方向とし、搬送経路にピンチローラを配設し、
前記帯状部材を前記ピンチローラの各ローラ間に挿通し、
前記ピンチローラを駆動させて帯状部材を搬送経路の前方へ送るとともに、ピンチローラと帯状部材との間に、補強材を供給して帯状部材のリブ間に補強材を順次嵌合させつつ、管状体を供給して帯状部材の凹溝に管状体を順次嵌合させることを特徴とする製管用部材の製造方法。 - 補強材と管状体とを長尺の帯状部材に一体に備える製管用部材の製造方法であって、
帯状部材は、長尺帯状の基板と、前記基板の一方の面に長手方向に立設された複数条のリブと、前記基板の他方の面に長手方向に形成された凹溝とを備え、ドラムの巻取軸に巻き取られており、
帯状部材の長手方向を搬送方向とし、搬送経路に複数組のピンチローラを配設し、
前記ドラムから引き出して巻き癖がついた帯状部材を前記ピンチローラの各ローラ間に挿通し、
一組のピンチローラを駆動させて帯状部材を搬送経路の前方へ送るとともに、残りのピンチローラを従動回転させ、
回転駆動するピンチローラと帯状部材との間に補強材を供給して、帯状部材のリブ間に補強材を順次嵌合させつつ、従動回転するピンチローラと帯状部材との間に管状体を供給して、帯状部材の凹溝に管状体を順次嵌合させることを特徴とする製管用部材の製造方法。 - 請求項2に記載の製管用部材の製造方法において、
搬送経路の前方に回転駆動するピンチローラを設け、搬送経路の後方に従動回転するピンチローラを設けることを特徴とする製管用部材の製造方法。 - 請求項1〜3のいずれか一つの請求項に記載の製管用部材の製造方法において、
前記補強材は金属製であることを特徴とする製管用部材の製造方法。 - 請求項1〜4のいずれか一つの請求項に記載の製管用部材の製造方法において、
巻き癖を有する帯状部材の曲率に沿わせた搬送経路を設定し、この搬送経路上に複数組のピンチローラを相互に間隔を設けて配設することを特徴とする製管用部材の製造方法。 - 請求項1〜5のいずれか一つの請求項に記載の製管用部材の製造方法において、
前記搬送経路上の複数箇所に帯状部材を案内する回転自在なガイドローラを配設することを特徴とする製管用部材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013186053A JP6114665B2 (ja) | 2013-09-09 | 2013-09-09 | 製管用部材の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013186053A JP6114665B2 (ja) | 2013-09-09 | 2013-09-09 | 製管用部材の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2015051597A JP2015051597A (ja) | 2015-03-19 |
| JP2015051597A5 JP2015051597A5 (ja) | 2016-04-28 |
| JP6114665B2 true JP6114665B2 (ja) | 2017-04-12 |
Family
ID=52701001
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013186053A Active JP6114665B2 (ja) | 2013-09-09 | 2013-09-09 | 製管用部材の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6114665B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6777498B2 (ja) * | 2016-01-18 | 2020-10-28 | 積水化学工業株式会社 | 管付き帯状部材、並びにその製造方法及び製造装置 |
| JP6273053B1 (ja) * | 2017-01-17 | 2018-01-31 | 租 池田 | 採熱用管機構及びその製造方法、並びに空調装置 |
| JP7040894B2 (ja) * | 2017-02-15 | 2022-03-23 | 積水化学工業株式会社 | 管路更生部材の製造装置及び製造方法 |
| JP7044579B2 (ja) * | 2018-02-14 | 2022-03-30 | 積水化学工業株式会社 | 帯状部材及び前記帯状部材の補強帯材の製造方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09152059A (ja) * | 1995-11-28 | 1997-06-10 | Sekisui Chem Co Ltd | 既設管のライニング工法 |
| JP3657056B2 (ja) * | 1996-05-23 | 2005-06-08 | 積水化学工業株式会社 | 既設管ライニング用プロファイル |
| JP3786506B2 (ja) * | 1997-07-15 | 2006-06-14 | 積水化学工業株式会社 | 既設管のライニング工法 |
| JP3769367B2 (ja) * | 1997-09-30 | 2006-04-26 | 積水化学工業株式会社 | 既設管のライニング方法 |
| JP2013119227A (ja) * | 2011-12-08 | 2013-06-17 | Sekisui Chem Co Ltd | 製管用部材、及び採熱構造 |
| JP5753771B2 (ja) * | 2011-12-08 | 2015-07-22 | 積水化学工業株式会社 | 製管用部材、及び採熱構造 |
-
2013
- 2013-09-09 JP JP2013186053A patent/JP6114665B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015051597A (ja) | 2015-03-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6114665B2 (ja) | 製管用部材の製造方法 | |
| JP4938681B2 (ja) | 管構造物または通路構造物に用いられる吸収器ならびにこのような吸収器を備えた管構造物または通路構造物 | |
| KR100940400B1 (ko) | 복합재 파이프, 나선권취형 복합재 파이프, 스틸로 보강되는 플라스틱재의 나선권취형 파이프의 제조방법 | |
| US7476055B2 (en) | Underground and partly submerged pipe winding apparatus and method | |
| JP5155756B2 (ja) | 補強材付き帯状部材の巻き癖形成装置および螺旋管の製管方法、その製管装置ならびに既設管の更生方法 | |
| EP2136157A2 (en) | Tube assembly for geothermal heat exchanger | |
| CN101718375B (zh) | 用于螺旋波纹形塑钢缠绕管的钢带增强复合带材 | |
| JP5914084B2 (ja) | 下水熱等の採熱システム及びその施工方法 | |
| JP5946754B2 (ja) | 螺旋状配管付き二重管構造の構築方法及びそれに用いる製管機 | |
| JP5770535B2 (ja) | 製管用部材の製造方法 | |
| JP5967878B2 (ja) | スリーブ及びスリーブの製造方法 | |
| JP6087600B2 (ja) | 管内設置型の熱交換システム | |
| JP5753771B2 (ja) | 製管用部材、及び採熱構造 | |
| JP2013119227A (ja) | 製管用部材、及び採熱構造 | |
| WO2011005075A1 (en) | Heat exchanger | |
| WO2008113604A1 (de) | Rohrförmiges hohlprofil und dessen verwendung | |
| JP2013242107A (ja) | 下水熱等の採熱構造 | |
| DE20320409U1 (de) | Erdwärmesonde | |
| JP6777498B2 (ja) | 管付き帯状部材、並びにその製造方法及び製造装置 | |
| DE10327602A1 (de) | Erdwärmesonde | |
| KR101723209B1 (ko) | 합성수지관용 와인딩장치 | |
| JP6068739B2 (ja) | 既設管渠用更生材及びそれを用いた熱交換器の敷設方法、下水管排熱利用システム | |
| JP5836082B2 (ja) | 樹脂管 | |
| TWI269009B (en) | Water-permeable net pipe and manufacturing method thereof | |
| JP2004314639A (ja) | 既設管内のライニング施工方法及びその施工装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160311 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160516 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170216 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170221 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170317 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6114665 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |