JP6092238B2 - 樹脂注入によって複合材部品を製造するための圧力保持装置および関連する方法 - Google Patents
樹脂注入によって複合材部品を製造するための圧力保持装置および関連する方法 Download PDFInfo
- Publication number
- JP6092238B2 JP6092238B2 JP2014540534A JP2014540534A JP6092238B2 JP 6092238 B2 JP6092238 B2 JP 6092238B2 JP 2014540534 A JP2014540534 A JP 2014540534A JP 2014540534 A JP2014540534 A JP 2014540534A JP 6092238 B2 JP6092238 B2 JP 6092238B2
- Authority
- JP
- Japan
- Prior art keywords
- resin
- channeling
- injection
- pressure holding
- holding device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000002347 injection Methods 0.000 title claims description 122
- 239000007924 injection Substances 0.000 title claims description 122
- 239000011347 resin Substances 0.000 title claims description 102
- 229920005989 resin Polymers 0.000 title claims description 102
- 239000002131 composite material Substances 0.000 title claims description 12
- 238000000034 method Methods 0.000 title claims description 7
- 238000004519 manufacturing process Methods 0.000 title description 11
- 230000005465 channeling Effects 0.000 claims description 72
- 238000006116 polymerization reaction Methods 0.000 claims description 13
- 238000001802 infusion Methods 0.000 claims description 5
- 239000007788 liquid Substances 0.000 claims description 5
- 238000012423 maintenance Methods 0.000 claims description 4
- 238000010438 heat treatment Methods 0.000 description 12
- 239000000835 fiber Substances 0.000 description 4
- 239000000243 solution Substances 0.000 description 3
- 238000011144 upstream manufacturing Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 238000007711 solidification Methods 0.000 description 2
- 230000008023 solidification Effects 0.000 description 2
- 238000009941 weaving Methods 0.000 description 2
- 238000007630 basic procedure Methods 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000007872 degassing Methods 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000007731 hot pressing Methods 0.000 description 1
- 238000005470 impregnation Methods 0.000 description 1
- 230000000977 initiatory effect Effects 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000006082 mold release agent Substances 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 230000000379 polymerizing effect Effects 0.000 description 1
- 230000008719 thickening Effects 0.000 description 1
- 238000001721 transfer moulding Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
- B29C45/77—Measuring, controlling or regulating of velocity or pressure of moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
- B29C70/46—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using matched moulds, e.g. for deforming sheet moulding compounds [SMC] or prepregs
- B29C70/48—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using matched moulds, e.g. for deforming sheet moulding compounds [SMC] or prepregs and impregnating the reinforcements in the closed mould, e.g. resin transfer moulding [RTM], e.g. by vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/54—Component parts, details or accessories; Auxiliary operations, e.g. feeding or storage of prepregs or SMC after impregnation or during ageing
- B29C70/546—Measures for feeding or distributing the matrix material in the reinforcing structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/46—Means for plasticising or homogenising the moulding material or forcing it into the mould
- B29C2045/468—Means for plasticising or homogenising the moulding material or forcing it into the mould using a fluid as directly acting injection means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/46—Means for plasticising or homogenising the moulding material or forcing it into the mould
Description
−製織により繊維のプリフォームを準備すること、
−射出成形金型にプリフォームを配置すること、
−液体状態で樹脂を注入すること、
−注入された樹脂に保持圧力を加え、加熱によって部品を重合すること
を含む。
−加圧ガスをチャネリングの中に注入するのに適応している加圧手段と、
−前記樹脂注入ネットワークに接続されるのに適応しており、前記チャネリングに接続されるのに適応している第1の接続手段と、
−前記注入システムの前記射出成形金型に接続されるのに適応している第2の接続手段と
を備え、
前記第1の接続手段が、圧力下で注入される前記ガスを受け入れるのに適応している圧力保持チャネリングによって前記第2の接続手段に接続されることを特徴とする圧力保持装置、を提案する。
−前記第1の接続手段および前記第2の接続手段は、前記圧力保持チャネリングの長手方向軸が垂直であるように配置され、
−前記圧力保持チャネリングの直径は、前記樹脂注入ネットワークのチャネリングの直径の少なくとも2倍の大きさであり、
−前記圧力保持装置は、圧力センサを備える。
−樹脂注入器と、
−織りプリフォームを受け入れることができるキャビティを備える射出成形金型と、
−樹脂注入器および前記射出成形金型を接続する樹脂入口チャネリングによって形成される樹脂注入ネットワーク、ならびに前記キャビティの中に注入される余分の樹脂を排出することができる樹脂出口チャネリングと、
−本発明による圧力保持装置と、
−前記注入システムに真空を作るための手段と
を備える樹脂注入システム、に関する。
−注入システムに真空を作ることができる前記手段を介して、前記射出成形金型の前記樹脂入口チャネリング、前記樹脂出口チャネリング、および前記キャビティによって少なくとも形成される前記樹脂注入ネットワークを真空下に配置するステップと、
−前記射出成形金型の内部に設定圧力に達するように前記注入器を使って注入ネットワークの中に液体状態で樹脂を注入するステップと、
−前記樹脂の重合に至るまで前記圧力保持装置を使って注入ネットワークに保持圧力を加えるステップと
を含むことを特徴とする方法、に関する。
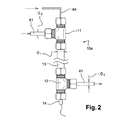
−樹脂注入器60と、
−接合面24で分離され、製造されるべき部品の形をしたキャビティ23を備え、織りプリフォーム25が挿入される、上側部分21および下側部分22によって形成される2つの部分の射出成形金型20と、
−樹脂トラップ50と、
−注入器60を射出成形金型20に接続する注入チャネリング61と、
−射出成形金型20を樹脂トラップ50に接続する樹脂出口チャネリング62と、
−注入システム100に真空を作るための手段31と、
−システム100の異なるチャネリング61、62の開放または閉鎖を制御することができる開閉弁63a、63b、63c、63dと、
−樹脂を重合させるように加熱室またはホットプレス(図示せず)などの射出成形金型20を加熱するための手段30と
を備える。
−離型剤を使用することによって射出成形金型20を準備するステップと、
−製織によって先に製造される繊維のプリフォーム25を準備するステップと、
−射出成形金型20のキャビティ23に織りプリフォーム25を配置するステップと、
−射出成形金型20を閉鎖し、注入チャネリング61および樹脂出口チャネリング62を準備するステップと、
−加熱室またはホットプレスで射出成形金型20を加熱するステップと、
−注入システム100に真空を作ることができる手段31によって、チャネリング61、62のネットワークならびに射出成形金型20のキャビティ23を真空下に配置するステップと、
−射出成形金型20のキャビティ23に向かって、かつ次いでキャビティ23が充填されている場合には樹脂出口チャネリング62に向かって、樹脂が注入チャネリング61の中に移動するように、注入器60を使って注入チャネリング61の中に液体状態で樹脂を注入するステップであり、注入された樹脂の余分が樹脂トラップ50に回収され、次いで織りプリフォームが樹脂で含浸されるステップと、
−織りプリフォーム25の含浸を続け、部品の多孔性を低減するように、いったんキャビティ23が充填されると樹脂の重合に至るまで注入された樹脂に保持圧力を加えるステップと、
−製造された部品を金型から取り外すステップと
である。
−本発明による圧力保持装置の迅速な実施、
−生産コストの低減、それにより、加圧機能を利用して試作部品を製作することができる。
Claims (8)
- 射出成形金型(20)に接続される注入ネットワークを備える樹脂注入システム(100)のための圧力保持装置(10a、10b)であって、
加圧ガスをチャネリング(64)の中に注入するのに適応している加圧手段と、
前記樹脂注入ネットワークに接続されるのに適応しており、前記チャネリング(64)に接続されるのに適応している第1の接続手段(11)と、
前記注入システム(100)の前記射出成形金型(20)に接続されるのに適応している第2の接続手段(12)と
を備え、
前記第1の接続手段(11)が、圧力下で注入される前記ガスを受け入れるのに適応している圧力保持チャネリング(13)によって前記第2の接続手段(12)に接続され、前記第1の接続手段(11)および前記第2の接続手段(12)が、前記圧力保持チャネリング(13)の長手方向軸が垂直であるように配置されることを特徴とする、圧力保持装置(10a、10b)。 - 前記圧力保持チャネリング(13)の直径(D1)が、前記樹脂注入ネットワークのチャネリング(61、62)の直径(D2)の少なくとも2倍の大きさであることを特徴とする、請求項1に記載の樹脂注入システム(100)のための圧力保持装置(10a、10b)。
- 前記圧力保持装置(10a、10b)が、圧力センサ(14)を備えることを特徴とする、請求項1または2に記載の樹脂注入システム(100)のための圧力保持装置(10a、10b)。
- 複合材料から部品を製造することができる樹脂注入システム(100)であって、
樹脂注入器(60)と、
織りプリフォーム(25)を受け入れることができるキャビティ(23)を備える射出成形金型(20)と、
樹脂注入器(60)および前記射出成形金型(20)を接続する樹脂入口チャネリング(61)によって形成される樹脂注入ネットワーク、ならびに前記キャビティ(23)の中に注入される余分の樹脂を排出することができる樹脂出口チャネリング(62)と、
請求項1から3のいずれか一項に記載の圧力保持装置(10a、10b)と、
前記注入システム(100)に真空を作るための手段(31)と
を備える樹脂注入システム(100)。 - 前記圧力保持装置(10a、10b)が、前記射出成形金型(20)の前記樹脂入口チャネリング(61)または前記樹脂出口チャネリング(62)に配置されることを特徴とする、請求項4に記載の樹脂注入システム(100)。
- 前記注入システム(100)が、前記樹脂入口チャネリング(61)に配置される第1の圧力保持装置(10a)と、前記樹脂出口チャネリング(62)に配置される第2の圧力保持装置(10b)とを備えることを特徴とする、請求項4または請求項5のいずれかに記載の樹脂注入システム(100)。
- 前記圧力保持装置(10a、10b)および/または前記樹脂入口チャネリング(61)および/または前記樹脂出口チャネリング(62)が、断熱されていることを特徴とする、請求項4に記載の樹脂注入システム(100)。
- 請求項4から7のいずれか一項に記載の注入システムを使って実施されるRTMによって樹脂を注入する方法であって、
注入システム(100)に真空を作ることができる前記手段(31)を介して、前記射出成形金型(20)の前記樹脂入口チャネリング(61)、前記樹脂出口チャネリング(62)、および前記キャビティ(23)によって少なくとも形成される前記樹脂注入ネットワークを真空下に配置するステップと、
前記射出成形金型(20)の内部に設定圧力に達するように前記注入器(60)を使って注入ネットワークの中に液体状態で樹脂を注入するステップと、
前記樹脂の重合に至るまで前記圧力保持装置(10a、10b)を使って注入ネットワークに保持圧力を加えるステップと
を含むことを特徴とする、方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201161557124P | 2011-11-08 | 2011-11-08 | |
| US61/557,124 | 2011-11-08 | ||
| PCT/FR2012/052420 WO2013068666A1 (fr) | 2011-11-08 | 2012-10-23 | Dispositif de maintien en pression pour la realisation de pieces composites par injection de resine et procede associe |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2014534918A JP2014534918A (ja) | 2014-12-25 |
| JP2014534918A5 JP2014534918A5 (ja) | 2017-01-19 |
| JP6092238B2 true JP6092238B2 (ja) | 2017-03-08 |
Family
ID=47191984
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014540534A Active JP6092238B2 (ja) | 2011-11-08 | 2012-10-23 | 樹脂注入によって複合材部品を製造するための圧力保持装置および関連する方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US9517581B2 (ja) |
| EP (1) | EP2776234B2 (ja) |
| JP (1) | JP6092238B2 (ja) |
| CN (1) | CN103917357B (ja) |
| BR (1) | BR112014010991B1 (ja) |
| CA (1) | CA2854040C (ja) |
| RU (1) | RU2616066C2 (ja) |
| WO (1) | WO2013068666A1 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103640151A (zh) * | 2013-11-11 | 2014-03-19 | 吴中区木渎蒯斌模具加工厂 | 一种注塑模用气力放大器 |
| FR3026340B1 (fr) | 2014-09-30 | 2017-03-17 | Snecma | Procede de moulage d'une resine thermodurcissable |
| ES2894037T3 (es) * | 2014-12-12 | 2022-02-11 | Fund Eurecat | Procedimiento para fabricar una pieza de material compuesto |
| US11826939B2 (en) * | 2017-02-09 | 2023-11-28 | Safran Aircraft Engines | Resin injection regulator, resin injection circuit and associated methods |
| FR3081750B1 (fr) * | 2018-06-04 | 2021-11-12 | Safran | Outillage de moulage par injection de resine |
| CN108972986B (zh) * | 2018-07-02 | 2020-09-01 | 武汉理工大学 | 提高碳纤维复合材料薄壁件树脂传递模塑成型质量的方法 |
| FR3085298B1 (fr) | 2018-08-31 | 2021-11-26 | Safran | Modulateur d'injection de resine, circuit d'injection de resine et procedes associes |
| FR3138344A1 (fr) | 2022-07-27 | 2024-02-02 | Safran | Rechauffeur de resine pour une installation d'injection de resine, formant capacite de resine |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1154662A (fr) | 1956-03-12 | 1958-04-15 | Frankignoul Pieux Armes | Outil à grappin pour le creusement de puits dans le sol |
| US3071496A (en) * | 1959-04-30 | 1963-01-01 | Motor Coils Mfg Company | Epoxy resin impregnation of electrical members |
| GB944955A (en) * | 1960-04-12 | 1963-12-18 | English Electric Co Ltd | Improvements in or relating to methods of producing reinforced plastic structures |
| US3154618A (en) † | 1961-01-19 | 1964-10-27 | Baer Maschf Josef | Method of and apparatus for effecting a succession of pressure casting operations with castable resins |
| US3975479A (en) * | 1973-03-09 | 1976-08-17 | Mcclean Anderson, Inc. | Method of fabricating a reinforced plastic article |
| EP0320302A3 (en) * | 1987-12-10 | 1992-01-02 | General Electric Company | Method and apparatus for making a fiber reinforced composite article |
| JPH0381121A (ja) * | 1989-08-24 | 1991-04-05 | Tokin Corp | モールド方法並びにその装置 |
| JP2889708B2 (ja) * | 1990-12-25 | 1999-05-10 | 株式会社東芝 | 樹脂注型装置 |
| JP2593772B2 (ja) * | 1992-09-01 | 1997-03-26 | 川崎重工業株式会社 | 複合材製品の製造方法 |
| US5518388A (en) * | 1993-12-14 | 1996-05-21 | United Technologies Corporation | Automated apparatus and method for resin transfer molding |
| JP3513718B2 (ja) * | 1994-10-06 | 2004-03-31 | 東邦テナックス株式会社 | 構造反応射出成形装置及び構造反応射出成形方法 |
| EP0751857A4 (en) * | 1995-01-27 | 1998-04-29 | Mc Donnell Douglas Helicopter | METHOD FOR TRANSFER INJECTION MOLDING OF RESIN |
| US6532799B2 (en) * | 2000-01-18 | 2003-03-18 | Florida State University Research Foundation | System for in-situ and on-line monitoring of a perform layup process for liquid composite molding |
| US20040018265A1 (en) * | 2002-07-24 | 2004-01-29 | Miller Scott A. | Liquid molding pressure control apparatus |
| JP2005193587A (ja) * | 2004-01-09 | 2005-07-21 | Toray Ind Inc | Rtm成形方法 |
| DE102005053691A1 (de) * | 2005-11-10 | 2007-05-16 | Airbus Gmbh | Werkzeug für Resin-Transfer-Moulding-Verfahren |
| JP2008246690A (ja) * | 2007-03-29 | 2008-10-16 | Toho Tenax Co Ltd | 樹脂トランスファー成形法 |
| WO2011043253A1 (ja) * | 2009-10-09 | 2011-04-14 | 東レ株式会社 | 繊維強化プラスチックの製造方法および装置 |
| KR20110082422A (ko) † | 2010-01-11 | 2011-07-19 | 삼성전자주식회사 | 몰딩 장치 및 몰딩 방법 |
| FR2975629A1 (fr) * | 2011-05-27 | 2012-11-30 | Snecma | Dispositif de maintien en pression pour la realisation de pieces composites par injection de resine et procede associe |
-
2012
- 2012-10-23 US US14/356,922 patent/US9517581B2/en active Active
- 2012-10-23 CN CN201280054565.7A patent/CN103917357B/zh active Active
- 2012-10-23 JP JP2014540534A patent/JP6092238B2/ja active Active
- 2012-10-23 RU RU2014123379A patent/RU2616066C2/ru active
- 2012-10-23 BR BR112014010991-5A patent/BR112014010991B1/pt active IP Right Grant
- 2012-10-23 WO PCT/FR2012/052420 patent/WO2013068666A1/fr active Application Filing
- 2012-10-23 EP EP12787802.3A patent/EP2776234B2/fr active Active
- 2012-10-23 CA CA2854040A patent/CA2854040C/fr active Active
Also Published As
| Publication number | Publication date |
|---|---|
| WO2013068666A1 (fr) | 2013-05-16 |
| CN103917357B (zh) | 2016-11-23 |
| US9517581B2 (en) | 2016-12-13 |
| EP2776234B2 (fr) | 2020-11-04 |
| BR112014010991A2 (pt) | 2017-06-13 |
| US20140252692A1 (en) | 2014-09-11 |
| CN103917357A (zh) | 2014-07-09 |
| RU2014123379A (ru) | 2015-12-20 |
| RU2616066C2 (ru) | 2017-04-12 |
| JP2014534918A (ja) | 2014-12-25 |
| BR112014010991B1 (pt) | 2020-11-24 |
| CA2854040C (fr) | 2019-12-03 |
| EP2776234B1 (fr) | 2017-09-20 |
| CA2854040A1 (fr) | 2013-05-16 |
| EP2776234A1 (fr) | 2014-09-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6092238B2 (ja) | 樹脂注入によって複合材部品を製造するための圧力保持装置および関連する方法 | |
| JP5932025B2 (ja) | 樹脂を注入することにより複合構成要素を作製するための圧力維持装置および関連する方法 | |
| JP4904346B2 (ja) | 流体の密度及び圧力を使用した複合材部品の製造方法 | |
| JP2014534918A5 (ja) | ||
| CN112912236B (zh) | 用于生产纤维增强复合零件的灌注装置和方法 | |
| KR20070087017A (ko) | 수지이송성형에 의해 섬유구조물의 밀도를 높여 복합재료로된 두꺼운 부품을 만드는 방법 | |
| CN110325353A (zh) | 树脂注射控制器、树脂注射回路以及相关方法 | |
| US11052573B2 (en) | Method of fabricating both a woven fiber preform and a composite material part | |
| US8641952B2 (en) | Fiber-reinforced component fabrication with mold cores | |
| JP3209022U (ja) | 炭素繊維製品成形装置 | |
| CN110914046B (zh) | 多阶段树脂输送 | |
| EP3162547B1 (en) | Improved laminate resin transfer molding of fibrous preforms using particle filled resin systems | |
| US20110260375A1 (en) | Process for manufacturing a piece that is made of composite material and device for its implementation | |
| CN109562538B (zh) | 纤维强化塑料成型体的制造方法 | |
| RU2687948C2 (ru) | Способ формования термореактивной смолы | |
| IT201600105326A1 (it) | Metodo ed apparato per produrre un corpo cavo chiuso in materiale composito | |
| CN101707099B (zh) | 空心复合绝缘子注射液态胶流量分配器及其使用方法 | |
| EP3065937B1 (en) | In-situ desizing for liquid infusion processes |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20151007 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160809 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160816 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20161110 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20161128 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161129 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170110 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170208 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6092238 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |