JP6090923B2 - リチウムイオン二次電池用ケースの製造方法 - Google Patents
リチウムイオン二次電池用ケースの製造方法 Download PDFInfo
- Publication number
- JP6090923B2 JP6090923B2 JP2013102663A JP2013102663A JP6090923B2 JP 6090923 B2 JP6090923 B2 JP 6090923B2 JP 2013102663 A JP2013102663 A JP 2013102663A JP 2013102663 A JP2013102663 A JP 2013102663A JP 6090923 B2 JP6090923 B2 JP 6090923B2
- Authority
- JP
- Japan
- Prior art keywords
- cup
- stainless steel
- phase
- lithium ion
- ion secondary
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 title claims description 19
- 229910001416 lithium ion Inorganic materials 0.000 title claims description 19
- 238000004519 manufacturing process Methods 0.000 title claims description 7
- 239000011888 foil Substances 0.000 claims description 26
- 238000009792 diffusion process Methods 0.000 claims description 23
- 229910001220 stainless steel Inorganic materials 0.000 claims description 19
- 239000010935 stainless steel Substances 0.000 claims description 16
- 238000003466 welding Methods 0.000 claims description 14
- 229910001566 austenite Inorganic materials 0.000 claims description 13
- 238000000034 method Methods 0.000 claims description 13
- 229910000963 austenitic stainless steel Inorganic materials 0.000 claims description 9
- 229910000859 α-Fe Inorganic materials 0.000 claims description 8
- 230000000630 rising effect Effects 0.000 claims description 4
- 230000009466 transformation Effects 0.000 claims description 4
- 238000010438 heat treatment Methods 0.000 claims description 3
- 238000013508 migration Methods 0.000 claims description 2
- 230000005012 migration Effects 0.000 claims description 2
- 239000000463 material Substances 0.000 description 19
- 229910052782 aluminium Inorganic materials 0.000 description 12
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 11
- 238000005304 joining Methods 0.000 description 9
- 229910000831 Steel Inorganic materials 0.000 description 8
- 239000010959 steel Substances 0.000 description 8
- 229920000642 polymer Polymers 0.000 description 6
- 238000010586 diagram Methods 0.000 description 5
- 239000002648 laminated material Substances 0.000 description 5
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002245 particle Substances 0.000 description 4
- 239000011347 resin Substances 0.000 description 4
- 229920005989 resin Polymers 0.000 description 4
- 229910001039 duplex stainless steel Inorganic materials 0.000 description 3
- 239000003792 electrolyte Substances 0.000 description 3
- 239000008151 electrolyte solution Substances 0.000 description 3
- -1 polypropylene Polymers 0.000 description 3
- 238000004080 punching Methods 0.000 description 3
- 238000007789 sealing Methods 0.000 description 3
- 229910021642 ultra pure water Inorganic materials 0.000 description 3
- 239000012498 ultrapure water Substances 0.000 description 3
- 239000004743 Polypropylene Substances 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 229910001105 martensitic stainless steel Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 238000011835 investigation Methods 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 229910052748 manganese Inorganic materials 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000010295 mobile communication Methods 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 229910052758 niobium Inorganic materials 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 238000000550 scanning electron microscopy energy dispersive X-ray spectroscopy Methods 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000009966 trimming Methods 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
Images


Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Sealing Battery Cases Or Jackets (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
Description
ポリマー型電池は、まず、アルミラミネート材を絞り加工してフランジ付きカップ品に成形し、そのカップ内にセパレータを挟んだ正負極の電極を収納するとともに、正極と負極の電極端子は、カップ品のフランジ部から導出しておく。一方、カップ品と同じ素材を用いて、カップ状または平板状の蓋部品を用意し、カップ品と蓋部品を重ね合わせた後、フランジ部においてアルミラミネートの樹脂フィルムを加圧加熱して溶融させるヒートシールによって接合している。その接合が完了した後に、ケース内に電解液を注入してポリマー型電池を完成させている。
このようなアルミラミネート材を用いた電池ケースは、軽量化を図れるものの、基材がアルミニウムであるために外力に対する強度が低いため、その電池ケースを保護する補強板を別に設ける必要があるという課題がある。
また、ヒートシールにより得られた接合部から電解液が漏れ、電池性能が低下するという課題も有している。
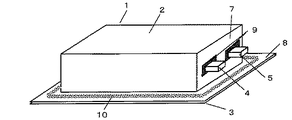
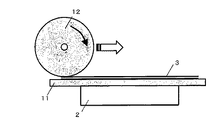
具体的には、オーステナイト系ステンレス鋼箔をカップ状に絞り加工してなり、開口部の周縁にフランジ8が形成され、且つ縦壁部7に電極端子導出用の空孔6が設けられたカップ部品2と、昇温過程でのオーステナイト変態開始温度Ac1点を650〜950℃に持ち、オーステナイト+フェライト2相温度域を880℃以上の範囲に持つ2相系ステンレス鋼箔からなり、前記カップ部品2の開口部を覆う蓋部品3とを直接接触させ、拡散接合により一体化するリチウムイオン二次電池用ケースの製造方法であって、前記拡散接合の際には、シーム溶接機を用い、前記カップ部品2側に断面四角形状の棒状の電極11を配置し、前記蓋部品3側に円盤状の電極輪12を配置して、加熱温度880〜1080℃の温度範囲で、前記2相系ステンレス鋼箔のフェライト相がオーステナイト相へ変態するときの粒界移動を伴いながら拡散接合を進行させる、ことを特徴とする。
質量%で、C:0.0001〜0.15%、Si:0.001〜1.0%、Mn:0.001〜1.0%、Ni:0.05〜2.5%、Cr:13.0〜18.5%、Cu:0〜0.2%、Mo:0〜0.5%、Al:0〜0.05%、Ti:0〜0.2%、Nb:0〜0.2%、V:0〜0.2%、B:0〜0.01%、N:0.005〜0.1%、残部Feおよび不可避的不純物からなり、下記(1)式で示されるX値が650〜950である。
X値=35(Cr+1.72Mo+2.09Si+4.86Nb+8.29V+1.77Ti+21.4Al+40.0B−7.14C−8.0N−3.28Ni−1.89Mn−0.51Cu)+310 ・・・(1)
ここで、上記X値は、オーステナイト+フェライト2相温度域を880℃以上の範囲に持つ2相系鋼において、昇温過程でのオーステナイト変態開始温度Ac1点を精度よく推定することができる指標である。
(実施形態)
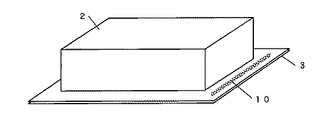
図1は、本発明の実施形態に係るリチウムイオン二次電池用ケース1の模式図であり、図2は前記リチウムイオン二次電池のカップ部品2である。カップ部品2は、オーステナイト系ステンレス鋼箔を素材として絞り加工してカップ状の部品とし、更に電極端子4、5を導出するための空孔6を付与したものである。これと、蓋部品3とを拡散接合することにより、リチウムイオン二次電池用ケース1となる。空孔6はカップ部品2の縦壁部に設けている。
カップ部品2の素材として、オーステナイト系ステンレス鋼であるSUS304の箔(板厚0.1mm)を用いた。また、蓋部品3の素材としては、板厚0.1mmの2相系ステンレス鋼の箔を用いた。それぞれの合金成分を表1に示す。「−」は分析値なしの意味である。

このような工程で製造したカップ部品2の中に、セパレータを挟んだ電極を収納し、空孔6から電極端子4,5を導出した。その後、カップ部品2と蓋部品3を重ね合わせてシーム溶接機を用いた拡散接合を行い、拡散接合部10を形成した。
拡散接合のための電極として、カップ部品2側の電極は、断面形状が正四角形で、1辺の長さが8mmの棒状とし、蓋部品3側の電極は直径100mm、幅5mmの円盤状とした。そして、拡散接合条件は、加圧力を150N、溶接速度を1.0m/minとし、溶接電流を(A)0.5kA、(B)1.0kA、(C)2.0kAの連続通電とした。この条件では、接合部の温度は、(A)850℃、(B)1050℃、(C)1250℃と推定される。
その後、電極端子4、5と空孔6との隙間には、絶縁部品9としてポリプロピレン製のフィルムを充填し、そのフィルムを120℃で加熱して電極端子4、5をカップ部品2と絶縁した状態で固着することにより、ケース部品を製造した。最後に、ケース部品の内部に、図示しない注入孔から六フッ化燐酸リチウムをベースとした電解液を注入してリチウムイオン二次電池1の製造を完了した。製造したリチウムイオン二次電池1を一定期間、充放電を繰返して電池の状態を評価した。評価した結果、拡散接合部10からの液漏れや溶接スパッタを起因とする短絡は発生しなかった。
前記の3種類の接合条件においてフランジ8の一辺のみを接合したケース部品を多数製造し、その中から各10個を抜き取り、スパッタの飛散状況を調査した。スパッタの飛散状況の調査方法は、洗浄した容器13に超純水14(0.2μm以上の粒径を持つパーティクルが1個/mL以下)を1000mL入れ、拡散接合部を超純水中に浸漬させて超音波を5分間印加した。超音波の印加は超音波洗浄器(本多電子製W−118、周波数45kHz、出力600W)を用いた。その後、得られた抽出液中のパーティクルを、孔径0.1μmのフィルターで捕集し、SEM−EDX測定においてスパッタ飛散状況の観察を行った。その結果、接合条件(A)、(B)は金属元素が確認されず、接合条件(C)は金属元素が確認された。また、拡散接合部の断面を顕微鏡観察し、蓋部品側の金属組織を調査した。その結果、接合条件(A)、(B)は接合部の界面が溶接ナゲットなしの拡散接合となっており、(C)は接合部界面が溶融し溶接ナゲットが形成されていた。
2 カップ部品
3 蓋部品
4 正極の電極端子
5 負極の電極端子
6 空孔
7 縦壁部
8 フランジ
9 絶縁部品
10 拡散接合部
11 電極
12 電極輪
13 容器
14 超純水
Claims (1)
- オーステナイト系ステンレス鋼箔をカップ状に絞り加工してなり、開口部の周縁にフランジ(8)が形成され、且つ縦壁部(7)に電極端子導出用の空孔(6)が設けられたカップ部品(2)と、昇温過程でのオーステナイト変態開始温度Ac1点を650〜950℃に持ち、オーステナイト+フェライト2相温度域を880℃以上の範囲に持つ2相系ステンレス鋼箔からなり、前記カップ部品(2)の開口部を覆う蓋部品(3)とを直接接触させ、拡散接合により一体化するリチウムイオン二次電池用ケースの製造方法であって、
前記拡散接合の際には、シーム溶接機を用い、前記カップ部品(2)側に断面四角形状の棒状の電極(11)を配置し、前記蓋部品(3)側に円盤状の電極輪(12)を配置して、加熱温度880〜1080℃の温度範囲で、前記2相系ステンレス鋼箔のフェライト相がオーステナイト相へ変態するときの粒界移動を伴いながら拡散接合を進行させる、
ことを特徴とするリチウムイオン二次電池用ケースの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013102663A JP6090923B2 (ja) | 2013-05-15 | 2013-05-15 | リチウムイオン二次電池用ケースの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013102663A JP6090923B2 (ja) | 2013-05-15 | 2013-05-15 | リチウムイオン二次電池用ケースの製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2014225332A JP2014225332A (ja) | 2014-12-04 |
| JP2014225332A5 JP2014225332A5 (ja) | 2016-06-23 |
| JP6090923B2 true JP6090923B2 (ja) | 2017-03-08 |
Family
ID=52123879
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013102663A Expired - Fee Related JP6090923B2 (ja) | 2013-05-15 | 2013-05-15 | リチウムイオン二次電池用ケースの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6090923B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108206247B (zh) * | 2017-10-20 | 2021-05-11 | 西安中兴新软件有限责任公司 | 一种电芯、电子设备和电芯的封装方法 |
| JP7328504B2 (ja) * | 2019-04-17 | 2023-08-17 | 日本製鉄株式会社 | 鋼部品およびその製造方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013041788A (ja) * | 2011-08-19 | 2013-02-28 | Nisshin Steel Co Ltd | リチウムイオン二次電池 |
-
2013
- 2013-05-15 JP JP2013102663A patent/JP6090923B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014225332A (ja) | 2014-12-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2013041788A (ja) | リチウムイオン二次電池 | |
| JP5899938B2 (ja) | 二次電池の製造方法、二次電池 | |
| JP5481178B2 (ja) | 組電池および単電池 | |
| JP5224658B2 (ja) | シールフィルム付きリード線部材の製造方法 | |
| RU2014128829A (ru) | Контактные соединительные выводы для электродов на основе лития | |
| JP2014212012A (ja) | 二次電池の製造方法および二次電池 | |
| JP2007053002A (ja) | 電池の製造方法 | |
| KR101918010B1 (ko) | 리튬 이온 2차 전지용 케이스의 제조 방법 | |
| JP6090923B2 (ja) | リチウムイオン二次電池用ケースの製造方法 | |
| JP5876380B2 (ja) | 積層アルミニウム材の製造方法及びそれを含む密閉型電池の製造方法 | |
| JP2015032441A (ja) | タブリード及び非水電解質電池 | |
| KR101182432B1 (ko) | 세퍼레이터 실링 장치 및 이를 적용한 이차전지의 제조방법 | |
| CN114497838A (zh) | 用于制造电池单池的方法 | |
| JP2014059954A (ja) | 角型電池缶及びその製造方法 | |
| KR101182643B1 (ko) | 각형 전지 케이스의 제조방법 | |
| TW201336141A (zh) | 金屬製之有底或密閉容器及其製造方法 | |
| JP2012035296A (ja) | 溶接方法 | |
| KR20050015922A (ko) | 개선된 전극탭 병렬결합구조를 갖는 이차전지 | |
| JP2017080792A (ja) | 溶接構造体の製造方法 | |
| KR20140117151A (ko) | 플럭스 라미네이티드 알루미늄 브레이징 용가재 스트립 | |
| JP2005123060A (ja) | 密閉型電池の製造法 | |
| JP2019106243A (ja) | 電池外装材、電池、およびそれらの製造方法 | |
| JP2014225332A5 (ja) | ||
| JP6353318B2 (ja) | ラミネートパック型電池 | |
| JP2013222588A (ja) | 二次電池の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160408 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160408 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20160408 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20160408 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20160426 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20160525 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20160610 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20160706 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160927 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170124 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170203 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6090923 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |