JP6046705B2 - フレキシブルブレードを有した繊維の搬送可撓管を備える繊維貼付機械 - Google Patents
フレキシブルブレードを有した繊維の搬送可撓管を備える繊維貼付機械 Download PDFInfo
- Publication number
- JP6046705B2 JP6046705B2 JP2014511925A JP2014511925A JP6046705B2 JP 6046705 B2 JP6046705 B2 JP 6046705B2 JP 2014511925 A JP2014511925 A JP 2014511925A JP 2014511925 A JP2014511925 A JP 2014511925A JP 6046705 B2 JP6046705 B2 JP 6046705B2
- Authority
- JP
- Japan
- Prior art keywords
- flexible
- fiber
- flexible tube
- blade
- tube
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000835 fiber Substances 0.000 title claims description 126
- 238000011144 upstream manufacturing Methods 0.000 claims description 48
- 239000002184 metal Substances 0.000 claims description 10
- 239000000463 material Substances 0.000 claims description 7
- 239000004033 plastic Substances 0.000 claims description 6
- 229920003023 plastic Polymers 0.000 claims description 6
- 208000002740 Muscle Rigidity Diseases 0.000 claims 2
- 238000005452 bending Methods 0.000 description 11
- 238000006073 displacement reaction Methods 0.000 description 10
- 229920001903 high density polyethylene Polymers 0.000 description 4
- 239000004700 high-density polyethylene Substances 0.000 description 4
- 210000000707 wrist Anatomy 0.000 description 3
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 239000002861 polymer material Substances 0.000 description 2
- 238000011084 recovery Methods 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004809 Teflon Substances 0.000 description 1
- 229920006362 Teflon® Polymers 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 239000000112 cooling gas Substances 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 229920005570 flexible polymer Polymers 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
- B29C70/38—Automated lay-up, e.g. using robots, laying filaments according to predetermined patterns
- B29C70/382—Automated fiber placement [AFP]
- B29C70/384—Fiber placement heads, e.g. component parts, details or accessories
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
- B29C70/38—Automated lay-up, e.g. using robots, laying filaments according to predetermined patterns
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
- B29C70/38—Automated lay-up, e.g. using robots, laying filaments according to predetermined patterns
- B29C70/382—Automated fiber placement [AFP]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H57/00—Guides for filamentary materials; Supports therefor
- B65H57/12—Tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/31—Textiles threads or artificial strands of filaments
- B65H2701/314—Carbon fibres
Landscapes
- Engineering & Computer Science (AREA)
- Robotics (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Mechanical Engineering (AREA)
- Moulding By Coating Moulds (AREA)
- Reinforced Plastic Materials (AREA)
Description
−繊維貼付ヘッドと、
−繊維格納手段と、
−前記格納手段から前記貼付手段に前記繊維を搬送するための搬送手段と、を含み、前記搬送手段は、前記格納手段を前記貼付ヘッドに接続する第1フレキシブルチューブを含み、第1フレキシブルチューブそれぞれは、その内部通路において繊維を収容することが可能であり、前記第1フレキシブルチューブは、取付システムによって前記貼付ヘッドの端部および前記格納手段に設けられ、フレキシブルチューブは、長方形断面の少なくとも1つの縦方向(長手方向)のフレキシブルブレードが設けられ、前記フレキシブルブレードは、前記フレキシブルチューブの内部通路に収容される繊維の搬送平面に実質的に平行に配置され、
前記各第1フレキシブルチューブと、それに関連するフレキシブルブレードは、前記第1フレキシブルチューブに関して前記フレキシブルブレードの相対的な縦方向の動きを可能としながら、第2フレキシブルチューブが前記第1フレキシブルチューブに対して前記フレキシブルブレードを保持するように第2フレキシブルチューブ、いわゆる保持チューブまたはガイドチューブに配置される。
Claims (18)
- 繊維貼付ヘッド(2)と、
繊維格納手段(3)と、
前記繊維格納手段から前記繊維貼付ヘッドに繊維を搬送するための搬送手段(4)と、を含み、
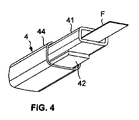
前記搬送手段は、前記繊維格納手段を前記繊維貼付ヘッドに接続する第1フレキシブルチューブ(41,141)を含み、第1フレキシブルチューブそれぞれは、その内部通路(412)において繊維を収容することが可能であり、前記第1フレキシブルチューブは、取付システム(6,8)によって前記繊維貼付ヘッドの端部および前記繊維格納手段に設けられ、前記各フレキシブルチューブは、長方形断面の少なくとも1つの縦方向のフレキシブルブレード(42,142)が設けられ、
前記各第1フレキシブルチューブ(41,141)と、それに関連するフレキシブルブレード(42,142)とが管内部に配置される第2フレキシブルチューブは、前記第1フレキシブルチューブに関して前記フレキシブルブレードの相対的な縦方向の動きを可能としながら、第2フレキシブルチューブと前記第1フレキシブルチューブとの間で前記フレキシブルブレードが接触状態で挟み込まれることにより前記フレキシブルブレードを保持し、
前記フレキシブルブレード(42,142)は、実質的に前記第1フレキシブルチューブ(41,141)の全長に沿って延伸し、前記第1フレキシブルチューブおよび前記フレキシブルブレードは、前記第1フレキシブルチューブに関して、前記フレキシブルブレードの相対的な縦方向の動きが可能となるように、前記取付システム(6,8)に対し、端部(42a,42b,41a,41b)によって組み付けられ、
前記フレキシブルブレード(42,142)および前記第1フレキシブルチューブ(41,141)における第1部材は、端部(42a,42b,41a,41b)によって前記取付システムに固定式で組み付けられ、前記フレキシブルブレードおよび前記第1フレキシブルチューブにおける第2部材は前記取付システムの1つに、少なくとも1つの端部によって縦方向の動きが自由な状態で組み付けられることを特徴とする、繊維貼付機械。 - 繊維貼付ヘッド(2)と、
繊維格納手段(3)と、
前記繊維格納手段から前記繊維貼付ヘッドに繊維を搬送するための搬送手段(4)と、を含み、
前記搬送手段は、前記繊維格納手段を前記繊維貼付ヘッドに接続する第1フレキシブルチューブ(41,141)を含み、第1フレキシブルチューブそれぞれは、その内部通路(412)において繊維を収容することが可能であり、前記第1フレキシブルチューブは、取付システム(6,8)によって前記繊維貼付ヘッドの端部および前記繊維格納手段に設けられ、前記各フレキシブルチューブは、長方形断面の少なくとも1つの縦方向のフレキシブルブレード(42,142)が設けられ、
前記各第1フレキシブルチューブ(41,141)と、それに関連するフレキシブルブレード(42,142)とが管内部に配置される第2フレキシブルチューブは、前記第1フレキシブルチューブに関して前記フレキシブルブレードの相対的な縦方向の動きを可能としながら、第2フレキシブルチューブと前記第1フレキシブルチューブとの間で前記フレキシブルブレードが接触状態で挟み込まれることにより前記フレキシブルブレードを保持し、
前記フレキシブルブレード(42)は、金属であり、前記第1フレキシブルチューブ(41)はプラスチック材料であり、前記第2フレキシブルチューブはプラスチック材料であることを特徴とする、繊維貼付機械。 - 繊維貼付ヘッド(2)と、
繊維格納手段(3)と、
前記繊維格納手段から前記繊維貼付ヘッドに繊維を搬送するための搬送手段(4)と、を含み、
前記搬送手段は、前記繊維格納手段を前記繊維貼付ヘッドに接続する第1フレキシブルチューブ(41,141)を含み、第1フレキシブルチューブそれぞれは、その内部通路(412)において繊維を収容することが可能であり、前記第1フレキシブルチューブは、取付システム(6,8)によって前記繊維貼付ヘッドの端部および前記繊維格納手段に設けられ、前記各フレキシブルチューブは、長方形断面の少なくとも1つの縦方向のフレキシブルブレード(42,142)が設けられ、
前記各第1フレキシブルチューブ(41,141)と、それに関連するフレキシブルブレード(42,142)とが管内部に配置される第2フレキシブルチューブは、前記第1フレキシブルチューブに関して前記フレキシブルブレードの相対的な縦方向の動きを可能としながら、第2フレキシブルチューブと前記第1フレキシブルチューブとの間で前記フレキシブルブレードが接触状態で挟み込まれることにより前記フレキシブルブレードを保持し、
前記第2フレキシブルチューブ(44,144)は波状になっていることを特徴とする、繊維貼付機械。 - 繊維貼付ヘッド(2)と、
繊維格納手段(3)と、
前記繊維格納手段から前記繊維貼付ヘッドに繊維を搬送するための搬送手段(4)と、を含み、
前記搬送手段は、前記繊維格納手段を前記繊維貼付ヘッドに接続する第1フレキシブルチューブ(41,141)を含み、第1フレキシブルチューブそれぞれは、その内部通路(412)において繊維を収容することが可能であり、前記第1フレキシブルチューブは、取付システム(6,8)によって前記繊維貼付ヘッドの端部および前記繊維格納手段に設けられ、前記各フレキシブルチューブは、長方形断面の少なくとも1つの縦方向のフレキシブルブレード(42,142)が設けられ、
前記各第1フレキシブルチューブ(41,141)と、それに関連するフレキシブルブレード(42,142)とが管内部に配置される第2フレキシブルチューブは、前記第1フレキシブルチューブに関して前記フレキシブルブレードの相対的な縦方向の動きを可能としながら、第2フレキシブルチューブと前記第1フレキシブルチューブとの間で前記フレキシブルブレードが接触状態で挟み込まれることにより前記フレキシブルブレードを保持し、
前記取付システム(6,8)のそれぞれは、前記フレキシブルブレードに対して反対の前記第1フレキシブルチューブ(41)に当接する少なくとも第1二次フレキシブルブレード(77a,97a,177a,197a)を含む二次剛性手段(76a,76b,96a,96b,77a,77b,97a,177a,197a)を含むことを特徴とする、繊維貼付機械。 - 前記フレキシブルブレード(42,142)は、実質的に前記第1フレキシブルチューブ(41,141)の全長に沿って延伸し、前記第1フレキシブルチューブおよび前記フレキシブルブレードは、前記第1フレキシブルチューブに関して、前記フレキシブルブレードの相対的な縦方向の動きが可能となるように、前記取付システム(6,8)に対し、端部(42a,42b,41a,41b)によって組み付けられることを特徴とする、請求項2〜4のいずれかに記載の繊維貼付機械。
- 前記フレキシブルブレード(42,142)および前記第1フレキシブルチューブ(41,141)における第1部材は、端部(42a,42b,41a,41b)によって前記取付システムに固定式で組み付けられ、前記フレキシブルブレードおよび前記第1フレキシブルチューブにおける第2部材は前記取付システムの1つに、少なくとも1つの端部によって縦方向の動きが自由な状態で組み付けられることを特徴とする、請求項5に記載の繊維貼付機械。
- 前記第2部材は、縦方向の動きが自由な状態で取付システムに、端部の1つによって組み付けられ、他の取付システムに、他の端部によって動きの自由がない状態で組み付けられることを特徴とする、請求項1に記載の繊維貼付機械。
- 前記フレキシブルブレード(42,142)は、前記取付システムに、端部の動きの自由がない状態で組み付けられることを特徴とする、請求項1,6,7に記載の繊維貼付機械。
- 前記第1フレキシブルチューブ(41,141)は、上流端部によって動きの自由がない状態で、前記取付システムのうち上流取付システム(6)に組み付けられ、前記繊維格納手段(3)に組み付けられ、前記繊維貼付ヘッドに組み付けられた前記取付システムのうち下流取付システム(8)に、下流端部によって縦方向の動きが自由な状態で組み付けられることを特徴とする、請求項8に記載の繊維貼付機械。
- 前記第1フレキシブルチューブ(41,141)は、実質的に平らな縦方向の外表面部を有し、外表面部に沿って前記フレキシブルブレード(42,142)は、前記第2フレキシブルチューブによって保持されることを特徴とする、請求項1〜9のいずれかに記載の繊維貼付機械。
- 前記第1フレキシブルチューブ(41,141)は、2つの長側壁および2つの短側壁を有する実質的に長方形断面を有し、前記フレキシブルブレード(42,142)は、前記第1フレキシブルチューブの前記2つの長側壁(411b)の1つに沿って前記第2フレキシブルチューブ(44,144)によって保持されることを特徴とする、請求項10に記載の繊維貼付機械。
- 前記第2フレキシブルチューブ(44,144)は、実質的に長方形断面を有することを特徴とする、請求項1〜11のいずれかに記載の繊維貼付機械。
- 前記フレキシブルブレード(42)は、金属であり、前記第1フレキシブルチューブ(41)はプラスチック材料であり、前記第2フレキシブルチューブはプラスチック材料であることを特徴とする、請求項1,3,4,7〜9のいずれかに記載の繊維貼付機械。
- 前記第2フレキシブルチューブ(44,144)は波状になっていることを特徴とする、請求項1,2,4,7のいずれかに記載の繊維貼付機械。
- 前記取付システム(6,8)それぞれは、各第1フレキシブルチューブのための支持またはカセットを含み、各支持は端部によって前記第1フレキシブルチューブに設けられた主通路を有し、端部によって前記フレキシブルブレードに設けられる二次通路を有することを特徴とする、請求項1〜14いずれかに記載の繊維貼付機械。
- 前記取付システム(6,8)のそれぞれは、前記フレキシブルブレードに対して反対の前記第1フレキシブルチューブ(41)に当接する少なくとも第1二次フレキシブルブレード(77a,97a,177a,197a)を含む二次剛性手段(76a,76b,96a,96b,77a,77b,97a,177a,197a)を含むことを特徴とする、請求項1〜3,7〜9のいずれかに記載の繊維貼付機械。
- 前記第1フレキシブルチューブ(41)に当接する前記取付システム(6,8)の前記第1二次フレキシブルブレード(177a,197a)は、共通する自由端(1177a,1197a)を有し、前記取付システム(6,8)のうち一方の取付システムの第1フレキシブルブレードの自由端(1777a)は前記第1フレキシブルチューブ(41)と他方の取付システムの前記第1二次フレキシブルブレードの自由端(1197a)との間に配置されることを特徴とする、請求項4に記載の繊維貼付機械。
- 前記第1フレキシブルチューブに当接する前記取付システムの前記第1二次フレキシブルブレードは、単一の連続的なフレキシブルブレードから形成され、前記ブレードは前記取付システムの1つの少なくとも1つの端部によって縦方向の動きが自由の状態で接続されることを特徴とする、請求項4に記載の繊維貼付機械。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1154449A FR2975335B1 (fr) | 2011-05-20 | 2011-05-20 | Machine d'application de fibres avec tubes flexibles d'acheminement de fibres munis de lames flexibles |
| FR1154449 | 2011-05-20 | ||
| PCT/FR2012/000195 WO2012160270A1 (fr) | 2011-05-20 | 2012-05-15 | Machine d'application de fibres avec tubes flexibles d'acheminement de fibres munis de lames flexibles |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014519998A JP2014519998A (ja) | 2014-08-21 |
| JP6046705B2 true JP6046705B2 (ja) | 2016-12-21 |
Family
ID=46321069
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014511925A Active JP6046705B2 (ja) | 2011-05-20 | 2012-05-15 | フレキシブルブレードを有した繊維の搬送可撓管を備える繊維貼付機械 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US9144945B2 (ja) |
| EP (1) | EP2709832B1 (ja) |
| JP (1) | JP6046705B2 (ja) |
| KR (1) | KR101944131B1 (ja) |
| CN (1) | CN103561941B (ja) |
| CA (1) | CA2836345C (ja) |
| ES (1) | ES2707299T3 (ja) |
| FR (1) | FR2975335B1 (ja) |
| WO (1) | WO2012160270A1 (ja) |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| PL2727693T3 (pl) * | 2012-11-05 | 2015-05-29 | Toho Tenax Europe Gmbh | Sposób wytwarzania tabletek z włókien |
| FR2999973B1 (fr) | 2012-12-21 | 2015-04-10 | Coriolis Composites | Procede de realisation de preformes a partir de fibres munies d'un liant et machine correspondante |
| DE102014201060A1 (de) * | 2014-01-22 | 2015-07-23 | Broetje-Automation Gmbh | Faserlegemaschine und Verfahren zur Herstellung von Fasergelegen |
| FR3016827B1 (fr) | 2014-01-24 | 2016-02-05 | Coriolis Composites | Procede de realisation de preformes a partir de fibres avec application en ligne d'un liant, et machine correspondante |
| WO2015145407A1 (en) | 2014-03-28 | 2015-10-01 | Composite Cluster Singapore Pte. Ltd. | Freespace composite manufacturing process and device |
| FR3037330B1 (fr) | 2015-06-09 | 2017-06-16 | Coriolis Composites | Cantre pour bobine de fibre |
| FR3043011B1 (fr) | 2015-10-28 | 2017-10-27 | Coriolis Composites | Machine d'application de fibres avec tete d'application comprenant des modules fonctionnels |
| FR3043009B1 (fr) | 2015-10-28 | 2018-05-18 | Coriolis Composites | Machine d'application de fibres avec tete d'application particuliere |
| FR3043012B1 (fr) | 2015-10-28 | 2017-10-27 | Coriolis Composites | Machine de placement de fibres avec tete d'application bidirectionnelle |
| FR3043010B1 (fr) | 2015-10-28 | 2017-10-27 | Coriolis Composites | Machine d'application de fibres avec systemes de coupe particuliers |
| FR3048373B1 (fr) | 2016-03-07 | 2018-05-18 | Coriolis Group | Procede de realisation de preformes avec application d'un liant sur fibre seche et machine correspondante |
| FR3051710B1 (fr) | 2016-05-26 | 2019-04-05 | Coriolis Group | Machine d’application de fibres continues comprenant un dispositif de freinage dispose dans la tete d’application et procede mettant en œuvre une telle machine |
| JP6378266B2 (ja) * | 2016-08-08 | 2018-08-22 | 株式会社椿本チエイン | ケーブル類保護案内装置 |
| FR3056438B1 (fr) | 2016-09-27 | 2019-11-01 | Coriolis Group | Procede de realisation de pieces en materiau composite par impregnation d'une preforme particuliere. |
| FR3070625B1 (fr) | 2017-09-07 | 2020-10-09 | Coriolis Composites | Procede de realisation de preformes avec application d’un liant sur fibre seche formee de plusieurs fibres initiales |
| US10926490B2 (en) * | 2018-04-09 | 2021-02-23 | The Boeing Company | Composite laminate forming apparatus and method therefor |
| FR3084278B1 (fr) | 2018-07-25 | 2020-07-17 | Coriolis Group | Machine d'application de fibres avec tubes flexibles d'acheminement de fibres munis de lames flexibles particulieres |
| DE102019118159A1 (de) * | 2019-07-04 | 2021-01-07 | Deutsches Zentrum für Luft- und Raumfahrt e.V. | Verfahren und Anlage zum automatisierten Legen von Fasermaterial |
| US11135787B1 (en) | 2020-09-17 | 2021-10-05 | Fives Machining Systems, Inc. | Automatically-threading fiber placement head |
| CN114407352A (zh) * | 2022-01-30 | 2022-04-29 | 西安交通大学 | 一种用于复合材料构件制造的连续纤维3d打印机及方法 |
| FR3135009B1 (fr) | 2022-05-02 | 2024-04-12 | Coriolis Group | Machine d’application de fibres avec tête d’application équipée d’un système limiteur de tension |
| FR3140574A1 (fr) | 2022-10-05 | 2024-04-12 | Coriolis Group | Machine d’application de fibres avec moyens d’acheminement de fibres particuliers |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3692601A (en) * | 1970-07-27 | 1972-09-19 | Goldworthy Eng Inc | Method for making a storage tank by applying continuous filaments to the interior surface of a rotating mold |
| GB9309305D0 (en) | 1993-05-06 | 1993-06-16 | Smith Colin P | Creel |
| US6251185B1 (en) * | 1999-04-02 | 2001-06-26 | Molded Fiber Glass Companies | System for delivering chopped fiberglass strands to a preform screen |
| AU2000265409B2 (en) * | 2000-06-13 | 2006-01-05 | Isogrid Composites Canada, Inc. | Method of placing fibers into channels of a mold and fiber placement head for accomplishing same |
| DE10037773C1 (de) * | 2000-08-03 | 2002-08-22 | Hennecke Gmbh | Verfahren und Vorrichtung zum Herstellen von mit Langfasern verstärkten Kunststoff-Formteilen |
| US6527533B2 (en) * | 2000-12-29 | 2003-03-04 | Ford Global Technologies, Inc. | Processing systems for automated manufacture of preforms |
| US7105071B2 (en) * | 2001-04-06 | 2006-09-12 | Ebert Composites Corporation | Method of inserting z-axis reinforcing fibers into a composite laminate |
| FR2882681B1 (fr) | 2005-03-03 | 2009-11-20 | Coriolis Composites | Tete d'application de fibres et machine correspondante |
| FR2912953B1 (fr) * | 2007-02-28 | 2009-04-17 | Coriolis Composites Sa | Machine d'application de fibres avec tubes flexibles d'acheminement de fibres |
| US20100276087A1 (en) * | 2007-10-16 | 2010-11-04 | Cincinnati Machine, Llc | Rotary clamp mechanism for a fiber placement head |
| CN101903272B (zh) * | 2007-12-25 | 2012-07-18 | 住友轻金属工业株式会社 | 平绕盘管的退绕方法 |
| FR2937582B1 (fr) | 2008-10-28 | 2010-12-17 | Coriolis Composites | Machine d'application de fibres avec tubes flexibles d'acheminement de fibres places dans une gaine froide |
-
2011
- 2011-05-20 FR FR1154449A patent/FR2975335B1/fr not_active Expired - Fee Related
-
2012
- 2012-05-15 KR KR1020137033555A patent/KR101944131B1/ko active IP Right Grant
- 2012-05-15 WO PCT/FR2012/000195 patent/WO2012160270A1/fr active Application Filing
- 2012-05-15 ES ES12728641T patent/ES2707299T3/es active Active
- 2012-05-15 US US14/119,139 patent/US9144945B2/en active Active
- 2012-05-15 JP JP2014511925A patent/JP6046705B2/ja active Active
- 2012-05-15 CN CN201280024555.9A patent/CN103561941B/zh active Active
- 2012-05-15 EP EP12728641.7A patent/EP2709832B1/fr active Active
- 2012-05-15 CA CA2836345A patent/CA2836345C/fr not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US20140182787A1 (en) | 2014-07-03 |
| FR2975335B1 (fr) | 2013-05-17 |
| CA2836345A1 (fr) | 2012-11-29 |
| KR101944131B1 (ko) | 2019-01-30 |
| EP2709832A1 (fr) | 2014-03-26 |
| KR20140045417A (ko) | 2014-04-16 |
| EP2709832B1 (fr) | 2018-10-24 |
| ES2707299T3 (es) | 2019-04-03 |
| WO2012160270A1 (fr) | 2012-11-29 |
| FR2975335A1 (fr) | 2012-11-23 |
| CN103561941B (zh) | 2016-03-30 |
| JP2014519998A (ja) | 2014-08-21 |
| CA2836345C (fr) | 2019-07-09 |
| US9144945B2 (en) | 2015-09-29 |
| CN103561941A (zh) | 2014-02-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6046705B2 (ja) | フレキシブルブレードを有した繊維の搬送可撓管を備える繊維貼付機械 | |
| KR101361994B1 (ko) | 연성 섬유 이송 튜브를 가진 섬유 적용 기계 | |
| JP6002206B2 (ja) | 安全装置を備えた繊維貼付装置 | |
| US8667999B2 (en) | Fiber application machine provided with flexible fiber conveying tubes arranged within a cold sheath | |
| US8733417B2 (en) | Fiber application machine | |
| RU2476320C2 (ru) | Головка для нанесения волокон с устройствами для разрезания отдельных волокон | |
| US20120228437A1 (en) | Articulated cable protection and guide apparatus | |
| ES2353626T3 (es) | Dispositivo de montaje de una correa provista de un sistema de fijación por bolas. | |
| US20180047482A1 (en) | Electric wire bundle, apparatus for manufacturing electric wire bundle, and method for manufacturing electric wire bundle | |
| US20210229375A1 (en) | Fiber application head comprising heating means associated with functional modules | |
| KR20220036589A (ko) | 섬유 공급장치 및 이를 포함하는 연속섬유 강화 열가소성 복합재 제조장치 | |
| KR20220012237A (ko) | 복합 구조체를 적층 제조하기 위한 시스템 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150109 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20151120 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151201 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160223 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160524 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20160728 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161014 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161108 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161117 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6046705 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |