JP6014331B2 - ホットワイヤ供給装置 - Google Patents
ホットワイヤ供給装置 Download PDFInfo
- Publication number
- JP6014331B2 JP6014331B2 JP2012009937A JP2012009937A JP6014331B2 JP 6014331 B2 JP6014331 B2 JP 6014331B2 JP 2012009937 A JP2012009937 A JP 2012009937A JP 2012009937 A JP2012009937 A JP 2012009937A JP 6014331 B2 JP6014331 B2 JP 6014331B2
- Authority
- JP
- Japan
- Prior art keywords
- wire
- cooling
- power supply
- unit
- hot wire
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Landscapes
- Arc Welding In General (AREA)
- Laser Beam Processing (AREA)
Description
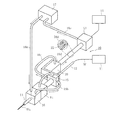
図1及び図2は本発明に係るホットワイヤ供給装置の一実施例を示しており、この実施例では、本発明に係るホットワイヤ供給装置をレーザホットワイヤ溶接機に採用した場合を例に挙げて説明する。
11 溶接ワイヤの送給機構
13 ノズルチップ
14 給電部
15 ワイヤ加熱電源
16 冷却部
18a〜18e 冷却ホース(冷却媒体流路)
22 給電ケーブル
BW 溶融部分
W 溶接ワイヤ
Wa 溶接ワイヤの先端部
Claims (2)
- 溶接ワイヤに通電して加熱しつつ溶融部分に送り込むホットワイヤ供給装置であって、
前記溶接ワイヤの送給機構と、
この送給機構から送出される前記溶接ワイヤの先端部を前記溶融部分に向けて案内支持するノズルチップと、
このノズルチップ近傍に位置する給電部と、
この給電部を介して前記溶接ワイヤに電源を供給するワイヤ加熱電源を備えたホットワイヤ供給装置において、
冷却媒体を通過させることで前記ノズルチップ及び前記給電部を冷却する冷却部を設けると共に、この冷却部に対する冷却媒体の供給排出を行う冷却媒体流路のうちの前記冷却部を通過した冷却水を排出する側の冷却媒体流路を前記ワイヤ加熱電源から前記給電部に対する給電を行う給電ケーブルに一体的に配置した
ことを特徴とするホットワイヤ供給装置。 - 前記給電ケーブルに一体的に配置される前記冷却部を通過した冷却水を排出する側の前記冷却媒体流路を冷却ホースとし、この冷却ホースに前記給電ケーブルを収納してある請求項1に記載のホットワイヤ供給装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012009937A JP6014331B2 (ja) | 2012-01-20 | 2012-01-20 | ホットワイヤ供給装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012009937A JP6014331B2 (ja) | 2012-01-20 | 2012-01-20 | ホットワイヤ供給装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013146768A JP2013146768A (ja) | 2013-08-01 |
| JP6014331B2 true JP6014331B2 (ja) | 2016-10-25 |
Family
ID=49044841
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012009937A Active JP6014331B2 (ja) | 2012-01-20 | 2012-01-20 | ホットワイヤ供給装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6014331B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11241753B2 (en) | 2016-07-08 | 2022-02-08 | Norsk Titanium As | Contact tip contact arrangement for metal welding |
| US10709006B2 (en) * | 2016-07-08 | 2020-07-07 | Norsk Titanium As | Fluid-cooled contact tip assembly for metal welding |
| CN107186323A (zh) * | 2017-07-21 | 2017-09-22 | 哈尔滨工业大学 | 用于热丝tig焊接的焊丝加热装置 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3565985B2 (ja) * | 1996-04-26 | 2004-09-15 | 愛知産業株式会社 | 半自動tig溶接装置 |
| JP2001138053A (ja) * | 1999-11-05 | 2001-05-22 | Aiko Engineering Kk | ホットワイヤー半自動tig溶接装置 |
| JP5088048B2 (ja) * | 2007-08-24 | 2012-12-05 | 株式会社安川電機 | Tigアーク溶接装置 |
-
2012
- 2012-01-20 JP JP2012009937A patent/JP6014331B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013146768A (ja) | 2013-08-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3200387U (ja) | 溶接パッドルと共にコンシューマブルを用いるシステム | |
| KR101855686B1 (ko) | 반자동 용접 시스템, 변환용 어댑터 키트, 및 용접용 토치 | |
| JP3198223U (ja) | ホットワイヤプロセス中にコンシューマブルを過熱するための方法及びシステム | |
| US11000913B2 (en) | Welding device with a laser preheater for filler wire | |
| JP6014331B2 (ja) | ホットワイヤ供給装置 | |
| US20080169336A1 (en) | Apparatus and method for deep groove welding | |
| CN109475980A (zh) | 激光焊接、包覆和/或增材制造系统以及激光焊接、包覆和/或增材制造的方法 | |
| JP2019136726A (ja) | レーザクラッディング装置 | |
| JP2012030262A (ja) | レーザ溶接方法とレーザ溶接装置 | |
| KR100881465B1 (ko) | 자동 용접용 위빙 토치장치 | |
| JP6502340B2 (ja) | 狭い溝において溶接接合部を作り出すための装置 | |
| JP2012206145A (ja) | ホットワイヤレーザ溶接方法と装置 | |
| JP5499590B2 (ja) | レーザー溶接装置 | |
| JP2015009254A (ja) | 狭開先用溶接装置 | |
| KR101667273B1 (ko) | Tig 용접을 위한 와이어 송급장치 | |
| JP2013193085A (ja) | 溶接システム | |
| KR101268734B1 (ko) | 세라믹 코팅된 팁을 이용한 2전극 전기 가스 아크 용접장치 | |
| JP5909350B2 (ja) | フイラーワイヤ案内装置 | |
| JP2010064095A (ja) | 複合溶接方法 | |
| JP2010227947A (ja) | アーク溶接装置、溶接ロボット及びアーク溶接方法 | |
| JP5700997B2 (ja) | 溶接ヘッドおよびそれを備えた溶接装置 | |
| KR101304694B1 (ko) | 탄뎀 일렉트로 가스 아크 용접 장치 | |
| JP2019084571A (ja) | 肉盛溶接装置 | |
| KR101135237B1 (ko) | 반자동 플라즈마 용접토치 | |
| KR101253839B1 (ko) | 일렉트로 가스 아크 용접 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150106 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160114 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160203 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160331 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160831 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160926 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6014331 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |