JP5967180B2 - 薄板金属孔明け用のパンチ及びこれを用いた薄板金属の孔明け装置 - Google Patents
薄板金属孔明け用のパンチ及びこれを用いた薄板金属の孔明け装置 Download PDFInfo
- Publication number
- JP5967180B2 JP5967180B2 JP2014249447A JP2014249447A JP5967180B2 JP 5967180 B2 JP5967180 B2 JP 5967180B2 JP 2014249447 A JP2014249447 A JP 2014249447A JP 2014249447 A JP2014249447 A JP 2014249447A JP 5967180 B2 JP5967180 B2 JP 5967180B2
- Authority
- JP
- Japan
- Prior art keywords
- punch
- outer edge
- hole
- sheet metal
- conical
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Description
2 上型ホルダ
3 押圧板
4 弾性部材
5 押圧パッド
6 ボルト
7 パンチホルダ
8 薄板金属
9 下型
10 ダイス
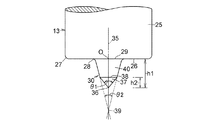
13 パンチ
25 パンチ本体
26 端面
27、28 外縁
29 底面
30 突起
36 頂点
37 円錐部
38 底面
39 頂点
40 截頭円錐部
Claims (4)
- 柱状のパンチ本体と、このパンチ本体の一方の端面に、当該端面の第一の外縁の中心と同心であって当該第一の外縁の径よりも小さな直径を有する第二の外縁を有する底面をもって一体的に設けられた錐状の突起とを具備しており、錐状の突起は、該端面の第一の外縁の中心を通る中心軸上に頂点を有している円錐部と、第二の外縁の直径よりも小さな直径を有した円錐部の底面に一体的に形成されていると共に第二の外縁を有する底面及び該端面の第一の外縁の中心を通る中心軸上に頂点を有している截頭円錐部とを有しており、円錐部は、截頭円錐部の頂角よりも大きな頂角を有しており、円錐部の外面と截頭円錐部の外面とは、角部がなく滑らかに連続しており、円錐部の頂角は、70°から90°であって、截頭円錐部の頂角は、20°から30°である薄板金属孔明け用のパンチ。
- 柱状のパンチ本体と、このパンチ本体の一方の端面に、当該端面の第一の外縁の中心と同心であって当該第一の外縁の径よりも小さな直径を有する第二の外縁を有する底面をもって一体的に設けられた錐状の突起とを具備しており、錐状の突起は、該端面の第一の外縁の中心を通る中心軸上に頂点を有している円錐部と、第二の外縁の直径よりも小さな直径を有した円錐部の底面に一体的に形成されていると共に第二の外縁を有する底面及び該端面の第一の外縁の中心を通る中心軸上に頂点を有している截頭円錐部とを有しており、円錐部は、截頭円錐部の頂角よりも大きな頂角を有しており、円錐部の外面と截頭円錐部の外面とは、角部をもって連接しており、円錐部の頂角は、70°から90°であって、截頭円錐部の頂角は、20°から30°である薄板金属孔明け用のパンチ。
- 孔を有したダイスの一方の面に配された薄板金属に錐状の突起により当該ダイスの孔に対応する薄板金属の部分に突き破り孔を明け、突き破り孔に挿入された突起でダイスに対して薄板金属の移動を規制した状態で更にパンチをダイスの孔に挿入することによりパンチ本体の一方の端面の周りで薄板金属を引っ張り破断させて薄板金属に貫通孔を形成するようになっている請求項1又は2に記載の薄板金属孔明け用のパンチ。
- 請求項1から3のいずれか一項に記載の薄板金属孔明け用のパンチと、このパンチが挿入される孔を有したダイスとを具備しており、突起により薄板金属に突き破り孔を形成し、この突き破り孔に挿入された突起で薄板金属の移動を規制し、その後、パンチ本体の一方の端面の周りで薄板金属を破断させて薄板金属に貫通孔を形成するようになっている薄板金属の孔明け装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014249447A JP5967180B2 (ja) | 2014-12-09 | 2014-12-09 | 薄板金属孔明け用のパンチ及びこれを用いた薄板金属の孔明け装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014249447A JP5967180B2 (ja) | 2014-12-09 | 2014-12-09 | 薄板金属孔明け用のパンチ及びこれを用いた薄板金属の孔明け装置 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011019276A Division JP5794611B2 (ja) | 2011-01-31 | 2011-01-31 | 薄板金属孔明け用のパンチ及びこれを用いた薄板金属の孔明け装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2015051462A JP2015051462A (ja) | 2015-03-19 |
| JP2015051462A5 JP2015051462A5 (ja) | 2015-09-03 |
| JP5967180B2 true JP5967180B2 (ja) | 2016-08-10 |
Family
ID=52700892
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014249447A Active JP5967180B2 (ja) | 2014-12-09 | 2014-12-09 | 薄板金属孔明け用のパンチ及びこれを用いた薄板金属の孔明け装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5967180B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6583366B2 (ja) * | 2017-08-21 | 2019-10-02 | マツダ株式会社 | 穴明け用パンチ、該パンチを備えた穴明け用金型、及び該パンチを用いた穴明け方法 |
| CN107838267A (zh) * | 2017-10-31 | 2018-03-27 | 滁州市艾德模具设备有限公司 | 用于模具中的防跳废料结构 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3559445A (en) * | 1968-05-06 | 1971-02-02 | Everett D Hougen | Pipercing tool for sheet material |
| JPS5424388A (en) * | 1977-07-27 | 1979-02-23 | Hitachi Ltd | Punching processing method |
| JP3705979B2 (ja) * | 1999-12-13 | 2005-10-12 | 日産自動車株式会社 | 筒状部材の液圧成形におけるバーリング加工方法 |
| JP4556326B2 (ja) * | 2000-11-19 | 2010-10-06 | 株式会社ワンズ | 薄板金属のプレス穴あけ方法及びプレス金型 |
| CN100415403C (zh) * | 2003-04-30 | 2008-09-03 | 有限会社旺兹 | 金属薄板冲孔的冲头和具有该冲头的金属薄板冲制设备 |
| JP4775782B2 (ja) * | 2004-03-17 | 2011-09-21 | 株式会社ワンズ | 孔明け装置 |
| JP4830759B2 (ja) * | 2006-09-26 | 2011-12-07 | オイレス工業株式会社 | 薄板金属の孔明け用のパンチ及びそのパンチを具備した薄板金属の孔明け装置並びに薄板金属の孔明け方法 |
| JP2008155216A (ja) * | 2006-12-20 | 2008-07-10 | Oiles Ind Co Ltd | 薄板金属の孔明け用のパンチ及びこのパンチを具備した薄板金属の孔明け装置並びにその方法 |
| JP5141093B2 (ja) * | 2007-05-22 | 2013-02-13 | 株式会社ワンズ | 薄板金属孔明け用のダイス及びこのダイスを具備した薄板金属用孔明け装置 |
-
2014
- 2014-12-09 JP JP2014249447A patent/JP5967180B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015051462A (ja) | 2015-03-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2153915B1 (en) | Thin plate metal punching apparatus | |
| JP4556870B2 (ja) | 薄板金属の孔明け用のパンチ及びこのパンチを具備した薄板金属の孔明け装置 | |
| JP5794611B2 (ja) | 薄板金属孔明け用のパンチ及びこれを用いた薄板金属の孔明け装置 | |
| JP5967180B2 (ja) | 薄板金属孔明け用のパンチ及びこれを用いた薄板金属の孔明け装置 | |
| JP2008155216A (ja) | 薄板金属の孔明け用のパンチ及びこのパンチを具備した薄板金属の孔明け装置並びにその方法 | |
| JP2010260078A5 (ja) | ||
| WO2009153833A1 (ja) | 薄板金属の孔明け用のパンチ及びこのパンチを具備した薄板金属の孔明け装置並びにその方法 | |
| JP5678933B2 (ja) | 薄板金属の孔明け用のパンチを具備した薄板金属の孔明け装置 | |
| JP5577666B2 (ja) | 薄板金属の孔明け装置及びそれに用いられるダイス | |
| JP4985174B2 (ja) | 薄板金属の孔開け装置及びその方法 | |
| JP4830759B2 (ja) | 薄板金属の孔明け用のパンチ及びそのパンチを具備した薄板金属の孔明け装置並びに薄板金属の孔明け方法 | |
| CN204108093U (zh) | 一种小孔径钣金冲孔装置 | |
| JP5799992B2 (ja) | 薄板金属の孔開け装置 | |
| JP5459230B2 (ja) | 薄板金属の孔開け装置及びその方法 | |
| JP5857446B2 (ja) | 薄板金属の孔明け用のパンチユニット及びこのパンチユニットを具備した薄板金属の孔明け装置 | |
| JP2012210662A5 (ja) | ||
| JP2010264474A (ja) | 皿穴形成方法及びダイ金型、パンチ金型 | |
| CN103350141B (zh) | 用于金属板的钻孔冲头、包括该冲头的金属板钻孔设备及其方法 | |
| JP2014046342A (ja) | パンチ強制戻し機構およびパンチ加工装置 | |
| JP2006175477A (ja) | ストリッパー荷重可変式プレス金型 | |
| JP2013013901A (ja) | 穴抜きパンチ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150106 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150106 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7426 Effective date: 20150108 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20150108 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150721 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20151211 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151222 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160222 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160607 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160620 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5967180 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |