JP5944667B2 - アーク溶接システム - Google Patents
アーク溶接システム Download PDFInfo
- Publication number
- JP5944667B2 JP5944667B2 JP2012005088A JP2012005088A JP5944667B2 JP 5944667 B2 JP5944667 B2 JP 5944667B2 JP 2012005088 A JP2012005088 A JP 2012005088A JP 2012005088 A JP2012005088 A JP 2012005088A JP 5944667 B2 JP5944667 B2 JP 5944667B2
- Authority
- JP
- Japan
- Prior art keywords
- time
- circuit
- welding
- arc
- consumable electrode
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images








Landscapes
- Arc Welding Control (AREA)
Description
P(t)=Ct+Tw−Te(Ct+Tw) ・・・・(4)’
ただし、Ctは、アーク状態変化が生じた変化時刻、Twは、定数である単位期間、Te(t)は、(5)式で算出される時刻tの関数である補正値である。
Te(t)=α(t−(t21)) ・・・(5)
ただし、αは、正の値の予め得られた係数であり、時刻t21は、送給停止信号が生成された時刻である。
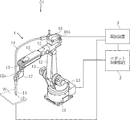
図1に示すアーク溶接システムA1は、溶接ロボット1と、ロボット制御装置2と、電源装置3とを備える。
次に、図8、図9をさらに用いて、アーク溶接システムA1を用いたアーク溶接方法について説明する。図8は、本実施形態のアーク溶接方法の定常溶接状態における、各信号等を示すタイミングチャートである。
θ(t)=(2π/Tw)・(t−(n−1)Tw)
((n−1)Tw≦t<nTw) (nは整数) ・・・・(1)
V1(t)=Va・cos(θ(t))・・・・(2)
(2)式においてVaは振幅であり、一定の値である。このように、変化量V1(t)は周期的に変化する。
V2(t)=Vf+Va・cos(θ(t))・・・・(3)
アーク発生期間Taは、アークa1を発生させ母材Wを加熱するための期間である。図8(g)に示すように、アーク発生期間Taのほぼ全期間(時刻t1〜時刻t3)において、電源特性切替信号SwはHighレベルとなっている。そのため、時刻t1〜時刻t3において、電源回路31の電源特性は定電圧特性となっている。また、同図(c)に示すように、時刻t2において、消耗電極15が後退送給される状態から前進送給される状態に変化する。
<時刻t3〜降下時刻td1>
短絡期間Tsは、消耗電極15の先端を母材Wに接触させ消耗電極15の一部を母材Wに移行させるための期間である。消耗電極15が前進送給されることにより、時刻t3において、消耗電極15と母材Wとが接触し消耗電極15と母材Wとが短絡する。消耗電極15と母材Wとが短絡すると、図8(d)に示すように、時刻t3において、溶接電圧Vwの値が急激に低下する。時刻t3〜降下時刻td1において、ジュール熱により消耗電極15が溶融し、消耗電極15と母材Wとの接触面積が徐々に大きくなる。これにより、消耗電極15から母材Wに流れる溶接電流Iwに対する抵抗値が小さくなり、図8(f)に示すように、溶接電流Iwの値が徐々に上昇する。図8(c)に示すように、時刻t3〜降下時刻td1においては、消耗電極15は前進送給されている。しかし、時刻t3〜降下時刻td1においては、消耗電極15は、上述のように溶融し軟化しているため座屈しにくくなっている。
図8(g)に示すように、算出回路35の計算回路352は、降下時刻td1において、電源特性切替信号SwをHighレベルからLowレベルに変化させる。これにより、電源回路31の電源特性が定電流特性に変化する。一方、同図(e)に示すように、電流制御回路32は、溶接電流Iwを比較的小さなスパッタ抑制電流値ir1で通電させるための電流設定信号Irを電源回路31(本実施形態においては、電流誤差計算回路EI)に送っている。そのため、同図(f)に示すように、降下時刻td1に至ると、溶接電流Iwの値がスパッタ抑制電流値ir1まで降下し、溶接電流Iwとしてスパッタ抑制電流Iw1が流れる。なお、降下時刻td1の決定方法は後述する。そして、同図(c)に示すように、時刻t4において、消耗電極15が前進送給される状態から後退送給される状態に変化する。
時刻t5において、消耗電極15と母材Wとが離間し、アークa1が発生する。すなわち、上述のアーク状態変化Ch1(短絡が解消し消耗電極15および母材Wの間にアークa1が発生すること)が生じる。時刻t5、すなわちアーク状態変化Ch1が生じた時刻において、スパッタ抑制電流Iw1の通電は継続している。スパッタ抑制電流Iw1の電流値は、比較的小さいスパッタ抑制電流値ir1であるから、アークa1の発生時に生じうるスパッタの発生を抑制できる。消耗電極15と母材Wとの短絡が解消すると、図8(d)に示すように、時刻t5において、溶接電圧Vwの値が急激に上昇する。この溶接電圧Vwの値の上昇に基づき、アーク状態検出回路351は、アーク状態変化Ch1を検出し、アーク状態変化検出信号As1を計算回路352に送る。計算回路352は、アーク状態変化検出信号As1を受けた後の時刻tu1において、電源特性切替信号SwをLowレベルからHighレベルに変化させる。これにより、電源回路31の電源特性が定電圧特性に変化する。そして、同図(f)に示すように、溶接電流Iwの値が母材Wを熱するのに十分な値にまで上昇し、上述と同様の工程が再び行われる。
Pt=Ct+Tw ・・・・(4)
(4)式は、速度V2(t)が単位期間Twを一周期として周期的に変化するため、アーク状態変化Ch1も単位期間Twを一周期として周期的に生じることを利用している。
Pt=Ct+Tw−Te(Ct+Tw) ・・・・(4)’
(4)’式における、補正値Te(t)は、tの関数であり、下記(5)式によって表される(図9(i)も参照)。
Te(t)=α(t−(t21)) ・・・・(5)
ここで、αは、正の値であり、時刻t21における送給装置16の送給速度Vfを引数とする実験によって求められた係数である。
1 溶接ロボット
11 ベース部材
12 アーム
12a アーム
13 モータ
14 溶接トーチ
141 コンタクトチップ
142 ノズル
143 開口
15 消耗電極
16 送給装置
161 送給モータ
162 プッシュ装置
17 経路長変化装置
171 モータ
172 偏芯シャフト
173 カム機構
174a ベアリング
174b ベアリング
175 マウント
176 ブッシュ
177 シャフト
19 コンジットケーブル
191 コイルライナ
192 被覆チューブ
2 ロボット制御装置
21 動作制御回路
211 終了判断回路
23 ティーチペンダント
3 電源装置
31 電源回路
32 電流制御回路
33 電圧制御回路
35 算出回路
351 アーク状態検出回路
352 計算回路
353 設定時間記憶部
36 送給制御回路
37 経路長制御回路
38 送給停止検知回路
39 電流値記憶部
a1 アーク
As1 アーク状態変化検出信号
Ch1 アーク状態変化
Ct 変化時刻
Ea 誤差信号
EI 電流誤差計算回路
Ei 電流誤差信号
EV 電圧誤差計算回路
Ev 電圧誤差信号
Fc 送給速度制御信号
ID 電流検出回路
Id 電流検出信号
Ir 電流設定信号
ir1 スパッタ抑制電流値
Iw 溶接電流
Iw1 スパッタ抑制電流
La 送給経路長
MC 電力発生回路
Ms 動作制御信号
Pt 予測時刻
SG シールドガス
Sst 送給停止検知信号
SW 電源特性切替回路
Sw 電源特性切替信号
Sθ 回転角信号
Ta アーク発生期間
Tb 設定時間
Te(t) 補正値
Ts 短絡期間
Tta アンチスティック時間
V1(t) 変化量
V2(t) 速度
VD 電圧検出回路
Vd 電圧検出信号
Vf 送給速度
VR ロボット移動速度
Vr 電圧設定信号
Vw 溶接電圧
Vwa アンチスティック電圧
W 母材
Wc 回転速度信号
WL ワイヤリール
Ws 溶接終了指示信号
θ(t) 回転角
Claims (4)
- 駆動源としての送給モータを有し、消耗電極を溶接トーチに向かって送り出す送給装置と、
モータの駆動力によって回転する偏心シャフトおよび当該偏心シャフトに連結されたカム機構を用いて、上記消耗電極が挿通されるコンジットケーブルのコイルライナを往復動させることにより、上記消耗電極のうち、上記消耗電極の軸線方向における上記送給装置から上記溶接トーチに至る長さを、周期的に変化させる経路長変化装置と、
上記消耗電極および母材の間に流れる溶接電流の値を降下させる降下時刻を算出する算出回路と、
上記降下時刻に至ると、上記溶接電流の値を降下させることにより、上記溶接電流としてスパッタ抑制電流の通電を開始する電源回路と、
上記送給装置の駆動を停止するための送給停止指示信号を、上記送給装置に送る送給制御回路と、を備え、
上記電源回路は、上記消耗電極および上記母材の短絡が発生したこと、および、上記短絡が解消し上記消耗電極および上記母材の間にアークが発生したこと、のいずれか一方であるアーク状態変化が生じた時刻であって、上記降下時刻以降に初めて到来するアーク状態変化が生じた時刻において、上記スパッタ抑制電流の通電を継続し、
上記算出回路は、上記送給停止指示信号が生成されると、連続する上記降下時刻の間隔が短くなるように、(4)’式および(5)式によって求められる予測時刻P(t)から予め定められた設定時間だけ前の時刻を上記降下時刻として算出する、アーク溶接システム。
P(t)=Ct+Tw−Te(Ct+Tw) ・・・・(4)’
ただし、Ctは、アーク状態変化が生じた変化時刻、Twは、定数である単位期間、Te(t)は、(5)式で算出される時刻tの関数である補正値である。
Te(t)=α(t−(t21)) ・・・(5)
ただし、αは、正の値の予め得られた係数であり、時刻t21は、送給停止信号が生成された時刻である。 - 上記送給装置による上記消耗電極の送給が停止したと判断すると、送給停止検知信号を送る送給停止検知回路と、
上記送給停止検知信号を受けると、上記経路長変化装置の駆動を停止するための経路長変化停止信号を、上記経路長変化装置に送る経路長制御回路と、を更に備える、請求項1に記載のアーク溶接システム。 - 上記電源回路は、上記送給停止検知信号が生成された後に、上記短絡が解消し上記アークが発生した時刻から、上記消耗電極と上記母材との間にアンチスティック電圧の印加を開始する、請求項2に記載のアーク溶接システム。
- 上記経路長制御回路は、上記電源回路が上記アンチスティック電圧の印加を開始した後に、上記経路長変化停止信号を、上記経路長変化装置に送る、請求項3に記載のアーク溶接システム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012005088A JP5944667B2 (ja) | 2012-01-13 | 2012-01-13 | アーク溶接システム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012005088A JP5944667B2 (ja) | 2012-01-13 | 2012-01-13 | アーク溶接システム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013144301A JP2013144301A (ja) | 2013-07-25 |
| JP5944667B2 true JP5944667B2 (ja) | 2016-07-05 |
Family
ID=49040430
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012005088A Expired - Fee Related JP5944667B2 (ja) | 2012-01-13 | 2012-01-13 | アーク溶接システム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5944667B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5960437B2 (ja) * | 2012-01-20 | 2016-08-02 | 株式会社ダイヘン | アーク溶接システム |
| JP5895914B2 (ja) * | 2013-09-19 | 2016-03-30 | 株式会社安川電機 | ロボット |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60199573A (ja) * | 1984-03-24 | 1985-10-09 | Mitsubishi Heavy Ind Ltd | シヨ−トア−ク溶接法 |
| JPH091332A (ja) * | 1995-06-15 | 1997-01-07 | Toyota Motor Corp | ワイヤ消耗式パルスアーク溶接機 |
| JP4745453B1 (ja) * | 2010-09-30 | 2011-08-10 | 株式会社ダイヘン | アーク溶接装置 |
-
2012
- 2012-01-13 JP JP2012005088A patent/JP5944667B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013144301A (ja) | 2013-07-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5933947B2 (ja) | アーク溶接方法およびアーク溶接システム | |
| JP5139587B2 (ja) | アーク溶接方法 | |
| JP4745453B1 (ja) | アーク溶接装置 | |
| JP5960437B2 (ja) | アーク溶接システム | |
| JP5758130B2 (ja) | アーク溶接方法 | |
| JP5502414B2 (ja) | アーク溶接方法およびアーク溶接システム | |
| JP5944667B2 (ja) | アーク溶接システム | |
| JP5596394B2 (ja) | アーク溶接方法 | |
| JP5944664B2 (ja) | アーク溶接システム | |
| JP5410220B2 (ja) | アーク溶接方法およびアーク溶接システム | |
| JP5483555B2 (ja) | アーク溶接方法 | |
| JP5626866B2 (ja) | アーク溶接方法およびアーク溶接システム | |
| JP4848036B2 (ja) | アーク溶接方法 | |
| CN111468802B (zh) | 具有集成开关的用于受控短路焊接过程的系统和方法 | |
| JP2010214399A (ja) | アーク溶接方法 | |
| CA3068228C (en) | Systems and methods for controlled arc and short phase time adjustment | |
| JP2014069200A (ja) | アーク溶接方法 | |
| JP5468841B2 (ja) | アーク溶接方法およびアーク溶接システム | |
| JP2012061475A (ja) | アーク溶接方法、溶接電源装置、およびアーク溶接システム | |
| JP5577210B2 (ja) | 2電極アーク溶接方法および2電極アーク溶接システム | |
| JP5808953B2 (ja) | アーク溶接システムおよびアーク溶接方法 | |
| JP5808958B2 (ja) | アーク溶接方法 | |
| JP5855848B2 (ja) | アーク溶接システム | |
| JP2008221307A (ja) | 溶接トーチ及びロボットアーク溶接のアークスタート方法 | |
| US20200206836A1 (en) | Systems and methods for controlling heat input during short-circuiting type welding processes |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20141128 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160105 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160304 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160524 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160526 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5944667 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |