JP5832461B2 - 高粘性塗料の塗布ノズル - Google Patents
高粘性塗料の塗布ノズル Download PDFInfo
- Publication number
- JP5832461B2 JP5832461B2 JP2013027887A JP2013027887A JP5832461B2 JP 5832461 B2 JP5832461 B2 JP 5832461B2 JP 2013027887 A JP2013027887 A JP 2013027887A JP 2013027887 A JP2013027887 A JP 2013027887A JP 5832461 B2 JP5832461 B2 JP 5832461B2
- Authority
- JP
- Japan
- Prior art keywords
- slit
- nozzle
- paint
- viscosity paint
- viscosity
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B1/00—Nozzles, spray heads or other outlets, with or without auxiliary devices such as valves, heating means
- B05B1/02—Nozzles, spray heads or other outlets, with or without auxiliary devices such as valves, heating means designed to produce a jet, spray, or other discharge of particular shape or nature, e.g. in single drops, or having an outlet of particular shape
- B05B1/04—Nozzles, spray heads or other outlets, with or without auxiliary devices such as valves, heating means designed to produce a jet, spray, or other discharge of particular shape or nature, e.g. in single drops, or having an outlet of particular shape in flat form, e.g. fan-like, sheet-like
- B05B1/044—Slits, e.g. narrow openings defined by two straight and parallel lips; Elongated outlets for producing very wide discharges, e.g. fluid curtains
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B13/00—Machines or plants for applying liquids or other fluent materials to surfaces of objects or other work by spraying, not covered by groups B05B1/00 - B05B11/00
- B05B13/02—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work
- B05B13/04—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work the spray heads being moved during spraying operation
- B05B13/0431—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work the spray heads being moved during spraying operation with spray heads moved by robots or articulated arms, e.g. for applying liquid or other fluent material to three-dimensional [3D] surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
- B05C5/0208—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work for applying liquid or other fluent material to separate articles
- B05C5/0212—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work for applying liquid or other fluent material to separate articles only at particular parts of the articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
- B05C5/0254—Coating heads with slot-shaped outlet
Landscapes
- Engineering & Computer Science (AREA)
- Robotics (AREA)
- Coating Apparatus (AREA)
- Nozzles (AREA)
Description
前記ノズルスリットは、その幅方向寸法が内部空間側のノズルスリット入口から塗料吐出先端部側のノズルスリット出口へ向けて拡大する略扇台形状に構成され、前記ノズルスリットは、前記ノズルスリット出口の円弧形状の端点同士を直線で結んだ弦をスリット幅とすると共に、該弦を底辺とし45°未満の所定のスリット角度を底角とする二等辺三角形の2つの等辺に挟まれた頂点に向かって、ノズルスリット出口側からノズルスリット入口側へ向けて収斂しており、前記ノズルスリット出口の円弧形状は、前記頂点と各前記端点との距離を第一半径、該頂点と該ノズルスリット出口の幅方向中央の中点との距離を第二半径としたとき、該第二半径を該第一半径で除した半径率が1よりも大きい形状を呈しており、前記塗料吐出先端部側から見た前記ノズルスリット出口のスリット開口面積は、前記高粘性塗料の吐出量3000〜10000cc/minに対して、該ノズルスリット出口を通過する該高粘性塗料のせん断速度が5000〜20000s−1となる面積とされていることである。
D=[{(q/60)/x}/s]×1000 ……… 式1
ここで、Dはせん断速度(s−1)、qは吐出量(cc/min)、xはスリット開き(mm)、sはスリット開口面積(mm2)である。
・塗料: 自動車用高粘度塗料
・塗料粘度: 1.0Pa・s/20℃(せん断速度9400s−1における値)
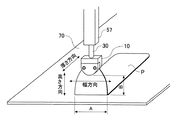
・塗布距離: 50mm(図2中の距離B)
・実験温度: 25℃
・塗布スピード: 1000mm/s
・吐出量: 3000cc/min、又は10000cc/min
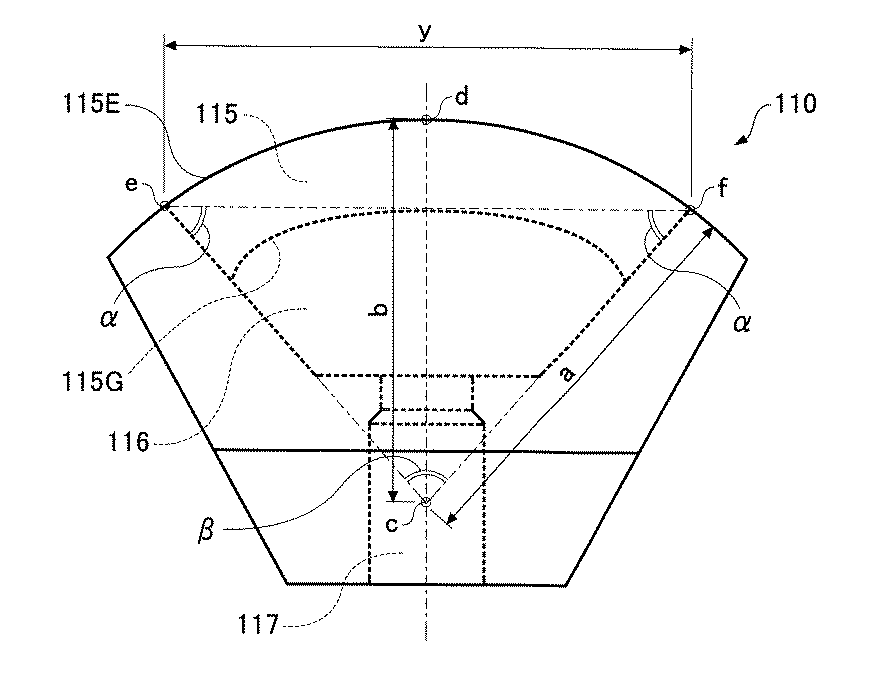
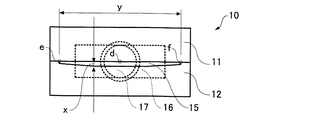
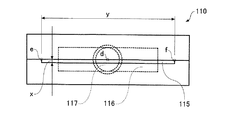
15E … ノズルスリット出口 15G … ノズルスリット入口
16 … 内部空間 17 … 導入通路
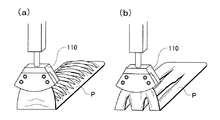
70 … 車体(被塗装体)
D … せん断速度 P … 高粘性塗料
a … 最小半径(第一半径) b … 最大半径(第二半径)
c … 頂点 d … 中点
e … 端点 f … 端点
q … 吐出量 s … スリット開口面積
x … スリット開き y … スリット幅
α … スリット角度
Claims (3)
- 互いに連通する導入通路、内部空間、及びノズルスリットを順に備え、
前記導入通路より前記内部空間に高粘性塗料を供給し、
前記内部空間にて前記高粘性塗料を一時的に貯留し、
前記高粘性塗料を前記ノズルスリットから放射状に広げながら吐出して被塗装体に対して吹き付ける高粘性塗料の塗布ノズルであって、
前記ノズルスリットは、その幅方向寸法が内部空間側のノズルスリット入口から塗料吐出先端部側のノズルスリット出口へ向けて拡大する略扇台形状に構成され、
前記ノズルスリットは、前記ノズルスリット出口の円弧形状の端点同士を直線で結んだ弦をスリット幅とすると共に、該弦を底辺とし45°未満の所定のスリット角度を底角とする二等辺三角形の2つの等辺に挟まれた頂点に向かって、ノズルスリット出口側からノズルスリット入口側へ向けて収斂しており、
前記ノズルスリット出口の円弧形状は、前記頂点と各前記端点との距離を第一半径、該頂点と該ノズルスリット出口の幅方向中央の中点との距離を第二半径としたとき、該第二半径を該第一半径で除した半径率が1よりも大きい形状を呈しており、
前記塗料吐出先端部側から見た前記ノズルスリット出口のスリット開口面積は、前記高粘性塗料の吐出量3000〜10000cc/minに対して、該ノズルスリット出口を通過する該高粘性塗料のせん断速度が5000〜20000s−1となる面積とされており、
前記高粘性塗料は、9400s −1 のせん断速度における粘度が0.1Pa・s/20℃以上のものであり、
前記スリット角度が35〜42.5°であり、
前記半径率が1.03〜1.11である高粘性塗料の塗布ノズル。 - 前記スリット開口面積が9.7〜17.5mm 2 である請求項1に記載の高粘性塗料の塗布ノズル。
- 前記塗料吐出先端部側から見た前記ノズルスリット出口のスリット開きが0.6mm以上である請求項1又は2に記載の高粘性塗料の塗布ノズル。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013027887A JP5832461B2 (ja) | 2013-02-15 | 2013-02-15 | 高粘性塗料の塗布ノズル |
| US14/155,743 US9950326B2 (en) | 2013-02-15 | 2014-01-15 | Coating nozzle for high-viscosity paint |
| CA2839925A CA2839925C (en) | 2013-02-15 | 2014-01-20 | Coating nozzle for high-viscosity paint |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013027887A JP5832461B2 (ja) | 2013-02-15 | 2013-02-15 | 高粘性塗料の塗布ノズル |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014155904A JP2014155904A (ja) | 2014-08-28 |
| JP5832461B2 true JP5832461B2 (ja) | 2015-12-16 |
Family
ID=51349130
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013027887A Active JP5832461B2 (ja) | 2013-02-15 | 2013-02-15 | 高粘性塗料の塗布ノズル |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US9950326B2 (ja) |
| JP (1) | JP5832461B2 (ja) |
| CA (1) | CA2839925C (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6862862B2 (en) | 2002-10-07 | 2005-03-08 | Stanley P. Ward | Pressure injection of flexible polymer grout into slate roofs |
| US20130320625A1 (en) * | 2012-05-30 | 2013-12-05 | Micromatic Llc | Insertion apparatus |
| CN109865633B (zh) * | 2017-12-05 | 2024-02-09 | 湖南纳昇电子科技有限公司 | 一种适用于流体涂布的狭缝涂布头的腔体结构 |
| JP6482705B1 (ja) * | 2018-06-22 | 2019-03-13 | アイシン化工株式会社 | 塗布ノズル |
| CN114471974B (zh) * | 2020-11-13 | 2024-04-16 | 上海发那科机器人有限公司 | 一种均匀喷流宽幅喷嘴 |
| CN113231255A (zh) * | 2021-05-17 | 2021-08-10 | 安徽驭风风电设备有限公司 | 一种风电叶片生产用高精准的可调式涂胶加工装置 |
| CN114100948B (zh) * | 2021-12-09 | 2023-05-30 | 湖南喜传天下家居有限公司 | 沙发扶手弧边一次成型涂胶装置 |
| CN114939493B (zh) * | 2022-05-05 | 2023-09-19 | 清华大学 | 混联喷涂装置 |
| JP7536262B1 (ja) * | 2022-11-07 | 2024-08-20 | Shimada Appli合同会社 | 中高粘度液体の塗布方法,装置およびノズル |
| JP7666531B2 (ja) | 2023-01-11 | 2025-04-22 | トヨタ自動車株式会社 | 電池パックおよび電池パックの製造方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3052565A (en) * | 1958-06-30 | 1962-09-04 | Union Carbide Corp | Intermittent resin melt application |
| JPS6053674B2 (ja) * | 1980-07-08 | 1985-11-27 | 富士写真フイルム株式会社 | 塗布方法 |
| JPS62154794A (ja) * | 1985-12-27 | 1987-07-09 | ノードソン株式会社 | 実装回路板への防湿絶縁剤の被覆方法 |
| JPH0685895B2 (ja) * | 1986-03-06 | 1994-11-02 | 小野田セメント株式会社 | 粉体塗装用ガンヘツド |
| CA1300366C (en) * | 1986-11-10 | 1992-05-12 | Honda Giken Kogyo Kabushiki Kaisha | Method of and apparatus for cleaning paint spray guns |
| IT1231384B (it) * | 1988-08-26 | 1991-12-02 | Central Glass Co Ltd | Procedimento e dispositivo per rivestire la superficie di una piastra con una pellicola sottile di liquido. |
| JP3922663B2 (ja) | 1997-12-22 | 2007-05-30 | アイシン化工株式会社 | 塗布ノズル |
| US6365221B1 (en) * | 1999-11-23 | 2002-04-02 | Visions East, Inc. | Computer controlled method and apparatus for fairing and painting of marine vessel surfaces |
| JP2002273317A (ja) * | 2001-03-14 | 2002-09-24 | Aisin Chem Co Ltd | 高粘性塗料の塗布方法 |
| JP3957640B2 (ja) * | 2002-02-21 | 2007-08-15 | アイシン化工株式会社 | 幅広スリットノズル及び幅広スリットノズルによる塗装方法 |
| JP5060599B2 (ja) | 2010-06-29 | 2012-10-31 | トヨタ自動車株式会社 | 高粘性塗料の塗布ノズル |
-
2013
- 2013-02-15 JP JP2013027887A patent/JP5832461B2/ja active Active
-
2014
- 2014-01-15 US US14/155,743 patent/US9950326B2/en active Active
- 2014-01-20 CA CA2839925A patent/CA2839925C/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014155904A (ja) | 2014-08-28 |
| CA2839925C (en) | 2018-04-24 |
| US20140231552A1 (en) | 2014-08-21 |
| US9950326B2 (en) | 2018-04-24 |
| CA2839925A1 (en) | 2014-08-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5832461B2 (ja) | 高粘性塗料の塗布ノズル | |
| JP3957640B2 (ja) | 幅広スリットノズル及び幅広スリットノズルによる塗装方法 | |
| US20180186143A1 (en) | Apparatus for applying protective films | |
| JP5060599B2 (ja) | 高粘性塗料の塗布ノズル | |
| US6814805B2 (en) | Film coating apparatus and method for coating using the same | |
| CN110248739A (zh) | 用于覆层构件的涂装系统和覆层设备 | |
| US10315405B2 (en) | Methods and apparatus for applying protective films | |
| JP6658617B2 (ja) | スラリー塗布方法および塗布装置 | |
| CN105689176B (zh) | 预涂涂装工具和具备该工具的涂装装置 | |
| JP2013017950A (ja) | ストライプコート塗装装置 | |
| JP2013017950A5 (ja) | ||
| JP6927983B2 (ja) | ノズル列の一方又は両方の縁領域で直径が小さくなる孔あき板 | |
| US10335920B2 (en) | Multiple nozzle slurry dispense scheme | |
| JP4984312B2 (ja) | 塗工装置 | |
| JP6482705B1 (ja) | 塗布ノズル | |
| CZ20012015A3 (cs) | Zařízení a způsob rozpraąovacího vytlačování | |
| US20100233381A1 (en) | Bar coater, and bar coating method | |
| JP3905752B2 (ja) | 吹き付け装置 | |
| JP6032443B2 (ja) | 金属帯の塗装装置 | |
| JP6927984B2 (ja) | ノズル列の一方又は両方の縁領域で孔間隔が大きくなる孔あき板 | |
| US1866295A (en) | Striping instrument | |
| JPH11207230A (ja) | 塗布装置及び塗布方法 | |
| JP2005262011A (ja) | 高粘度材料の塗布装置 | |
| JP2021053584A (ja) | 塗布装置 | |
| EP3626351B1 (en) | Bell cup of rotary atomization type coating apparatus |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140826 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150128 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150203 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150313 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20151006 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20151027 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5832461 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |