JP5829338B2 - 射出成形用分配システム、それを有する射出成形システム及び射出成形法 - Google Patents
射出成形用分配システム、それを有する射出成形システム及び射出成形法 Download PDFInfo
- Publication number
- JP5829338B2 JP5829338B2 JP2014535016A JP2014535016A JP5829338B2 JP 5829338 B2 JP5829338 B2 JP 5829338B2 JP 2014535016 A JP2014535016 A JP 2014535016A JP 2014535016 A JP2014535016 A JP 2014535016A JP 5829338 B2 JP5829338 B2 JP 5829338B2
- Authority
- JP
- Japan
- Prior art keywords
- nozzle
- plastic material
- line
- liquid plastic
- flow path
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000001746 injection moulding Methods 0.000 title claims description 34
- 239000000463 material Substances 0.000 claims description 88
- 239000004033 plastic Substances 0.000 claims description 87
- 239000007788 liquid Substances 0.000 claims description 82
- 238000000034 method Methods 0.000 description 11
- 238000002347 injection Methods 0.000 description 7
- 239000007924 injection Substances 0.000 description 7
- 241000282376 Panthera tigris Species 0.000 description 4
- 229920001169 thermoplastic Polymers 0.000 description 3
- 238000009825 accumulation Methods 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 230000001419 dependent effect Effects 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005429 filling process Methods 0.000 description 1
- 239000008187 granular material Substances 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 239000002861 polymer material Substances 0.000 description 1
- 239000012815 thermoplastic material Substances 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/27—Sprue channels ; Runner channels or runner nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0046—Details relating to the filling pattern or flow paths or flow characteristics of moulding material in the mould cavity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/27—Sprue channels ; Runner channels or runner nozzles
- B29C45/2701—Details not specific to hot or cold runner channels
- B29C45/2703—Means for controlling the runner flow, e.g. runner switches, adjustable runners or gates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0025—Preventing defects on the moulded article, e.g. weld lines, shrinkage marks
- B29C2045/0032—Preventing defects on the moulded article, e.g. weld lines, shrinkage marks sequential injection from multiple gates, e.g. to avoid weld lines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0046—Details relating to the filling pattern or flow paths or flow characteristics of moulding material in the mould cavity
- B29C2045/0051—Flow adjustment by throttles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0025—Preventing defects on the moulded article, e.g. weld lines, shrinkage marks
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Description
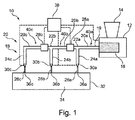
図1は、供給システム12と、分配システム18と、型32と、制御ユニット38とを有する射出成形システム10を示す。
Claims (6)
- 少なくとも2つのノズル(24a、24b)を介して液状プラスチック材料をキャビティ(34)内に順次注入する射出成形システム(10)の分配システム(18)であって、
加圧された前記液状プラスチック材料を受ける流入口(19)と、
前記液状プラスチック材料をキャビティ(34)内に注入する少なくとも第1ノズル(24a)及び第2ノズル(24b)と、
前記流入口(19)と前記第1ノズル(24a)を接続する第1ライン(20a)と、前記第1ライン(20a)と前記第2ノズル(24b)を接続する第2ライン(20b)を有し、前記第1ライン(20a)と前記第1ノズル(24a)が第1流路(40a)を構成し、前記第1ライン(20a)、前記第2ライン(20b)及び前記第2ノズル(24b)が第2流路(40b)を構成し、前記液状プラスチック材料を、前記流入口(19)から、前記第1流路(40a)を経て前記第1ノズル(24a)及び前記第2流路(40b)を経て前記第2ノズル(24b)へと分配するホットランナー分配部(20)であって、前記第1ノズル(24a)が、前記第1ノズル(24a)の流出口を閉鎖するノズルバルブ(30a)を有するホットランナー分配部(20)と、
前記第2ノズル(24b)の前に、前記第2流路(40b)を閉じる分配バルブ(28a)であって、開放状態と閉鎖状態を有する2状態バルブである分配バルブ(28a)と、を有し、
前記第2ライン(20b)の、前記第1ライン(20a)、前記第2ライン(20b)及び前記第1ノズル(24b)を相互に接続する分岐点(22a)の直後に前記分配バルブ(28a)が配置され、
前記液状プラスチック材料が前記第1ノズル(24a)を介して前記キャビティ(34)内に注入される時に、前記分配バルブ(28a)が、前記第2ライン(20b)の容積の少なくとも一部及び前記第2ノズル(24b)の容積を、前記第1流路(40a)から分離し、前記液状プラスチック材料が前記第2ライン(20b)に流通するのを阻止する、分配システム(18)。 - 前記分配部(20)が、前記第2ライン(20a)に接続された第3ライン(20c)と、第3ノズル(24c)とを有し、
前記分配システム(18)が、液状プラスチック材料が前記第3ライン(20c)に流通するのを阻止する第2分配バルブ(28b)を有する、
請求項1に記載の分配システム(18)。 - 前記ノズルバルブ(24a)が、ニードルバルブである、請求項1に記載の分配システム(18)。
- 前記分配バルブ(28a)を制御する制御ユニット(38)をさらに有する、請求項1〜3の1項に記載の分配システム(18)。
- 液状プラスチック材料を生成する供給システム(12)と、
型(32)と、
液状プラスチック材料を供給システム(12)から型(32)へと分配する、請求項1〜4の1項に記載の分配システム(18)と、を有する射出成形システム(10)。 - 射出成形システム(10)の分配システム(18)に流入口(19)から液状プラスチック材料を圧入する工程と、
前記液状プラスチック材料を第1ノズル(24a)を経てキャビティ(34)内に注入する工程であって、前記液状プラスチック材料は、第1流路(40a)を経て前記第1ノズル(24a)へと流れ、その間は前記液状プラスチック材料の第2流路(40b)から第2ノズル(24b)へ至る進入が阻止されている工程と、
前記液状プラスチック材料が前記第2流路(40b)へと進入するよう分配バルブ(28a)を開く工程であって、前記分配バルブ(28a)が開放状態と閉鎖状態を有する2状態バルブである工程と、
前記分配バルブ(28a)を開いた後に前記ノズル(24a)を閉じる工程と、
前記液状プラスチック材料を前記第2流路(40b)を経て前記キャビティ(34)へと注入する工程と、を有し、
前記第1流路(40a)は第1ライン(20a)と前記第1ノズル(24a)から構成され、前記第2流路(40b)は前記第1ライン(20a)、第2ライン(20b)及び前記第2ノズル(24b)から構成され、前記第1ライン(20a)は前記流入口(19)と前記第1ノズル(24a)を接続し、前記第2ライン(20b)は前記第1ライン(20a)と前記第2ノズル(24b)を接続し、
前記第2ライン(20b)上の、前記第1ライン(20a)、前記第2ライン(20b)及び前記第1ノズル(24b)を相互に接続する分岐点(22a)の直後に前記分配バルブ(28a)を配置する、射出成形法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP11184705 | 2011-10-11 | ||
| EP11184705.9 | 2011-10-11 | ||
| PCT/EP2012/069840 WO2013053664A1 (en) | 2011-10-11 | 2012-10-08 | Distribution system for injection moulding |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014531999A JP2014531999A (ja) | 2014-12-04 |
| JP5829338B2 true JP5829338B2 (ja) | 2015-12-09 |
Family
ID=46982617
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014535016A Expired - Fee Related JP5829338B2 (ja) | 2011-10-11 | 2012-10-08 | 射出成形用分配システム、それを有する射出成形システム及び射出成形法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20140232044A1 (ja) |
| EP (1) | EP2766169A1 (ja) |
| JP (1) | JP5829338B2 (ja) |
| KR (1) | KR101653074B1 (ja) |
| CN (1) | CN103857514B (ja) |
| CA (1) | CA2850855C (ja) |
| WO (1) | WO2013053664A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10543629B2 (en) * | 2014-12-11 | 2020-01-28 | Inglass S.P.A. | Method and apparatus for injection molding of plastic materials |
| CN106363884A (zh) * | 2016-08-31 | 2017-02-01 | 江苏新泉汽车饰件股份有限公司 | 一种商用车遮阳罩的注塑成型方法 |
| CN110744786B (zh) * | 2019-11-01 | 2022-04-08 | 珠海格力智能装备有限公司 | 注塑机的控制方法及装置、注塑机设备 |
| DE102019130905A1 (de) * | 2019-11-15 | 2021-05-20 | Meusburger Deutschland Gmbh | Anordnung zum Einspritzen von Kunststoff in eine langgestreckte Spritzgussform einer Kunststoffspritzmaschine |
| EP4015183A1 (en) * | 2020-12-16 | 2022-06-22 | Ningbo Geely Automobile Research & Development Co. Ltd. | Injection moulding apparatus and method to reduce velocity increase of flow front during injection moulding |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH538928A (de) * | 1971-06-14 | 1973-07-15 | Hanning Robert | Verfahren zum Herstellen von insbesondere grossflächigen Gegeständen durch Spritzgiessen eines Gemisches aus plasiziertem Kunststoff und einem Treibmittel und dafür geeignete Spritzgussmaschine |
| US4420452A (en) * | 1981-06-26 | 1983-12-13 | Stamicarbon B.V. | Process and device for injection-molding plastics |
| EP0370050B1 (en) * | 1987-07-08 | 1994-05-18 | Primtec | Hold-pressure control and clamping in stacked multi-parting molding system having desynchronized injection periods |
| DE4032499C2 (de) * | 1990-10-12 | 1993-10-21 | Gellert Jobst U | Mehrfachform-Spritzgießeinrichtung |
| JP2513567B2 (ja) * | 1991-10-16 | 1996-07-03 | 花王株式会社 | 多数個取り成形金型およびその作製方法ならびに同金型を用いた成形制御方法 |
| JP3367135B2 (ja) * | 1993-04-02 | 2003-01-14 | 凸版印刷株式会社 | 多層射出成形方法 |
| EP0630731A1 (en) * | 1993-06-23 | 1994-12-28 | Siebolt Hettinga | Method for molding a plastic article using a multi-point volume control system |
| JPH08118387A (ja) * | 1994-09-01 | 1996-05-14 | Sumitomo Chem Co Ltd | 熱可塑性樹脂成形体の製造方法 |
| EP0767041A1 (de) * | 1995-10-03 | 1997-04-09 | HERBST, Richard | Verfahren und Vorrichtung zum Spritzgiessen, von Kunststofferzeugnissen, insbesondere von Smart Cards |
| US5897522A (en) * | 1995-12-20 | 1999-04-27 | Power Paper Ltd. | Flexible thin layer open electrochemical cell and applications of same |
| US6063315A (en) * | 1997-03-07 | 2000-05-16 | Cascade Engineering, Inc. | Gas-assisted injection molding of large panels with sequential gating |
| US6056536A (en) * | 1997-03-20 | 2000-05-02 | Husky Injection Molding Systems Ltd. | Valve gating apparatus for injection molding |
| US6062840A (en) * | 1997-09-02 | 2000-05-16 | Dynisco Hotrunners, Inc. | Hot runner system for coinjection molding |
| US6632079B1 (en) * | 1998-04-21 | 2003-10-14 | Synventive Molding Solutions, Inc. | Dynamic feed control system |
| US6305923B1 (en) * | 1998-06-12 | 2001-10-23 | Husky Injection Molding Systems Ltd. | Molding system using film heaters and/or sensors |
| US6276916B1 (en) * | 1999-06-30 | 2001-08-21 | Husky Injection Molding Systems Ltd. | Failsafe shooting pot actuator for an injection molding machine |
| JP2002067112A (ja) * | 2000-09-04 | 2002-03-05 | Mitsui Chemicals Inc | 多数個取り成形品の射出圧縮成形方法及び射出圧縮成形装置 |
| JP2003039495A (ja) * | 2001-07-27 | 2003-02-13 | Meiki Co Ltd | 射出成形用金型 |
| AU2002359849A1 (en) * | 2001-12-26 | 2003-07-24 | Synventive Molding Solutions, Inc. | Non-coaxial injection molding valve flow control |
| WO2004058478A1 (ja) * | 2002-12-25 | 2004-07-15 | Honda Motor Co., Ltd. | 射出成形方法及びその装置 |
| DE102004031546A1 (de) * | 2004-06-29 | 2006-02-09 | Priamus System Technologies Ag | Verfahren zum Füllen von zumindest einer Kavität |
| US7559762B2 (en) * | 2006-06-16 | 2009-07-14 | Mold-Masters (2007) Limited | Open loop pressure control for injection molding |
| ATE482068T1 (de) * | 2007-02-21 | 2010-10-15 | Mold Masters 2007 Ltd | HEIßKANALREGLER |
| DE102007010653B4 (de) * | 2007-03-02 | 2010-09-02 | Montaplast Gmbh | Eine Vorrichtung zur Einstellung der Materialdurchflussmenge von Angusskanälen in Kunststoff-Formwerkzeugen |
| DE102010013541A1 (de) * | 2010-03-31 | 2011-10-06 | Rehau Ag + Co. | Verfahren zur Herstellung eines endlosfaserverstärkten Formteils unter Verwendung eines Spritzgusswerkzeug |
-
2012
- 2012-10-08 CA CA2850855A patent/CA2850855C/en not_active Expired - Fee Related
- 2012-10-08 EP EP12769439.6A patent/EP2766169A1/en not_active Withdrawn
- 2012-10-08 JP JP2014535016A patent/JP5829338B2/ja not_active Expired - Fee Related
- 2012-10-08 CN CN201280049336.6A patent/CN103857514B/zh not_active Expired - Fee Related
- 2012-10-08 KR KR1020147012286A patent/KR101653074B1/ko active IP Right Grant
- 2012-10-08 US US14/350,242 patent/US20140232044A1/en not_active Abandoned
- 2012-10-08 WO PCT/EP2012/069840 patent/WO2013053664A1/en active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| CN103857514B (zh) | 2016-09-21 |
| KR20140074991A (ko) | 2014-06-18 |
| CA2850855A1 (en) | 2013-04-18 |
| JP2014531999A (ja) | 2014-12-04 |
| WO2013053664A1 (en) | 2013-04-18 |
| KR101653074B1 (ko) | 2016-08-31 |
| CA2850855C (en) | 2018-05-01 |
| US20140232044A1 (en) | 2014-08-21 |
| CN103857514A (zh) | 2014-06-11 |
| EP2766169A1 (en) | 2014-08-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5829338B2 (ja) | 射出成形用分配システム、それを有する射出成形システム及び射出成形法 | |
| US4592711A (en) | Apparatus for fabricating plastic parts | |
| US5069840A (en) | Molding plastic articles | |
| US8007272B2 (en) | Shooting pot for feeding multiple nozzles | |
| US7387154B2 (en) | Metallic-molding-material runner having equilibrated flow | |
| US7771190B2 (en) | High pressure injection molding nozzle with low pressure manifold | |
| CN105209236A (zh) | 用于共注射成型的单腔流动控制方法和系统 | |
| TWI435798B (zh) | 用於射出成型熱固性材料的射出成型機以及運轉此機器的方法 | |
| US20110293774A1 (en) | Gate adapter and gate system for a gate adapter | |
| US20070096364A1 (en) | Sandwich molding system with independent runner passages | |
| EP2519393B1 (en) | Mold-runner system having independently controllable shooting-pot assemblies | |
| CN107000285B (zh) | 用于用塑料制造注模构件的注模喷嘴 | |
| US9381689B2 (en) | Hot runner nozzle and mold for forming multi-layer molded article using the same | |
| CN104924553A (zh) | 塑性材料的注射模制方法 | |
| EP3338991B1 (en) | System for injection molding, method and use | |
| US7648669B2 (en) | Injection-molding system and method | |
| US20130316040A1 (en) | Mold-Tool System Includes One-Piece Manifold Assembly having Each Inlet in Fluid Communication with Outlets | |
| KR102011001B1 (ko) | 사이드 게이트 노즐형 핫런너 밸브장치 | |
| JP2014532574A5 (ja) | ||
| US20070104826A1 (en) | Dual injection manifold | |
| JP2023133753A (ja) | 射出ノズルおよび射出装置、ならびに射出成形機 | |
| JP5860058B2 (ja) | 途切れのない溶融物チャネルを画定するマニホールド本体を有する金型工具システム | |
| KR101895036B1 (ko) | 히트 스프레더 일체형 핫 런너 시스템 | |
| US8932507B2 (en) | Molding system including shooting-pot assembly and valve assembly in which hold pressure not provided by shooting pot assembly | |
| KR101945982B1 (ko) | 히트 스프레더를 적용한 핫 런너 시스템 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141212 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20150310 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20150401 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150501 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20151009 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20151021 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5829338 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |