JP5814857B2 - 耐スラリー摩耗性および耐キャビテーション壊食性に優れた溶射皮膜 - Google Patents
耐スラリー摩耗性および耐キャビテーション壊食性に優れた溶射皮膜 Download PDFInfo
- Publication number
- JP5814857B2 JP5814857B2 JP2012108932A JP2012108932A JP5814857B2 JP 5814857 B2 JP5814857 B2 JP 5814857B2 JP 2012108932 A JP2012108932 A JP 2012108932A JP 2012108932 A JP2012108932 A JP 2012108932A JP 5814857 B2 JP5814857 B2 JP 5814857B2
- Authority
- JP
- Japan
- Prior art keywords
- thermal spray
- spray coating
- resistance
- content
- coating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Landscapes
- Other Surface Treatments For Metallic Materials (AREA)
- Coating By Spraying Or Casting (AREA)
Description
2×[Co]≧11×[Cr]−50 …(1)
6×[Co]≦7×[Cr]+58 …(2)
2×[Co]≧−[Cr]+22 …(3)
2×[Co]≧−3×[Cr]+30 …(4)
CoとCrはいずれも、硬質で脆性を示すWC粒子を接着するバインダー金属としての機能を発揮するが、特にCoは延性に優れているため溶射皮膜の靭性を確保する上で重要な成分である。溶射皮膜の靭性が低下した場合には、使用中の応力によって皮膜に割れが生じるばかりでなく、皮膜形成中の熱応力で皮膜割れや皮膜剥離が生じやすくなる。こうした観点から、Coは8%以上含有させる必要があり、好ましくは10%以上である。しかしながら、Co含有量が過剰になって19%を超えると、相対的にWC相(硬質相)が少なくなり、耐スラリー摩耗性が低下することになる。Co含有量は、好ましくは17%以下である。
Crは、WC粒子を接着するバインダー金属としての機能を発揮する他、水溶液腐食環境下で不動態皮膜を形成することによって、金属バインダー相の耐食性を高める効果を発揮する。こうした効果を発揮させるためには、Cr含有量は2%以上とする必要があり、好ましくは3%以上である。しかしながら、Cr含有量が過剰になって8%を超えると、バインダーの靭性低下により耐キャビテーション壊食性が低下、または相対的なWC量の低下により耐スラリー摩耗性が低下することになる。Cr含有量は、好ましくは7%以下である。
2×[Co]≧11×[Cr]−50 …(1)
6×[Co]≦7×[Cr]+58 …(2)
2×[Co]≧−[Cr]+22 …(3)
2×[Co]≧−3×[Cr]+30 …(4)
下記の溶射条件にて、各種化学成分の溶射皮膜を基材上に厚さ500μmで形成した。溶射粉末としては、粒径が8μm以下のタングステンカーバイト(WC)粒子と、金属相となるCo基合金粒子(Cr等の合金元素を含む)を造粒焼結し、造粒した粒径が10〜53μmとなる様に粒度調整した。また溶射粉末は、金属配合比の異なる粉末を混合することで、目標の金属配合比となる様に調整した。
溶射法:高速フレーム溶射法
燃焼条件:灯油および酸素の燃焼
基材:ステンレス鋼(SUS304)
溶射粉末粒径:10〜53μm
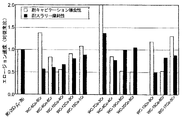
耐スラリー摩耗性の試験は、隙間噴流試験装置を用いて実施した。このとき用いた装置の概略を図2に示す。この装置は、噴流ポンプと巻き上げポンプとの組み合わせによって、スラリー流動層を形成しつつ、スラリーの噴流を試験片に噴射し、試験片にスラリー摩耗を発生させることを基本的な原理としている。耐スラリー摩耗性の試験結果は、排煙脱硫装置のポンプ翼によく使用されているWC−20Cr3C2−7Niの成分組成の溶射皮膜(後記表1の試験No.1)を基準試験片とし、各溶射皮膜試験片当たりの単位時間当たりの質量減少量(スラリー摩耗速度)を、基準試験片における単位時間当たりの質量減少量を1.00としたときの相対値で示した。尚、図2に示した装置構成では、図面に表れていないが、噴流は4つに分岐され、同時に4つの試験片の摩耗評価が行なえるように構成されている。
試験片:直径18mm(円盤状)
噴流ポンプ流量:550L/時(4つに分岐)
巻き上げポンプ流量:800L/時
固体粒子:天然珪砂(粒径250〜355μm)
試験液:水道水
試験時間:3時間
耐キャビテーション壊食性の試験は、対向形振動法(JIS R1646に準拠)によって、専用の治具で固定した試験片に対して、イオン交換水中で実施した。耐キャビテーション壊食性の試験結果は、WC−20Cr3C2−7Niの成分組成の溶射皮膜(後記表1の試験No.1)を基準試験片とし、各溶射皮膜試験片の単位時間当たりの質量減少量(キャビテーション壊食速度)を、基準試験片における単位時間当たりの質量減少量を1.00としたときの相対値で示した。この試験における他の条件は、下記の通りである。尚、試験片の表面粗さは、研磨仕上げによってRaで1μm以下に調整した。また耐キャビテーション壊食性は、耐スラリー摩耗性のときと同様に評価した(下記表2)。
試験片:直径18mm(円盤状)
周波数:18kHz
ホーン先端径:直径16mm
振幅 :30μm
試験片〜ホーン間距離:0.4mm
試験液:イオン交換水(室温:25℃)
試験時間:8時間
浸漬電位およびアノード分極測定は、40℃の実機排煙脱硫装置のスラリー溶液で測定した。測定には、参照電極として飽和KCl銀・塩化銀電極、対極として白金電極を用いた。試料電極は、エポキシおよびシリコーンシーラントで表面積を1cm2(10mm×10mm)に調整した。浸漬電位は、20時間後の自然電位とした。アノード分極測定は、浸漬電位測定後、アノード方向へ掃印速度20mV/minで行った。
電流密度(腐食電流密度)は、実機における腐食因子を考慮して、0.1Vの電位増分と等価とし、アノード分極曲線で自然電位からアノード方向へ0.1V上昇した時の電流密度とした。

2×[Co]=11×[Cr]−50 …(1a)
6×[Co]=7×[Cr]+58 …(2a)
2×[Co]=−[Cr]+22 …(3a)
2×[Co]=−3×[Cr]+30 …(4a)
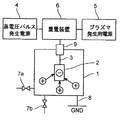
表1に示したWC−10Co−4Cr皮膜の表面に、図1示した装置を用い、下記の条件にて炭素と水素を主成分とするアモルファス状膜を形成し、実施例1と同様にして、耐スラリー摩耗性および耐キャビテーション壊食性を評価した(但し、体積摩耗量で評価)。このとき、アモルファス状膜を形成する下地となる溶射皮膜表面は、いずれもRaで1μm以下に研磨仕上げした。また、耐スラリー摩耗性については、摩耗量が少なかったために、試験時間は7時間とした。
直径18mmの片端面に、WC−10Co−4Cr溶射皮膜を厚さ600μmで形成し、♯400のダイヤモンド砥石を用いて機械研削にて溶射皮膜を、表面粗さをRaで0.4〜0.6μm、膜厚500μmに加工した。その後、脱脂のために、アルカリ性の洗浄液にて超音波洗浄を行い、アモルファス状膜を形成した。アモルファス状膜は、水素含有量を13〜22原子%に調整し、20〜30μmの厚さに形成した。
2 被処理溶射皮膜
3 導体
4 高電圧パルス発生電源
5 プラズマ発生用電源
6 重畳装置
7a,7b バルブ
9 高電圧導入部
A〜D ライン
Claims (6)
- WCを硬質相とするWC系の溶射皮膜であって、Co:8〜19%(質量%の意味、以下同じ)およびCr:2〜8%を夫々含有し、残部が実質的にWCおよび不可避不純物からなり、且つCoの含有量を[Co]、Crの含有量を[Cr]と表したとき、これらが下記(1)式および(2)式の関係を満足すると共に、前記溶射皮膜の表面に、炭素と水素を主成分とするアモルファス状膜が被覆され、前記アモルファス状膜の厚さが10μm以上、80μm以下であることを特徴とする耐スラリー摩耗性および耐キャビテーション壊食性に優れた溶射皮膜。
2×[Co]≧11×[Cr]−50 …(1)
6×[Co]≦7×[Cr]+58 …(2) - Coの含有量[Co]とCrの含有量[Cr]が、下記(3)式および(4)式の関係を満足するものである請求項1に記載の溶射皮膜。
2×[Co]≧−[Cr]+22 …(3)
2×[Co]≧−3×[Cr]+30 …(4) - 厚さが0.1mm以上、1mm以下である請求項1または2に記載の溶射皮膜。
- 溶射皮膜硬さがビッカース硬度Hvで900以上である請求項1〜3のいずれかに記載の溶射皮膜。
- 溶射皮膜の表面粗さが算術平均粗さRaで2μm以下である請求項1〜4のいずれかに記載の溶射皮膜。
- 排煙脱硫装置の構成部材の表面に形成されるものである請求項1〜5のいずれかに記載の溶射皮膜。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012108932A JP5814857B2 (ja) | 2012-05-10 | 2012-05-10 | 耐スラリー摩耗性および耐キャビテーション壊食性に優れた溶射皮膜 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012108932A JP5814857B2 (ja) | 2012-05-10 | 2012-05-10 | 耐スラリー摩耗性および耐キャビテーション壊食性に優れた溶射皮膜 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2013234372A JP2013234372A (ja) | 2013-11-21 |
| JP2013234372A5 JP2013234372A5 (ja) | 2014-06-26 |
| JP5814857B2 true JP5814857B2 (ja) | 2015-11-17 |
Family
ID=49760711
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012108932A Active JP5814857B2 (ja) | 2012-05-10 | 2012-05-10 | 耐スラリー摩耗性および耐キャビテーション壊食性に優れた溶射皮膜 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5814857B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108237221B (zh) * | 2018-03-14 | 2019-09-27 | 北京工业大学 | 一种具有液相烧结组织特征的WC-Co热喷涂粉末的制备方法 |
| JP7214680B2 (ja) * | 2020-04-06 | 2023-01-30 | 株式会社神戸製鋼所 | 硬質皮膜および耐土砂摩耗性硬質皮膜被覆部材 |
| CN115852236A (zh) * | 2022-12-07 | 2023-03-28 | 陕西柴油机重工有限公司 | 大吨位厚大断面风电主机架的制备方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09279327A (ja) * | 1996-04-16 | 1997-10-28 | Mitsubishi Heavy Ind Ltd | 噴射ノズル |
| JP2002106301A (ja) * | 2000-09-29 | 2002-04-10 | Toshiba Corp | 蒸気タービン用部品および当該部品を備えた蒸気タービン |
| JP4399248B2 (ja) * | 2003-12-25 | 2010-01-13 | 株式会社フジミインコーポレーテッド | 溶射用粉末 |
| JP2007077523A (ja) * | 2005-09-13 | 2007-03-29 | Teijin Techno Products Ltd | 延伸ローラの製造方法および延伸ローラ |
| JP4327177B2 (ja) * | 2006-05-31 | 2009-09-09 | トーカロ株式会社 | 耐食性溶射皮膜および溶射皮膜の封孔被覆方法 |
-
2012
- 2012-05-10 JP JP2012108932A patent/JP5814857B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013234372A (ja) | 2013-11-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7431566B2 (en) | Erosion resistant coatings and methods thereof | |
| JP2007308737A (ja) | 溶接部の防食方法 | |
| US6027583A (en) | Material in powder or wire form on a nickel basis for a coating and processes and uses therefor | |
| Xiang et al. | Structure and cavitation erosion behavior of HVOF sprayed multi-dimensional WC–10Co4Cr coating | |
| JPH06172958A (ja) | 基板の耐食耐摩耗性の改善法 | |
| Hao et al. | The coupling effect of immersion corrosion and cavitation erosion of NiCoCrAlYTa coatings in artificial seawater | |
| Goyal et al. | An overview of slurry erosion control by the application of high velocity oxy fuel sprayed coatings | |
| JP4628578B2 (ja) | 低温溶射皮膜被覆部材およびその製造方法 | |
| EP2535434B1 (en) | Wear resistant inner coating for pipes and pipe fittings | |
| JP5814857B2 (ja) | 耐スラリー摩耗性および耐キャビテーション壊食性に優れた溶射皮膜 | |
| Grewal et al. | Understanding Liquid Impingement erosion behaviour of nickel–alumina based thermal spray coatings | |
| Singh et al. | Slurry erosion behaviour of HVOF sprayed VC+ TiC based novel coatings: characterization and optimization studies | |
| Wei et al. | Effects of Co addition on microstructure and cavitation erosion resistance of plasma sprayed TiNi based coating | |
| JP4451885B2 (ja) | 溶射皮膜形成方法および高速フレーム溶射装置 | |
| Singh et al. | STUDIES ON PHYSICAL, MICRO-STRUCTURAL, AND SLURRY EROSION BEHAVIOR OF COLD-SPRAYED Ni–20Cr+ TiC+ Re COATINGS ON SA516 STEEL FOR HIGH-TEMPERATURE APPLICATIONS | |
| CN212223077U (zh) | 一种钛合金轴类件 | |
| US9481922B2 (en) | Process for forming porous metal coating on surfaces | |
| Kumar et al. | Slurry erosion behaviour of HVOF sprayed coatings on hydro turbine steel: A review | |
| CN104726815A (zh) | 不锈钢表面堆焊和喷涂相结合的耐热复合涂层制备方法 | |
| Pavan et al. | Review of ceramic coating on mild steel methods, applications and opportunities | |
| Giacomantonio et al. | Heat treatment of thermally sprayed Ni-based wear and corrosion coatings | |
| Yilbas et al. | Corrosion behavior of HVOF coated sheets | |
| Arji et al. | Sand slurry erosive wear of thermal sprayed coating of stellite | |
| Godwin et al. | Tribological and Corrosion Behavior Spray Method-A Review | |
| JPH0911200A (ja) | 液体ジェットを使用するスーパーアロイの表面侵食のための方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140514 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140514 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150224 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150310 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150511 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150908 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150918 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5814857 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |