JP5790347B2 - シート状導光体、シート状導光体の製造方法及び光源 - Google Patents
シート状導光体、シート状導光体の製造方法及び光源 Download PDFInfo
- Publication number
- JP5790347B2 JP5790347B2 JP2011194722A JP2011194722A JP5790347B2 JP 5790347 B2 JP5790347 B2 JP 5790347B2 JP 2011194722 A JP2011194722 A JP 2011194722A JP 2011194722 A JP2011194722 A JP 2011194722A JP 5790347 B2 JP5790347 B2 JP 5790347B2
- Authority
- JP
- Japan
- Prior art keywords
- refractive index
- index layer
- light
- light guide
- sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Landscapes
- Planar Illumination Modules (AREA)
Description
この種の側面漏光型の照光装置としてシート状導光体を用いる場合、このシート状導光体の所望の側面部分から外部に漏光させるために、シート状導光体の側面部分を形成している低屈折率層を除去したり、低屈折率層から導光部である高屈折率層に至るまで凹部を形成したりする必要がある。
このように構成されたシート状導光体を備えた側面漏光型の照光装置は、小スペース性に優れ軽量に装置を設計することが可能であることから、パソコンのディスプレイやキーボード、携帯電話の画面、液晶パネル、タッチ式コントロールパネルのバックライト用途に好適である(例えば、特許文献1、特許文献2、特許文献3参照)。
また、例えば、高屈折率層にメタクリレート樹脂を使用し、高屈折率層の両側面の低屈折率層に低屈折樹脂として例えばPVDF(PolyVinylidene DiFluoride)樹脂を使用した2種3層構造の導光板を、側面に粗面化や溝加工を施し側面漏光型の照光装置に利用する場合、導光路が1層しかないため側面全体を均一に発光させるには最適な粗面の粗さや溝の深さや大きさを高度な計算によって導き出し、且つ高度な加工技術によって加工する必要あるという課題がある。
本発明に係るシート状導光体は、前記高屈折率層の屈折率η1が、1.45以上1.6未満である。
本発明に係るシート状導光体は、前記高屈折率層の厚みT1が、10μm〜500μmである。
本発明に係るシート状導光体は、前記低屈折率層の厚みT2が、3μm〜50μmである。
本発明に係るシート状導光体の製造方法は、以下の(1)〜(4)のいずれかの方法により前記高屈折率層と前記低屈折率層とを積層する。
(1)多層溶融押出により高屈折率層と低屈折率層とを多層一体成形する方法
(2)高屈折率層となる樹脂シートあるいは樹脂フィルムと、低屈折率層を形成する
樹脂シートや樹脂フィルムを交互に積層して製造する方法
(3)低屈折率層/高屈折率層/低屈折率層構造のシートを積層して製造する方法
(4)加熱プレス法や接着剤を用いて高屈折率層と低屈折率層を交互に積層する方法
本発明に係る光源は、上記に記載のシート状導光体の前記光入射面に、発光ダイオードを有する。
また、漏光箇所の数量に対応して導光部分である高屈折率層を増減させ、それぞれの層厚みに応じて凹部の加工を行うことによって、漏光箇所の増減に容易に対応することが可能となる。
次に、この発明の実施形態を図面に基づいて説明する。
図1は、照光装置に用いられるシート状導光体1の側面図である。
同図に示すように、シート状導光体1は、例えば携帯電話、ノートパソコン、液晶テレビ、ビデオカメラ等に使用される照光装置である液晶表示装置、携帯電話のバックライトキー、パソコンのバックライトキーボード、電気機器の表示スイッチ等の照光装置である表示装置に用いられるものである。
シート状導光体1は、3つの高屈折率層2と4つの低屈折率層3とが交互に積層され、積層方向両表面に低屈折率層3が配置されるように構成された板状の導光体本体10を有している。
なお、導光体本体10は、板状に形成されていれば特に形状を限定するものではなく、短形、三角形等の多角形状のほか、円形等であってもよい。また、湾曲した形状であってもよい。
高屈折率層2は、屈折率η1が
1.45≦η1<1.6・・・(1)
を満たすように設定されている透明な層である。各高屈折率層を形成する材料としては、公知の材料を用いることができ、例えば、メタクリル酸メチルの単独重合体(PMMA)、又は共重合体を主成分として構成することができる。中でも、透明性、耐久性に優れると共に安価であることから、PMMAを主成分として構成することが好ましい。
各高屈折率層2の厚みT1は特に限定されるものではないが、液晶表示装置、光源装置の薄型化を図る観点から、10μm〜500μmの範囲で決定することが好ましい。
低屈折率層3は、屈折率η2が
1.35≦η2<1.45・・・(2)
を満たすように設定されている透明な層である。すなわち、各低屈折率層3は、各高屈折率層2の屈折率よりも低く設定されている。各低屈折率層3を形成する材料としては、各高屈折率層2の屈折率を考慮して決定することができる。
Δη=η1−η2・・・(3)
により表すことができるが、より好ましくは、
Δη≧0.1・・・(4)
を満たすことが望ましい。
これは、屈折率差Δηが0を超え、より好ましくは式(4)を満たすことにより、入射した光がシート状導光体1内を全反射しながら損失なく遠くまで伝播し、シート状導光体1の表面に不図示の光反射層を光学密着させても漏光が起こらず、輝度が高い発光が得られやすいためである。
各高屈折率層2の厚みT1と、各低屈折率層3の厚みT2との比率は、各高屈折率層2と各低屈折率層3の材質を勘案して決定することができる。
光出射手段7としては、光入射面4から入射され、各高屈折率層2内を伝播する光を光出射面5から出射可能な構造であればよい。すなわち、例えば、光の出射位置制御のしやすさから、図1に示すように、光出射手段7は、低屈折率層3を貫通し高屈折率層2に達するような凹部6a〜6cであることが好ましい。
すなわち、光入射面4に最も近い位置に形成されている凹部6aは、導光体本体10の他方の面1cから1つ目の高屈折率層2に至る間に形成され、且つ一方の面1bに向かうに従って、先細りとなるように形成されている。
さらに、光入射面4からもっとも離れた近い位置に形成されている凹部6cは、導光体本体10の他方の面1cから3つ目の高屈折率層2に至る間に形成され、且つ一方の面1bに向かうに従って、先細りとなるように形成されている。
このように、各凹部6a〜6cは、高屈折率層2、及び低屈折率層3の延在方向に沿って、且つ光入射面4から離れるに従って漸次深さH1〜H3が深くなるように配置されている。
なお、各低屈折率層3に設ける凹部6a〜6cの形状は特に限定されるものではなく、不図示の外部光源の光量や、光入射面4から反対側までの距離、光源装置導光体に求める発光の形態等を考慮して形状を決定することができる。
次に、シート状導光体1の製造方法について説明する。
図1に示すように、シート状導光体1を構成する導光体本体10は、高屈折率層2と低屈折率層3を交互に複数積層することにより製造することができる。
ここで、高屈折率層2と低屈折率層3を交互に積層する方法としては、例えば、以下の方法が挙げられる。
(1)多層溶融押出により高屈折率層2と低屈折率層3とを多層一体成形する方法
(2)高屈折率層2となる樹脂シートあるいは樹脂フィルムと、低屈折率層3を形成する樹脂シートや樹脂フィルムを交互に積層して製造する方法
(3)低屈折率層/高屈折率層/低屈折率層構造のシートを積層して製造する方法
(4)加熱プレス法や接着剤を用いて高屈折率層2と低屈折率層3を交互に積層する方法
なお、高屈折率層2と低屈折率層3を交互に積層する方法はこれら(1)〜(4)の方法に限定されるものではなく、高屈折率層2と低屈折率層3とを積層可能な方法であればよい。
このとき、導光体本体10に形成されている凹部6a〜6cは、これらの深さH1〜H3が光入射面4から離れるに従って漸次深くなるように形成されているので、各凹部6a〜6cによって、光が伝播される高屈折率層2の数が異なる。
しかしながら、本実施形態のシート状導光体1にあっては、高屈折率層2を3層有しており、各凹部6a〜6cが形成される高屈折率層2の数が異なっている。このため、光入射面4から離れた凹部6a〜6cほど、多くの高屈折率層2から光量を取り出すことが可能になる。よって、光入射面4に最も近い凹部6aと、最も離れた凹部6cとの間で輝度差を小さくすることが可能になる。
また、漏光箇所の数量に対応して導光部分である高屈折率層2を増減させ、それぞれの層厚みに応じて凹部6a〜6cの形状を変化させることによって、漏光箇所の増減に容易に対応することが可能となる。
(光学評価)
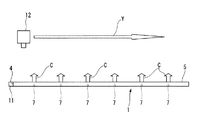
図2は、シート状導光体1の光学評価に用いた測定系の模式図である。
同図に示すように、シート状導光体1の光学特性は、定電流電源により20mAで発光させた発光ダイオード(日亜化学工業社製 NSSW020BT 1個使用)11を、シート状導光体1の光入射面4に配置し、輝度計(TOPCON社製 輝度計BM−7)12を用い、光出射手段を設けた部位を中心とした視野角2°のエリアの光出射面5から出射される出射光Cの法線方向(0°方向)の輝度を測定距離を入射位置からそれぞれ50mm、100mm、150mm、200mmと移動させ(図1における矢印Y参照)、測定を行った。
ここで、シート状導光体1を構成する導光体本体10を製造するにあたって、この導光体本体10の高屈折率層2には、メタクリル樹脂(アクリペットVH000、屈折率1.49、三菱レイヨン株式会社)を用いる一方、低屈折率層3には、フッ化ビニルデン共重合体(KYNAR720、屈折率n=1.42、アルケマ株式会社製)を用いた。
そして、Tダイを持つ共押出製造装置を用いて成型した厚み100μmの低屈折率層/高屈折率層/低屈折率層構造の3層構造の積層体を幅980mm、厚み100μmに成型した。成型した積層体の低屈折率層の厚みを測定したところ、上側面側、下側面側共に5μmであった。
ここで、レーザーエッチングパターンは光入射方向に対して平行なライン形状を1mm間隔で5本とした。得られた凹部形状をレーザー共焦点顕微鏡(レーザー共焦点顕微鏡 OLS−3000)で測定を行ったところ深さはそれぞれ約90μm、約140μm、約220μm、290μmの溝状の凹部が形成されていた。
実施例と同様に、シート状導光体を構成する高屈折率層には、メタクリル樹脂(アクリペットVH000、屈折率1.49、三菱レイヨン株式会社)を用いる一方、低屈折率層には、フッ化ビニルデン共重合体(KYNAR720、屈折率n=1.42、アルケマ株式会社製)を用いた。
そして、Tダイを持つ共押出製造装置を用いて成型した厚み450μmの低屈折率層/高屈折率層/低屈折率層構造の3層構造の積層体を幅980mm、厚み100μmに成型した。
この比較例では、光入射面側に近い凹部からの輝度の値が高く、光入射面側から離れるに従って大きく輝度の値が低下していることが確認できた。これと比較し、実施例では光入射面4側から近い凹部(不図示)と比較して光出射面5側から離れた光出射手段7(凹部)での輝度の低下が非常に小さくなって出射光Cの均一化が図れていることを確認できた。これらの結果を表1に示す。

例えば、上述の実施形態では、シート状導光体1を構成する導光体本体10の一方の面1b(図1における上面)を光出射面5に設定し、この光出射面5と対向する他方の面1bに複数の凹部6a〜6cを形成した場合について説明した。しかしながら、これに限られるものではなく、一方の面1b、つまり、光出射面5側に凹部6a〜6cを形成してもよい。
さらに、上述の実施形態では、シート状導光体1を構成する導光体本体10は、3つの高屈折率層2と4つの低屈折率層3とが交互に積層された板状のものであって、高屈折率層2を3層有している場合について説明した。しかしながら、これに限られるものではなく、導光体本体10は、高屈折率層2を2層以上有していればよい。
1a 一方の面
1b 他方の面
2 高屈折率層
3 低屈折率層
4 光入射面
5 光出射面
6a〜6c 凹部
7 光出射手段
10 導光体本体
H1〜H3 深さ
Claims (6)
- 少なくとも一つの光入射面と、少なくとも一つの光出射面とを有するシート状導光体であって、
多層積層体に、光出射手段を有するものであり、
前記多層積層体は、高屈折率層と低屈折率層とが交互に複数積層されたものであり、
前記高屈折率層を2層以上有し、
前記多層積層体の最外面が、前記低屈折率層であり、
前記高屈折率層の屈折率η1、前記低屈折率層の屈折率η2とするとき、η1−η2の式で表される屈折率差Δηが、0を超え、
前記光出射手段は、前記高屈折率層と前記低屈折率層との積層方向に沿って深さが深くなる複数の凹部であり、
これら複数の凹部は、前記高屈折率層、及び前記低屈折率層の延在方向に沿って、且つ前記光入射面から離れるに従って漸次凹部の深さが深くなるように配置され、
前記複数の凹部のうち、最も浅い前記凹部の先端部と最も深い前記凹部の先端部とが、異なる層内にある、
シート状導光体。 - 前記高屈折率層の屈折率η1が、1.45以上1.6未満である、請求項1に記載のシート状導光体。
- 前記高屈折率層の厚みT1が、10μm〜500μmである、請求項1又は2に記載のシート状導光体。
- 前記低屈折率層の厚みT2が、3μm〜50μmである、請求項1〜3のいずれかに記載のシート状導光体。
- 以下の(1)〜(4)のいずれかの方法により前記高屈折率層と前記低屈折率層とを積層する、請求項1〜4のいずれかに記載のシート状導光体の製造方法。
(1)多層溶融押出により高屈折率層と低屈折率層とを多層一体成形する方法
(2)高屈折率層となる樹脂シートあるいは樹脂フィルムと、低屈折率層を形成する
樹脂シートや樹脂フィルムを交互に積層して製造する方法
(3)低屈折率層/高屈折率層/低屈折率層構造のシートを積層して製造する方法
(4)加熱プレス法や接着剤を用いて高屈折率層と低屈折率層を交互に積層する方法 - 請求項1〜4のいずれかに記載のシート状導光体の前記光入射面に、発光ダイオードを有する、光源。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011194722A JP5790347B2 (ja) | 2011-09-07 | 2011-09-07 | シート状導光体、シート状導光体の製造方法及び光源 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011194722A JP5790347B2 (ja) | 2011-09-07 | 2011-09-07 | シート状導光体、シート状導光体の製造方法及び光源 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2013058318A JP2013058318A (ja) | 2013-03-28 |
| JP2013058318A5 JP2013058318A5 (ja) | 2014-08-21 |
| JP5790347B2 true JP5790347B2 (ja) | 2015-10-07 |
Family
ID=48134033
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011194722A Expired - Fee Related JP5790347B2 (ja) | 2011-09-07 | 2011-09-07 | シート状導光体、シート状導光体の製造方法及び光源 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5790347B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3414488B1 (en) * | 2016-02-09 | 2023-10-25 | Nanocomp Oy Ltd. | Light guide with plurality of light channels |
| CN110366697B (zh) * | 2017-02-27 | 2022-08-23 | 富士胶片株式会社 | 亮度均匀化部件、背光单元及液晶显示装置 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4192697B2 (ja) * | 2003-06-24 | 2008-12-10 | 凸版印刷株式会社 | 導光体、照明装置、およびカラー画像表示体 |
| KR101653015B1 (ko) * | 2008-12-25 | 2016-08-31 | 미츠비시 레이온 가부시키가이샤 | 광원장치용 도광체 및 그의 제조 방법 |
-
2011
- 2011-09-07 JP JP2011194722A patent/JP5790347B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013058318A (ja) | 2013-03-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5485137B2 (ja) | 光源装置用導光体 | |
| US8529116B2 (en) | Light guide plate and light source module | |
| TW200946338A (en) | Laminated film | |
| JP2013069498A (ja) | 面状照明装置 | |
| US9321225B2 (en) | Optical plate with microstructures | |
| JP5983790B2 (ja) | 半透過型反射シート、導光板、表示装置 | |
| JP5790347B2 (ja) | シート状導光体、シート状導光体の製造方法及び光源 | |
| WO2014203850A1 (ja) | 積層体、積層体の製造方法、光源装置用導光体及び光源装置 | |
| KR20130126544A (ko) | 광학 성능이 우수한 광학 필름 적층체 및 이를 포함하는 조명 장치 | |
| JP2010262198A (ja) | 立体表示装置 | |
| JP5017140B2 (ja) | 面光源装置用導光体および面光源装置 | |
| TW201400947A (zh) | 照明轉換器 | |
| WO2015020031A1 (ja) | 積層体の製造方法、積層体、光源装置用導光体及び光源装置 | |
| JP2011227231A (ja) | 光学シート、光学シート組合せ体、バックライトユニット及びディスプレイ装置 | |
| JP2017091892A (ja) | 導光シート、エッジライト型バックライトユニット及び液晶表示装置 | |
| JP2011112834A (ja) | シート状成形物、およびそれを用いた面光源装置用導光体 | |
| JP2017208287A (ja) | 面光源装置、透過型表示装置 | |
| JP2016219121A (ja) | 面光源装置用導光体及び面光源装置 | |
| CN114252953A (zh) | 塑料光纤、塑料光纤线缆、带有连接器的塑料光纤线缆、光通信系统、和塑料光纤传感器 | |
| JP2012256534A (ja) | 面状照明装置 | |
| JP2011124168A (ja) | 導光シートの製造方法 | |
| JP2013137392A (ja) | 複合型光学シート | |
| JP5243102B2 (ja) | プラスチック光ファイバケーブルの製造方法 | |
| JP2016219120A (ja) | 面光源装置用導光体及び面光源装置 | |
| KR101802579B1 (ko) | 광학시트 및 이를 포함하는 액정표시장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140707 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140707 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150324 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150407 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150529 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150707 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150720 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5790347 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |