JP5758313B2 - 鋳造装置 - Google Patents
鋳造装置 Download PDFInfo
- Publication number
- JP5758313B2 JP5758313B2 JP2012006243A JP2012006243A JP5758313B2 JP 5758313 B2 JP5758313 B2 JP 5758313B2 JP 2012006243 A JP2012006243 A JP 2012006243A JP 2012006243 A JP2012006243 A JP 2012006243A JP 5758313 B2 JP5758313 B2 JP 5758313B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- solid metal
- cooling
- chamber
- peripheral surface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Landscapes
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
Description
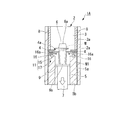
即ち、本発明に係る鋳造装置は、真空室内において、溶融金属を内部に保持する鋳型を、加熱室から、該加熱室と断熱仕切板によって仕切られて該加熱室の下方に設けられる冷却室に案内し、方向性凝固を行なう鋳造装置であって、前記冷却室は、前記鋳型の外周面に接触し、少なくとも接触する面側が前記鋳型の温度よりも低い融点の金属材料よりなる固体金属と、該固体金属を前記鋳型の外周面に供給する固体金属供給部とを備え、前記固体金属は、シート状をなしており、前記固体金属供給部は、前記鋳型の外周側で、該鋳型を挟んで対向する位置に一対が配置され、前記鋳型が前記冷却室内へ案内されるに従って、前記固体金属を順次送り出しながら前記鋳型の外周面を順次覆うように供給する送出部を有することを特徴とする。
また、前記加熱室と前記冷却室との間において、前記真空室の内周面から内周側に向かって水平方向に突出して設けられる断熱仕切板を備えていてもよい。
また、本発明に係る鋳造装置は、真空室内において、溶融金属を内部に保持する鋳型を、加熱室から、該加熱室と断熱仕切板によって仕切られて該加熱室の下方に設けられる冷却室に案内し、方向性凝固を行なう鋳造装置であって、前記冷却室は、前記鋳型の外周面に接触し、少なくとも接触する面側が前記鋳型の温度よりも低い融点の金属材料よりなる固体金属と、該固体金属を前記鋳型の外周面に供給する固体金属供給部と、前記加熱室と前記冷却室との間において、前記真空室の内周面から内周側に向かって水平方向に突出して設けられる断熱仕切板とを備えることを特徴とする。
前記断熱仕切板には、前記真空室の内周側中央部に前記加熱室と前記冷却室とを上下方向に連通する開口部が形成されていてもよい。
また、本発明に係る鋳造装置は、前記鋳型が前記冷却室内へ案内されるに従って、前記固体金属を順次送り出しながら前記鋳型の外周面を順次覆うように供給する送出部から上方に送り出されたシート状の前記固体金属を前記断熱仕切板との間で挟み込み、上方に送り出された前記固体金属の送り出し方向を上方から水平方向に変える案内部を備えていてもよい。
鋳造装置1Aは、機械的強度が要求される例えば、ガスタービン用の動翼、静翼等の部品を精密鋳造によって製造する製造装置である。
冷却室5は、加熱室3の下方に断熱仕切板4によって仕切られて設けられ、内部が空間とされた容器状の部材であり、この空間が鋳型6の内部へ充填される合金Mの融点よりも低い温度に保持されている。
なお、第一実施形態と同様の構成要素には同一の符号を付して詳細説明を省略する。
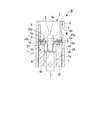
本実施形態では、第一実施形態の鋳造装置1Aについて、さらに第二ガス冷却装置(第二冷却手段)26を備えている。
例えば、冷却板9上には、溶融した固体金属W1が付着する可能性もあるため、表面をコーティングして保護してもよい。
Claims (7)
- 真空室内において、溶融金属を内部に保持する鋳型を、加熱室から、該加熱室と断熱仕切板によって仕切られて該加熱室の下方に設けられる冷却室に案内し、方向性凝固を行なう鋳造装置であって、
前記冷却室は、前記鋳型の外周面に接触し、少なくとも接触する面側が前記鋳型の温度よりも低い融点の金属材料よりなる固体金属と、
該固体金属を前記鋳型の外周面に供給する固体金属供給部とを備え、
前記固体金属は、シート状をなしており、
前記固体金属供給部は、前記鋳型の外周側で、該鋳型を挟んで対向する位置に一対が配置され、
前記鋳型が前記冷却室内へ案内されるに従って、前記固体金属を順次送り出しながら前記鋳型の外周面を順次覆うように供給する送出部を有することを特徴とする鋳造装置。 - 前記固体金属を前記鋳型へ供給する手前で、前記固体金属を冷却する第一冷却手段をさらに備えることを特徴とする請求項1に記載の鋳造装置。
- 前記固体金属が前記鋳型の外周面を覆った範囲を、該固体金属の外周側から冷却する第二冷却手段をさらに備えることを特徴とする請求項1又は2に記載の鋳造装置。
- 前記加熱室と前記冷却室との間において、前記真空室の内周面から内周側に向かって水平方向に突出して設けられる断熱仕切板を備えることを特徴とする請求項1から3のいずれか一項に記載の鋳造装置。
- 真空室内において、溶融金属を内部に保持する鋳型を、加熱室から、該加熱室と断熱仕切板によって仕切られて該加熱室の下方に設けられる冷却室に案内し、方向性凝固を行なう鋳造装置であって、
前記冷却室は、前記鋳型の外周面に接触し、少なくとも接触する面側が前記鋳型の温度よりも低い融点の金属材料よりなる固体金属と、
該固体金属を前記鋳型の外周面に供給する固体金属供給部と、
前記加熱室と前記冷却室との間において、前記真空室の内周面から内周側に向かって水平方向に突出して設けられる断熱仕切板とを備えることを特徴とする鋳造装置。 - 前記断熱仕切板には、前記真空室の内周側中央部に前記加熱室と前記冷却室とを上下方向に連通する開口部が形成されていることを特徴とする請求項4又は5に記載の鋳造装置。
- 前記鋳型が前記冷却室内へ案内されるに従って、前記固体金属を順次送り出しながら前記鋳型の外周面を順次覆うように供給する送出部から上方に送り出されたシート状の前記固体金属を前記断熱仕切板との間で挟み込み、上方に送り出された前記固体金属の送り出し方向を上方から水平方向に変える案内部を備えることを特徴とする請求項4から6のいずれか一項に記載の鋳造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012006243A JP5758313B2 (ja) | 2012-01-16 | 2012-01-16 | 鋳造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012006243A JP5758313B2 (ja) | 2012-01-16 | 2012-01-16 | 鋳造装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2013144308A JP2013144308A (ja) | 2013-07-25 |
| JP2013144308A5 JP2013144308A5 (ja) | 2014-04-10 |
| JP5758313B2 true JP5758313B2 (ja) | 2015-08-05 |
Family
ID=49040437
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012006243A Expired - Fee Related JP5758313B2 (ja) | 2012-01-16 | 2012-01-16 | 鋳造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5758313B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105541087A (zh) * | 2015-12-15 | 2016-05-04 | 鹤山市凤台菱精密铸造有限公司 | 一种真空铸造工艺 |
| CN105880533A (zh) * | 2016-06-17 | 2016-08-24 | 西北工业大学 | 能够减少截面变化铸件中雀斑的定向凝固方法 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106694857B (zh) * | 2016-12-31 | 2018-08-10 | 西安交通大学青岛研究院 | 一种TiAl金属间化合物铸锭的真空铸造方法 |
| CN111375743B (zh) * | 2018-12-29 | 2022-05-10 | 沈阳铸造研究所有限公司 | 一种复杂结构高温合金件的铸造装置及精密铸造方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS571564A (en) * | 1980-06-04 | 1982-01-06 | Hitachi Ltd | Method and device for unidirectional solidifying of molten alloy |
| JPS58138540A (ja) * | 1982-02-10 | 1983-08-17 | Agency Of Ind Science & Technol | 金型 |
-
2012
- 2012-01-16 JP JP2012006243A patent/JP5758313B2/ja not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105541087A (zh) * | 2015-12-15 | 2016-05-04 | 鹤山市凤台菱精密铸造有限公司 | 一种真空铸造工艺 |
| CN105880533A (zh) * | 2016-06-17 | 2016-08-24 | 西北工业大学 | 能够减少截面变化铸件中雀斑的定向凝固方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013144308A (ja) | 2013-07-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5758313B2 (ja) | 鋳造装置 | |
| JP5758318B2 (ja) | 鋳造装置 | |
| JP4350135B2 (ja) | 鋳造装置 | |
| EP0968065B1 (en) | Method and apparatus for producing directionally solidified castings | |
| EP2633927A1 (en) | Environment servo type clean metal casting mold | |
| CN102941338B (zh) | 一种组芯铸造冷却速度的控制方法及装置 | |
| EP2394758A1 (en) | Metal slab manufacturing device that uses an electron beam and metal slab manufacturing method using same | |
| US9553221B2 (en) | Electromagnetic casting method and apparatus for polycrystalline silicon | |
| CN109371457B (zh) | 单晶铸件的定向凝固装置及制造设备 | |
| US3921698A (en) | Method for the production of metallic ingots | |
| JP4703486B2 (ja) | 坩堝および薄板製造装置 | |
| JP4139868B2 (ja) | 高融点金属の高圧鋳造方法およびダイカスト装置 | |
| US8784561B2 (en) | Method of adjusting insulation in a directional solidification furnace | |
| CN109475931B (zh) | 定向凝固冷却熔炉及使用这种熔炉的冷却方法 | |
| JP5770156B2 (ja) | チタンまたはチタン合金からなる鋳塊の連続鋳造方法 | |
| JP2016147298A (ja) | 連続鋳造装置 | |
| WO2014109399A1 (ja) | チタンまたはチタン合金からなる鋳塊の連続鋳造方法 | |
| JP4505811B2 (ja) | 合金溶湯の鋳造方法 | |
| US20190076919A1 (en) | Casting device | |
| JP5328998B1 (ja) | 金属ガラスの鋳造装置及びそれを用いた鋳造方法 | |
| US6715534B1 (en) | Method and apparatus for producing directionally solidified castings | |
| CN114247903B (zh) | 一种金属3d打印冷却装置和金属3d打印方法 | |
| US20160067771A1 (en) | Upward continuous casting apparatus and upward continuous casting method | |
| JP5777204B2 (ja) | 金属溶製用溶解炉 | |
| WO2010124073A2 (en) | Improved process and apparatus for direct chill casting |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20140224 Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140224 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140224 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20141210 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150113 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150311 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20150312 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150507 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150603 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5758313 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| LAPS | Cancellation because of no payment of annual fees |