JP5712943B2 - 金属複合体の製造方法 - Google Patents
金属複合体の製造方法 Download PDFInfo
- Publication number
- JP5712943B2 JP5712943B2 JP2012016515A JP2012016515A JP5712943B2 JP 5712943 B2 JP5712943 B2 JP 5712943B2 JP 2012016515 A JP2012016515 A JP 2012016515A JP 2012016515 A JP2012016515 A JP 2012016515A JP 5712943 B2 JP5712943 B2 JP 5712943B2
- Authority
- JP
- Japan
- Prior art keywords
- metal
- metal composite
- metal material
- resin
- sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Description
シート状基材は、熱硬化性樹脂を含有する。後述する第1の工程で該熱硬化性樹脂の硬化反応が開始される。シート状基材は、後述する第2の工程で金属材とともに成形され、金属複合体における樹脂硬化層を形成する。
金属材は、後述する第1の工程で180℃を超える温度に加熱されるとともに、後述する第2の工程で成形され、金属複合体における金属材を形成する。
金属材を形成する金属としては、アルミニウム合金、マグネシウム合金及びチタン合金からなる群より選択される少なくとも一種であることが好ましい。例えば、アルミニウム合金としては、工業用純アルミニウムのA1050やA1100、A1200、Al−Cu系のA2017、A2024、Al−Mn系のA3003、A3004、Al−Si系のA4032、Al−Mg系のA5005、A5052、A5083、Al−Mg−Si系のA6061、A6063、Al−Zn系のA7075等が挙げられる。
マグネシウムを含むマグネシウム合金としては、例えば、Mg−Al−Zn系のAZ31やAZ61、AZ91等が挙げられる。純マグネシウムについては、板状のものは流通が乏しく、マグネシウム合金が一般的とされる。
チタン合金としては、工業用純チタンである1〜4種のTP270Hや11〜23種のパラジウムを添加した合金やコバルトとパラジウムを添加した合金、50種(α合金)、60種(α−β合金)、80種(β合金)に該当するTi−6Al−4Vなどが挙げられる。
金属材の形状は特に制限されず、成形材料として未成形のままでもよく、目的の形状に成形されていてもよく、また目的の形状により近く予備賦形されていてもよい。経済性の観点からは、未成形の状態が好ましい。例えば、金属材は、厚みが0.1〜1mmの板状体であることが好ましい。金属材の厚みはさらに好ましくは0.3〜0.8mmである。このような金属材を用いることで、複雑形状への成形を特に容易に行うことができる。
プリフォームは、シート状基材と、該シート状基材に接するように配置又は積層された金属材とを備える。プリフォームは、後述する第1の工程において加熱されるとともに、後述する第2の工程において加圧成形され、金属複合体を形成する。
以下、本実施形態に係る金属複合体の製造方法の各工程について詳細に説明する。
本実施形態に係る製造方法により製造される金属複合体は、金属材と、該金属材に沿って設けられた樹脂硬化層とを備える。樹脂硬化層は、シート状基材に含まれる熱硬化性樹脂が硬化することにより形成される層である。
(熱硬化性樹脂の調製)
エポキシ樹脂として“エピコート”828、“エピコート”834、“エピコート”1001(以上、ビスフェノールA型エポキシ樹脂、ジャパンエポキシレジン(株)製)、及び“エピコート”154(フェノールノボラック型エポキシ樹脂、ジャパンエポキシレジン(株)製)、硬化剤としてDicy7(ジシアンアミド、ジャパンエポキシレジン(株)製)、硬化促進剤として“オミキュア”24(2,4−トルエンビス(ジメチルウレア)、ピイ・ティ・アイジャパン(株)製)を用い、これらを表1に示す質量比で混合して、樹脂組成物として調製した。
調製した樹脂組成物を、リバースロールコータを用いて離型紙上に塗布することにより、樹脂フィルムを作製した。樹脂フィルムの単位面積あたりの樹脂量は、25g/m2とした。
金属材として、表面にサンドブラスト処理が施された厚み0.5mmのアルミニウム合金板(A5052)を準備した。アルミニウム合金板の表面には、平均孔径30μmの多数の孔が観測された。この金属材と上述のシート状基材を、金属材/シート状基材/金属材の順で積層して、プリフォームを作製した。積層の際、一方の金属材の表面にK熱電対を、耐熱テープを用いて貼り付けた。
図3に示すような第1の工程、第2の工程及び第3の工程を含む以下のプロセスにより、金属複合体を作製した。
図1(b)に示すように、上側成形金型と下側成形金型とでプリフォームを挟み、0.5MPaの圧力で保持した。上側成形金型と下側成形金型の表面温度はいずれも220℃であった。この状態で約1分間保持して、樹脂組成物を半硬化させた。このとき、金属材の表面温度は215℃で、シート状基材の温度は150℃であった。上述のように予め取得した加熱温度及び加熱時間とTgとの相関関係に基づいて、金属複合体中の樹脂組成物のTgは115℃と見積もられた。このTgは飽和したTgに対して82%であることから、第1の工程の終了時点の樹脂組成物は半硬化状態であることがわかる。
続いて、上側成形金型及び下側成形金型によりプリフォームを10MPaで加圧して、金属複合体を成形した。
第2の工程の加圧を開始してから約1分後、冷却水を流すことにより上側成形金型及び下側成形金型を表面温度が180℃以下となるまで冷却しながら、上側成形金型及び下側成形金型の設定温度を150℃に変更した。プリフォームを配置しない状態で、冷却水量と成形金型の表面温度との相関関係を予め確認しておき、この相関関係に基づいて冷却水量を調整した。金属材の表面温度が冷却を開始してから約2分後に180℃以下の状態となり、その後、約1分間加圧を行った。
成形金型を開放し、金属複合体を成形金型から取り出した。得られた金属複合体を構成する金属材同士が強固に接着されており、人力による剥離は困難であった。二つの金属材の間にズレはなく、金属複合体の厚みは1.5mmであり、ヒケや捻れは認められず、金属複合体全体に反りや歪みも生じていなかった。金属複合体について、接着強度を後述する方法により測定したところ、16MPaであった。接着試験終了後に、金属材に付着した樹脂組成物を削り出し、そのTgを測定したところ、137℃であり、第3の工程の終了時点での樹脂組成物が硬化状態にあることが確認された。
(プリフォームの作製)
金属材として、表面にサンドブラスト処理が施された厚み0.5mmのマグネシウム合金板(AZ31)を準備した。マグネシウム合金板の表面には平均孔径50μmの多数の孔が観察された。金属材をこのマグネシウム合金板に変更したこと以外は実施例1と同様にして、プリフォームを作製した。
[第1の工程]
図1(b)に示すように、上側成形金型と下側成形金型とでプリフォームを挟み、0.5MPaの圧力で保持した。上側成形金型と下側成形金型の表面温度はいずれも210℃であった。この状態で約1分間保持して、樹脂組成物を半硬化させた。このとき、金属材の温度は210℃で、シート状基材の温度は140℃であった。加熱温度及び加熱時間とTgとの相関関係に基づいて、金属複合体中の樹脂組成物のTgは108℃と見積もられた。このTgは飽和したTgに対して77%であることから、第1の工程の終了時点の樹脂組成物は半硬化状態であることがわかる。
続いて、上側成形金型及び下側成形金型によりプリフォームを15MPaで加圧して、金属複合体を成形した。
第2の工程の加圧を開始してから約1分後、冷却水を流すことにより上側成形金型及び下側成形金型を180℃以下となるまで冷却しながら、上側成形金型及び下側成形金型の設定温度を150℃に変更した。金属材の表面温度が冷却を開始してから約2分後に180℃以下の状態となり、その後、約1分間加圧を行った。
成形金型を開放し、金属複合体を成形金型から取り出した。二つの金属材の間にズレはなく、金属複合体の厚みは1.5mmであり、金属複合体は凹凸形状を有していた。金属複合体に皺、割れ、破れといった表面欠陥は認められず、金属複合体全体に反りや歪みも生じていなかった。得られた金属複合体の金属材同士は強固に接着されており、人力による剥離は困難であった。金属複合体について、後述する方法により接着強度を測定したところ、18MPaであった。接着試験終了後に、金属材に付着した樹脂組成物を削り出し、そのTgを測定したところ、137℃であり、第3の工程の終了時点での樹脂組成物が硬化状態にあることが確認された。
金属材として、金属表面にアルマイト処理が施された厚み0.5mmのアルミニウム合金板(A5052)を準備した。このアルミニウム合金板の表面には平均孔径0.05μmの多数の孔が観察された。金属材をこのアルミニウム合金板に変更したこと以外は実施例1と同様の方法で金属複合体を製造し、その評価を行った。
実施例1で調製した樹脂組成物を用いて樹脂フィルムを作製した。樹脂フィルムの単位面積あたりの樹脂量は、50g/m2とした。シート状基材をこの樹脂フィルムに変更したこと以外は実施例1と同様の方法で金属複合体を製造し、その評価を行った。
実施例1で製造したシート状基材と金属材を用い、金属材/シート状基材の二層構成のプリフォームを作製した。また第1の工程において、下側成形金型の表面温度が150℃となるように設定した。このプリフォームを用いたことおよび下側成形金型の表面温度以外は、実施例1と同様の方法で金属複合体を製造し、その評価を行った。
実施例1と同様のプリフォームを用い、第1の工程の加熱を開始してから約30秒後、第2の工程の加圧を開始し、その約30秒後、第3の工程として、冷却水を流して上側成形金型と下側成形金型を180℃以下に冷却し、上側及び下側成形金型の設定温度を170℃に変更した。金属材の表面温度が冷却を開始してから約1分後に180℃以下の状態となり、その後、約1分間加圧を行った。その後、成形金型を開放し、金属複合体を成形金型から取り出した。取り出した金属複合体を雰囲気温度150℃に調整された熱風オーブンに入れ、10分間アフターキュアを行った。得られた金属複合体を、実施例1と同様に評価した。
ベンゾオキサジン樹脂として、F−a型ベンゾオキサジン樹脂(四国化成工業(株)製)、酸触媒として、DY9577(ハンツマン・アドバンスド・マテリアルズ(株)製、三塩化ホウ素オクチルアミン錯体)を用い、表1に示す質量比で混合した。この樹脂組成物を、シート状基材を形成する熱硬化性樹脂として用いた以外は、実施例1と同様の条件で金属複合体および電子機器筐体を製造した。粘度計を用いて樹脂の粘度を測定した結果から、樹脂の硬化度を算出したところ、第1の工程において、半硬化の状態であることがわかった。
フェノール樹脂として、フェノライト(登録商標)5010(DIC(株)製、レゾール型フェノール樹脂)を準備し、シート状基材を形成する熱硬化性樹脂として用いたこと以外は、実施例1と同様とした。
金属材として、金属表面にサンドブラスト処理が施された厚み0.2mmのチタン合金板(Ti−6AL−4V)を用いた。成形金型の表面温度を240℃とし、成形圧力を15MPaとすること以外は、実施例1と同様の方法で金属複合体および電子機器筐体を製造し、評価を行った。なお、金属板の表面には平均孔径15μmの多数の孔が観察された。製造条件および、評価結果を表2に記載する。
上下の成形金型温度を190℃とすること以外は、実施例1と同様の方法で金属複合体および電子機器筐体を製造し、評価を行った。なお、第1の工程時の金属材の表面温度は、185℃であった。製造条件および、評価結果を表2に記載する。
金属材の対向する2辺の端辺を図5(a)に示すように、約90°のL曲げ加工したアルミニウム合金(A5052)を準備した。実施例1と同じシート状基材を図5(b)に示すように配置し、L曲げ部分を曲げ込んで、プリフォームとした。これら以外は、実施例1と同様にして成形を行った。成形金型の加圧によって、曲げ込んだL曲げ部が平潰しされ、端部がヘミング加工された金属複合体を得た。
金属材として、工業用純アルミニウム板(A1100)を用いたこと以外は、実施例1と同様とした。製造条件および、評価結果を表2に記載する。
金属材として、工業用純チタン(KS40)を用いたこと以外は、実施例9と同様とした。製造条件および、評価結果を表2に記載する。
(プリフォームの作製)
熱硬化性樹脂の組成を表2に示す質量比に変更したこと以外は実施例1と同様の方法で、金属複合体を製造した。プレス成形装置を用い、表面温度が130℃の加熱プレート上にシート状基材を配置して、加熱しながら10分間、1MPaで加圧した。得られた成形品のTgを前記と同様の方法で測定したところ75℃であった。このTgは飽和したTgに対して52%であることから、樹脂組成物は半硬化状態であることがわかる。
[第1の工程]
図1(b)に示すように、上側成形金型と下側成形金型とでプリフォーム10を挟み、0.5MPaの圧力で保持した。このとき、上側成形金型と下側成形金型の表面温度はいずれも220℃で、シート状基材の温度は150℃であった。この状態で約1分間保持して、樹脂組成物を反応させた。上述のように予め取得した加熱温度及び加熱時間とTgとの相関関係に基づいて、金属複合体中の樹脂組成物のTgは14℃と見積もられた。このTgは飽和したTgに対して6%であることから、第1の工程の終了時点の樹脂組成物は半硬化状態に至っていなかった。
続いて、上側成形金型及び下側成形金型によりプリフォームを10MPaで加圧した。このとき、成形金型の間から、多量の樹脂組成物がフローした。
第3の工程の冷却を行わず、そのまま約3分間加圧を行った後、成形金型を開放したところ、金属材と金属材がズレ、金属複合体全体に反りが生じており、かつ金属材の間から、シート状基材の一部が飛び出しており、目的の金属複合体が得られなかった。さらに、金属複合体を取り出そうとしたところ、金属材が成形金型に固着してしまい、複合体としての脱型が困難であった。従って、後述する接着強度の測定は不可能であった。
図1(b)に示すように、上側成形金型と下側成形金型とで実施例2と同様のプリフォームを挟み、0.5MPaの圧力で保持した。上側成形金型と下側成形金型の表面温度はいずれも130℃とした。これ以外は、実施例2と同様の方法で金属複合体を製造し、評価を行った。製造条件および、評価結果を表2に示す。

金属材として用いる金属の表面を超深度カラー3D形状測定顕微鏡VK−9500(コントローラー部)/VK−9510(測定部)((株)キーエンス製)を使用して、拡大倍率100倍で撮影した。撮影した画像より解析アプリケーションVK−H1A9を使用して金属表面に形成される任意の孔径D(n)(n=1〜100)を測定し、平均孔径を求めた。
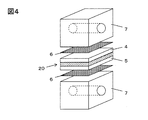
製造された金属複合体の平滑部より、40mm角の試験片を切り出し、サンドブラストを用いて両表面を粗化し、アセトンで油分を拭き取った後、構造用エポキシ樹脂(東レファインケミカル(株)製ケミットTE−2220)を用いて、直径10mmの貫通孔を備えた40mm立方のアルミニウム合金製ブロックを接着した。もう一方の面に対しても同様にアルミニウム合金製ブロックを接着し、図4に示す接着強度測定用サンプルを作製した。引張試験装置“インストロン”(登録商標)5565型万能材料試験機(インストロン・ジャパン(株)製)の上下に取り付けた固定具とアルミニウム合金製ブロックの貫通孔にピンを通して接続し、引張速度1.6mm/分で評価サンプル数nを5として評価を行った。得られた値と次式(1)より金属複合体の接着強度Sを算出した。計算によって得られた接着強度が10MPa以上であれば、おおよそ人力での剥離は困難である。
S=P/A (1)
S:接着強度[MPa]、P:最大荷重[N]、A:サンプルの断面積[mm2]
2 シート状基材
2a 樹脂硬化層
3 金属材
4 一方の部材
5 他方の部材
6 接着剤
7 アルミニウム合金製ブロック
8 L字曲げされた金属材
10 プリフォーム
11 上側成形金型
12 下側成形金型
20 金属複合体(試験片)
21 上側成形金型
22 下側成形金型
Claims (19)
- エポキシ樹脂、フェノール樹脂、ベンゾオキサジン樹脂及び不飽和ポリエステル樹脂からなる群より選択される少なくとも一種である熱硬化性樹脂を含むシート状基材と、該シート状基材に接するように配置または積層された金属材とを備えるプリフォームを加熱及び加圧により成形して、金属材と該金属材に沿って設けられた樹脂硬化層とを備える金属複合体を製造する方法であって、
プリフォームを成形金型内に配置し、金属材の表面温度が180℃を超えるまで加熱するとともに、熱硬化性樹脂を半硬化させる第1の工程と、
第1の工程で加熱されたプリフォームを圧力P2の加圧により金属複合体に成形する第2の工程と、
第2の工程で成形された金属複合体を、圧力P3の加圧下において、金属材の表面温度が180℃以下となるまで冷却する第3の工程と、
を備える、金属複合体の製造方法。 - シート状基材は、130℃で10分間加熱したときに、そこに含まれる熱硬化性樹脂が硬化状態になるものである、請求項1に記載の金属複合体の製造方法。
- 第1の工程において、金属材の表面温度が200〜300℃となるまで加熱する、請求項1または2に記載の金属複合体の製造方法。
- 第1の工程において、プリフォームを配置する際の成形金型が、200〜300℃の表面温度を有する、請求項1〜3のいずれかに記載の金属複合体の製造方法。
- 第1の工程、第2の工程、および第3の工程を同一の成形金型内で行う、請求項1〜4のいずれかに記載の金属複合体の製造方法。
- 第2の工程及び/又は第3の工程において、熱硬化性樹脂が硬化状態となる、請求項1〜5のいずれかに記載の金属複合体の製造方法。
- 圧力P3が圧力P2以上である、請求項1〜6のいずれかに記載の金属複合体の製造方法。
- 圧力P2が3〜30MPaである、請求項1〜7のいずれかに記載の金属複合体の製造方法。
- 金属材の表面温度が180℃を超える温度から180℃以下まで降下するまでの時間が3分以内である、請求項1〜8のいずれかに記載の金属複合体の製造方法。
- 第2の工程及び/又は第3の工程において、プリフォームのエッジがヘミング加工又は圧接加工される、請求項1〜9のいずれかに記載の金属複合体の製造方法。
- 第3の工程の後、金属複合体をアフターキュアする工程を更に備える、請求項1〜10のいずれかに記載の金属複合体の製造方法。
- シート状基材が、繊維基材に熱硬化性樹脂が含浸されてなるプリプレグである、請求項1〜11のいずれかに記載の金属複合体の製造方法。
- 熱硬化性樹脂に硬化促進剤が添加されている、請求項1〜12のいずれかに記載の金属複合体の製造方法。
- 金属材が、0.1〜1mmの厚みを有する板状体である、請求項1〜13のいずれかに記載の金属複合体の製造方法。
- 金属材は、シート状基材と接する面において、物理的、化学的又は電気的に表面粗化されている、請求項1〜14のいずれかに記載の金属複合体の製造方法。
- 金属材は、シート状基材と接する面において、0.01〜100μmの孔が複数形成されている、請求項1〜15のいずれかに記載の金属複合体の製造方法。
- 金属材を形成する金属が、アルミニウム合金、マグネシウム合金及びチタン合金からなる群より選択される少なくとも一種である、請求項1〜16のいずれかに記載の金属複合体の製造方法。
- プリフォームが、シート状基材またはその積層体の両面にそれぞれ金属材が積層されて構成されるサンドイッチ構造を有する、請求項1〜17のいずれかに記載の金属複合体の製造方法。
- 金属複合体における金属材と樹脂硬化層との接着強度が10MPa以上である、請求項1〜18のいずれかに記載の金属複合体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012016515A JP5712943B2 (ja) | 2011-03-17 | 2012-01-30 | 金属複合体の製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011058929 | 2011-03-17 | ||
| JP2011058929 | 2011-03-17 | ||
| JP2012016515A JP5712943B2 (ja) | 2011-03-17 | 2012-01-30 | 金属複合体の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2012206503A JP2012206503A (ja) | 2012-10-25 |
| JP2012206503A5 JP2012206503A5 (ja) | 2014-12-04 |
| JP5712943B2 true JP5712943B2 (ja) | 2015-05-07 |
Family
ID=47186671
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012016515A Active JP5712943B2 (ja) | 2011-03-17 | 2012-01-30 | 金属複合体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5712943B2 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5919066B2 (ja) * | 2012-03-30 | 2016-05-18 | 富士重工業株式会社 | 一体成型部品製造方法および一体成型部品 |
| JP6026860B2 (ja) * | 2012-11-19 | 2016-11-16 | 三光合成株式会社 | 賦形成形方法 |
| DE102012111488A1 (de) | 2012-11-27 | 2014-05-28 | Thyssenkrupp Steel Europe Ag | Verfahren zum Herstellen eines Strukturbauteils, insbesondere für eine Karosserie |
| KR101429727B1 (ko) | 2014-02-20 | 2014-08-14 | (주)오토젠 | 하이브리드 복합소재를 이용한 히트 프로텍터의 제조방법 |
| KR101652681B1 (ko) * | 2014-10-20 | 2016-09-02 | 엠코 주식회사 | 복합재 성형방법 |
| JP6656702B1 (ja) * | 2019-08-15 | 2020-03-04 | 株式会社The MOT Company | 繊維強化樹脂成形品の製造方法 |
| CN113815177B (zh) * | 2021-08-16 | 2023-11-07 | 维达力科技股份有限公司 | 复合板材的压制成型方法、复合板材盖板及其制备方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB8406869D0 (en) * | 1984-03-16 | 1984-04-18 | Alcan Int Ltd | Forming fibrethermoplastic composites |
| JPH07162161A (ja) * | 1993-12-08 | 1995-06-23 | Toshiba Chem Corp | 電子機器筐体の製造方法 |
| JP2001230586A (ja) * | 2000-02-18 | 2001-08-24 | Takakazu Miyazaki | 電磁波遮蔽用筐体及びその製造方法 |
| JP2001298277A (ja) * | 2000-04-12 | 2001-10-26 | Taisei Plas Co Ltd | 電子機器筐体とその製造方法 |
| JP2001315162A (ja) * | 2000-05-10 | 2001-11-13 | Hitachi Ltd | 電子機器筐体の製造方法 |
-
2012
- 2012-01-30 JP JP2012016515A patent/JP5712943B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012206503A (ja) | 2012-10-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2012073775A1 (ja) | 金属複合体の製造方法および電子機器筐体 | |
| JP5712943B2 (ja) | 金属複合体の製造方法 | |
| JP5953756B2 (ja) | 電子機器筐体の製造方法 | |
| JP5712944B2 (ja) | 金属複合体の製造方法 | |
| JP6007914B2 (ja) | 真空成形用プリプレグ、繊維強化複合材料およびその製造方法 | |
| TW201831321A (zh) | 金屬-纖維強化樹脂材料複合體、其製造方法以及接著片 | |
| TWI701286B (zh) | 環氧樹脂組成物、預浸體、碳纖維強化複合材料及此等之製造方法 | |
| JP5682838B2 (ja) | エポキシ樹脂組成物、プリプレグ、繊維強化複合材料とその製造方法 | |
| TW201903013A (zh) | 金屬-纖維強化樹脂材料複合體及其製造方法 | |
| JP5660443B2 (ja) | 粘接着シートおよびそれを用いた接着方法 | |
| JPWO2019188020A1 (ja) | 繊維強化複合材料用内部離型剤、繊維強化複合材、その成形方法および繊維強化樹脂成形品の接合方法 | |
| JP5712908B2 (ja) | 金属複合体の製造方法 | |
| JP2019167429A (ja) | エポキシ樹脂組成物、プリプレグ、炭素繊維強化複合材料及びこれらの製造方法 | |
| JP7209470B2 (ja) | プリプレグ及び炭素繊維強化複合材料 | |
| JP2017203107A (ja) | 成形材料および繊維強化複合材料 | |
| CN109312057B (zh) | 用于纤维增强复合材料的环氧树脂组合物及利用它的预浸料 | |
| JP5974491B2 (ja) | 繊維強化樹脂成形品の製造方法 | |
| JP2005161852A (ja) | 金属/繊維強化プラスチック複合材料及びその製造方法 | |
| JPWO2019003824A1 (ja) | 繊維強化複合材料用プリフォーム、熱硬化性樹脂組成物、繊維強化複合材料及び繊維強化複合材料の製造方法 | |
| JP7167976B2 (ja) | エポキシ樹脂組成物、成形材料の製造方法、及び繊維強化複合材料の製造方法 | |
| JP4765399B2 (ja) | エポキシ樹脂組成物 | |
| JP2001342268A (ja) | プリプレグ及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141017 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20141017 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20141017 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20141212 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150106 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150113 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150210 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150223 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5712943 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |