JP5665190B2 - 感熱記録体および感熱記録体の製造方法 - Google Patents
感熱記録体および感熱記録体の製造方法 Download PDFInfo
- Publication number
- JP5665190B2 JP5665190B2 JP2011106210A JP2011106210A JP5665190B2 JP 5665190 B2 JP5665190 B2 JP 5665190B2 JP 2011106210 A JP2011106210 A JP 2011106210A JP 2011106210 A JP2011106210 A JP 2011106210A JP 5665190 B2 JP5665190 B2 JP 5665190B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- paint
- coating
- film
- heat
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 12
- 239000010410 layer Substances 0.000 claims description 263
- 239000003973 paint Substances 0.000 claims description 188
- 238000000576 coating method Methods 0.000 claims description 124
- 239000011248 coating agent Substances 0.000 claims description 118
- 239000000463 material Substances 0.000 claims description 71
- 238000007766 curtain coating Methods 0.000 claims description 40
- XOOUIPVCVHRTMJ-UHFFFAOYSA-L zinc stearate Chemical compound [Zn+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O XOOUIPVCVHRTMJ-UHFFFAOYSA-L 0.000 claims description 27
- 239000011241 protective layer Substances 0.000 claims description 18
- 239000011347 resin Substances 0.000 claims description 16
- 229920005989 resin Polymers 0.000 claims description 16
- 239000004721 Polyphenylene oxide Substances 0.000 claims description 13
- 229920000570 polyether Polymers 0.000 claims description 13
- 239000000758 substrate Substances 0.000 claims description 13
- 238000000034 method Methods 0.000 claims description 10
- 230000004888 barrier function Effects 0.000 description 38
- 229940057977 zinc stearate Drugs 0.000 description 25
- 239000011230 binding agent Substances 0.000 description 23
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 21
- 230000005484 gravity Effects 0.000 description 12
- 238000003860 storage Methods 0.000 description 10
- 239000001993 wax Substances 0.000 description 8
- 238000007756 gravure coating Methods 0.000 description 7
- 238000012360 testing method Methods 0.000 description 7
- 239000004094 surface-active agent Substances 0.000 description 6
- 239000000049 pigment Substances 0.000 description 5
- 239000011247 coating layer Substances 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 238000007599 discharging Methods 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 239000002562 thickening agent Substances 0.000 description 3
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 2
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- -1 polyethylene Polymers 0.000 description 2
- 239000005373 porous glass Substances 0.000 description 2
- 230000000007 visual effect Effects 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 1
- HSFWRNGVRCDJHI-UHFFFAOYSA-N alpha-acetylene Natural products C#C HSFWRNGVRCDJHI-UHFFFAOYSA-N 0.000 description 1
- 235000013869 carnauba wax Nutrition 0.000 description 1
- 239000004203 carnauba wax Substances 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- LYCAIKOWRPUZTN-UHFFFAOYSA-N ethylene glycol Natural products OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 230000001050 lubricating effect Effects 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 235000013872 montan acid ester Nutrition 0.000 description 1
- LYRFLYHAGKPMFH-UHFFFAOYSA-N octadecanamide Chemical compound CCCCCCCCCCCCCCCCCC(N)=O LYRFLYHAGKPMFH-UHFFFAOYSA-N 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images



Landscapes
- Heat Sensitive Colour Forming Recording (AREA)
Description

感熱記録層では、一般に、感熱記録体の層の強度を高めるなどのためにバインダが含有される。このバインダは、感熱記録層の発色性能を低下させてしまうので、低減することが好ましい。感熱記録体を感熱記録紙等の製品として使用するときの、形成された層の強度は、一般に、70g/25mm以上が必要とされている。理由として、70g/25mm以上の層強度であれば、通常の印刷において、塗工層の脱落が生じにくいからである。
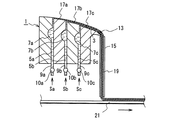
カーテンコーターによる塗工方式では、スライド傾斜面3に吐出した各塗料Sa〜Scを塗料膜17a〜17cにして流下させつつ上下に積層させる必要がある。このスライド傾斜面3における各層塗料膜17a〜17cの粘度は、上述のローシェア粘度、すなわち、せん断速度10s-1時のせん断粘度である。
各層塗料膜17a〜17cのスライド傾斜面3上での相互の接触面には、その流下する過程で動的表面張力が作用している。
スライド傾斜面3上に各層塗料膜17a〜17cの塗料Sa〜Scを吐出する場合、相対的に下層側の塗料よりも上層側の塗料の吐出量が多すぎると、上層側の塗料膜がスライド傾斜面3上で下層塗料膜を追い越し、これら層の塗料膜が混じり、各層塗料膜17a〜17cが所要の積層状態に積層できなくなる。その逆に、下層側の塗料より、上層側の塗料の吐出量が少なすぎると、下層側の塗料膜上に上層側の塗料膜を積層することができなくなる。
エッジガイド15は、上記したように、カーテン塗膜19の幅を規制すると同時に、カーテン塗膜19の両端をガイドして安定化させるものであり、このエッジガイド15には、その表面に、潤滑用のエッジガイド水が給水されている。
3 スライド傾斜面
5a−5c スロット
13 リップ
15 エッジガイド
17a−17c 各層塗料膜
19 カーテン塗膜
21 基材
23 感熱記録体
25 塗料膜
25a トップ層
25b バリア層
25c 感熱記録層
Sa−Sc 塗料
Claims (2)
- 基材上に、感熱記録層と保護層とが形成された感熱記録体であって、
前記感熱記録層よりも上層の前記保護層は、ベース樹脂およびウレタン変性ポリエーテルを含有すると共に、ステアリン酸亜鉛を含有しない、
ことを特徴とする感熱記録体。 - 傾斜したスライド面上に、複数層の塗料の流れを形成し、前記スライド面から自然落下させて、移動する基材上に複数層の塗工膜を積層するカーテン塗工による感熱記録体の製造方法であって、
前記複数層の塗工膜が、感熱記録層と、該感熱記録層よりも上層の保護層とを含み、
前記保護層の塗料は、ベース樹脂およびウレタン変性ポリエーテルを含有すると共に、ステアリン酸亜鉛を含有しない、
ことを特徴とする感熱記録体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011106210A JP5665190B2 (ja) | 2011-05-11 | 2011-05-11 | 感熱記録体および感熱記録体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011106210A JP5665190B2 (ja) | 2011-05-11 | 2011-05-11 | 感熱記録体および感熱記録体の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012236318A JP2012236318A (ja) | 2012-12-06 |
| JP5665190B2 true JP5665190B2 (ja) | 2015-02-04 |
Family
ID=47459687
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011106210A Active JP5665190B2 (ja) | 2011-05-11 | 2011-05-11 | 感熱記録体および感熱記録体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5665190B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018079436A (ja) * | 2016-11-17 | 2018-05-24 | 大阪シーリング印刷株式会社 | 塗工装置及び感熱記録体 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007190806A (ja) * | 2006-01-19 | 2007-08-02 | Nippon Paper Industries Co Ltd | 感熱記録体 |
| JP5186962B2 (ja) * | 2007-03-19 | 2013-04-24 | 株式会社リコー | 感熱記録材料 |
| JP5186952B2 (ja) * | 2008-03-04 | 2013-04-24 | 株式会社リコー | 感熱記録材料、感熱記録ラベル、感熱記録磁気紙、及び感熱記録方法 |
| JP5471208B2 (ja) * | 2008-09-10 | 2014-04-16 | 株式会社リコー | 感熱記録材料 |
| JP5521295B2 (ja) * | 2008-09-12 | 2014-06-11 | 株式会社リコー | 塗工製品、塗工方法、感熱記録材料および塗工装置 |
| JP5600969B2 (ja) * | 2009-03-18 | 2014-10-08 | 株式会社リコー | 感熱記録材料の製造方法及び感熱記録材料の製造装置 |
| JP5621388B2 (ja) * | 2009-08-05 | 2014-11-12 | 株式会社リコー | 感熱記録材料 |
-
2011
- 2011-05-11 JP JP2011106210A patent/JP5665190B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012236318A (ja) | 2012-12-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102225844B1 (ko) | 성형용 포장재 | |
| DE112005003537T5 (de) | Laminierter Bogen | |
| DE69700061T2 (de) | Thermische Übertragungsschicht für das Erzeugen von Bildern mit metallischem Glanz | |
| JP5665190B2 (ja) | 感熱記録体および感熱記録体の製造方法 | |
| JP5911086B2 (ja) | 感熱記録体の製造方法 | |
| JP5975455B2 (ja) | 感熱記録体の製造方法 | |
| JP5975456B2 (ja) | 感熱記録体の製造方法 | |
| JP2012236319A (ja) | 感熱記録体の製造方法 | |
| JP2015189020A (ja) | 熱転写受像シートおよびその製造方法 | |
| JP2012236317A (ja) | 感熱記録体および感熱記録体の製造方法 | |
| EP3186080B1 (en) | Method of producing a specified coefficient of friction on both sides of a substrate | |
| JP2012236313A (ja) | 感熱記録体 | |
| JP5482176B2 (ja) | 受容層形成用組成物、被熱転写シート及びその製造方法 | |
| JP2005513282A (ja) | 絹の触感を有する塗工紙 | |
| US10913303B2 (en) | Printable recording medium | |
| JP5077866B2 (ja) | 塗膜形成方法及び感熱記録シートの製造方法 | |
| DE102012201352A1 (de) | Endlose elastische Bauteile für Bilderzeugungsgeräte | |
| US10974531B2 (en) | Printable recording medium | |
| US6251484B1 (en) | Application method | |
| KR102502095B1 (ko) | 내수성 및 내용제성이 우수한 잉크젯 프린터용 기록 필름 및 그의 제조방법 | |
| JP5632239B2 (ja) | 印刷用艶消し塗工紙 | |
| JP5353026B2 (ja) | 再生樹脂を配合した積層耐水シート | |
| JP6814665B2 (ja) | 昇華型プリンタ用受像シート | |
| EP3656823A1 (en) | Silicone coating enabled by a support layer | |
| JP2017177795A (ja) | インクジェット用記録シート及び粘着シートラベル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131218 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140826 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141024 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20141202 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141205 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5665190 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |