JP5572907B2 - コアレスリニアモータ - Google Patents
コアレスリニアモータ Download PDFInfo
- Publication number
- JP5572907B2 JP5572907B2 JP2011156062A JP2011156062A JP5572907B2 JP 5572907 B2 JP5572907 B2 JP 5572907B2 JP 2011156062 A JP2011156062 A JP 2011156062A JP 2011156062 A JP2011156062 A JP 2011156062A JP 5572907 B2 JP5572907 B2 JP 5572907B2
- Authority
- JP
- Japan
- Prior art keywords
- armature
- resin
- substrate
- linear motor
- long hole
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Landscapes
- Linear Motors (AREA)
Description
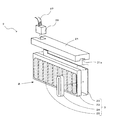
2 可動子
3 電機子
11 界磁ヨーク板
12 界磁ヨーク固定部
13 永久磁石
14 永久磁石列(界磁)
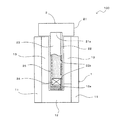
21 電機子ベース
22,22A,22B,22C プリント基板(基板)
22a プリント配線(回路パターン)
22b,22c,22d,22e 樹脂流入孔(樹脂流入部)
23 フレーム
24 電機子コイル
25 樹脂モールド
100 コアレスリニアモータ
Claims (4)
- 界磁と電機子を備え、前記界磁と前記電機子のいずれか一方を可動子、他方を固定子として、前記界磁と前記電機子を相対的に移動可能なコアレスリニアモータにおいて、
前記電機子は、
回路パターンが形成された略長方形状の基板と、
前記基板の片側に前記可動子の移動方向に沿って設けられた複数の電機子コイルと、
前記基板に前記電機子コイルを覆うように設けられたモールド樹脂と、を有し、
前記基板は、
樹脂モールド時に前記モールド樹脂が流入可能な長孔状の樹脂流入部を、長孔方向が前記基板の長手方向に沿うように、前記回路パターンと干渉しない領域に有している
ことを特徴とするコアレスリニアモータ。 - 前記基板は、
一方の長孔方向が前記基板の長手方向に沿うと共に、他方の長孔方向が前記基板の短手方向に沿った略十字状の前記樹脂流入部を有している
ことを特徴とする請求項1に記載のコアレスリニアモータ。 - 前記基板は、
長孔方向に沿って直線状に配置された複数の前記樹脂流入部を一列として前記長孔方向に略垂直な方向に複数列配置された前記樹脂流入部を有しており、
前記複数列の樹脂流入部は、千鳥状に配置されている
ことを特徴とする請求項1又は2に記載のコアレスリニアモータ。 - 前記樹脂流入部は、
前記基板に設けられた長孔状の開口である
ことを特徴とする請求項1乃至3のいずれか1項に記載のコアレスリニアモータ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011156062A JP5572907B2 (ja) | 2011-07-14 | 2011-07-14 | コアレスリニアモータ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011156062A JP5572907B2 (ja) | 2011-07-14 | 2011-07-14 | コアレスリニアモータ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013027055A JP2013027055A (ja) | 2013-02-04 |
| JP5572907B2 true JP5572907B2 (ja) | 2014-08-20 |
Family
ID=47784857
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011156062A Expired - Fee Related JP5572907B2 (ja) | 2011-07-14 | 2011-07-14 | コアレスリニアモータ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5572907B2 (ja) |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5895955A (ja) * | 1981-12-01 | 1983-06-07 | Shibaura Eng Works Co Ltd | モ−ルドモ−タ |
| JP2001245464A (ja) * | 2000-02-29 | 2001-09-07 | Nsk Ltd | リニアモータ |
| JP2004032829A (ja) * | 2002-06-21 | 2004-01-29 | Hitachi Ltd | 磁気ディスク装置 |
-
2011
- 2011-07-14 JP JP2011156062A patent/JP5572907B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013027055A (ja) | 2013-02-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5418558B2 (ja) | リニアモータの固定子およびリニアモータ | |
| JP4492118B2 (ja) | リニアモータおよび吸引力相殺形リニアモータ | |
| JP5648873B2 (ja) | リニアモータ | |
| US11996735B2 (en) | Motor | |
| JP5527426B2 (ja) | リニアモータ | |
| JP5826369B2 (ja) | リニアモータ | |
| JP5224050B2 (ja) | リニアモータ電機子およびリニアモータ並びにそれを用いたテーブル送り装置。 | |
| JP2003125551A (ja) | レゾルバのリード端子構造 | |
| JP2006174583A (ja) | リニアモータ | |
| JP2006304399A (ja) | リニアモータ | |
| JP2007049817A (ja) | リニアモータの電機子及びリニアモータ | |
| JP2013027054A (ja) | コアレスリニアモータ | |
| JP5572907B2 (ja) | コアレスリニアモータ | |
| TWI713283B (zh) | 線性馬達、線性馬達的製造方法 | |
| JP6233358B2 (ja) | 回転電機ステータ | |
| WO2014128867A1 (ja) | 可動子およびそれを備えるリニアモータ | |
| JP2010074977A (ja) | コアレスリニアモータ電機子の樹脂モールド方法およびコアレスリニアモータ電機子並びにコアレスリニアモータ、テーブル送り装置 | |
| JP2008160955A (ja) | リニアモータおよびリニアモータ電機子用ボビン | |
| JP5755890B2 (ja) | リニアモータ及びその製造方法 | |
| JP5403007B2 (ja) | リニアモータの電機子およびリニアモータ | |
| JP5403008B2 (ja) | リニアモータの電機子およびリニアモータ | |
| JP4476778B2 (ja) | リニアモータ | |
| JP2002034229A (ja) | コアレスリニアモータ | |
| JP2016226185A (ja) | リニアモータ及びリニアモータの製造方法 | |
| JP2000278929A (ja) | リニアモータ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130315 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20130708 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140122 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140124 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140325 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140602 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140615 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5572907 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |