JP5516331B2 - 金属化フィルムコンデンサ - Google Patents
金属化フィルムコンデンサ Download PDFInfo
- Publication number
- JP5516331B2 JP5516331B2 JP2010243921A JP2010243921A JP5516331B2 JP 5516331 B2 JP5516331 B2 JP 5516331B2 JP 2010243921 A JP2010243921 A JP 2010243921A JP 2010243921 A JP2010243921 A JP 2010243921A JP 5516331 B2 JP5516331 B2 JP 5516331B2
- Authority
- JP
- Japan
- Prior art keywords
- metallized film
- external lead
- lead terminal
- metal sprayed
- bus bar
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Landscapes
- Fixed Capacitors And Capacitor Manufacturing Machines (AREA)
Description
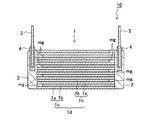
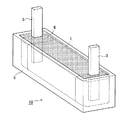
図示する金属化フィルムコンデンサ10Aは、金属化フィルム柱体1がアルミニウムや樹脂製のケース5内に収容され、ケース5の内側に充填硬化されたモールド樹脂体6で金属化フィルム柱体1が埋設されたものである。
本発明者等は、以下の表1で示す3種類の導電性樹脂層を具備する金属化フィルムコンデンサ(実施例1,2,3)と、導電性樹脂層を具備せず、金属溶射部に外部引き出し端子の一部が直接埋設されてなる特許文献1に開示の構造を有する金属化フィルムコンデンサ(比較例)をそれぞれ試作し、各金属化フィルムコンデンサを−40℃と90℃の冷熱雰囲気槽内でそれぞれ30分載置する気相冷熱繰返し試験をおこない、冷熱サイクルごとのクラック率を測定する実験をおこなった。このクラック率の測定法は、金属化フィルムコンデンサの表面に到達したクラックを撮像し、この外観写真を二値化処理することでクラックの特定をおこなったものである。気相冷熱試験結果を図6に示している。

Claims (5)
- 金属化フィルムを巻き回し、もしくは積層させてなる金属化フィルム柱体の2つの電極取り出し面に金属溶射部が形成され、該金属溶射部に外部引き出し端子の一部が埋設されてなる金属化フィルムコンデンサであって、
前記外部引き出し端子のうち、金属溶射部に埋設される箇所には導電性樹脂層が形成されており、該導電性樹脂層の線膨張係数が金属溶射部および外部引き出し端子それぞれの線膨張係数の間の係数値である金属化フィルムコンデンサ。 - 金属溶射部および外部引き出し端子双方のヤング率のうちで少なくとも大きい方のヤング率よりも前記導電性樹脂層のヤング率が小さい請求項1に記載の金属化フィルムコンデンサ。
- 前記外部引き出し端子が板状のバスバーからなり、該バスバーの少なくとも前記埋設される箇所に孔が形成されている請求項1または2に記載の金属化フィルムコンデンサ。
- 前記外部引き出し端子が板状のバスバーからなり、該バスバーの少なくとも前記埋設される箇所が少なくとも2方向に枝分かれした板状を呈している請求項1または2に記載の金属化フィルムコンデンサ。
- 前記金属化フィルム柱体がケース内に収容され、ケース内のモールド樹脂体に埋設されている請求項1〜4のいずれかに記載の金属化フィルムコンデンサ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010243921A JP5516331B2 (ja) | 2010-10-29 | 2010-10-29 | 金属化フィルムコンデンサ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010243921A JP5516331B2 (ja) | 2010-10-29 | 2010-10-29 | 金属化フィルムコンデンサ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012099553A JP2012099553A (ja) | 2012-05-24 |
| JP5516331B2 true JP5516331B2 (ja) | 2014-06-11 |
Family
ID=46391165
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010243921A Active JP5516331B2 (ja) | 2010-10-29 | 2010-10-29 | 金属化フィルムコンデンサ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5516331B2 (ja) |
-
2010
- 2010-10-29 JP JP2010243921A patent/JP5516331B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012099553A (ja) | 2012-05-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10224138B2 (en) | Electrode structure and the corresponding electrical component using the same and the fabrication method thereof | |
| JP5894114B2 (ja) | 面実装インダクタの製造方法 | |
| US8035953B2 (en) | Solid electrolytic capacitor | |
| JP6372067B2 (ja) | セラミック電子部品 | |
| JP4747604B2 (ja) | セラミック電子部品 | |
| JP5886503B2 (ja) | 積層セラミックコンデンサ | |
| JP2010199171A5 (ja) | チップ部品及び配線基板 | |
| CN110648845B (zh) | 层叠陶瓷电子部件 | |
| US9472351B2 (en) | Solid electrolytic capacitor, electronic component module, method for producing solid electrolytic capacitor and method for producing electronic component module | |
| US11342110B2 (en) | Inductor | |
| JP2011090865A5 (ja) | ||
| WO2007052652A1 (ja) | 固体電解コンデンサ及びその製造方法 | |
| US10366830B2 (en) | Surface mount electronic component | |
| JP6393026B2 (ja) | 金属化フィルムコンデンサ | |
| JP5721172B2 (ja) | チップ型の固体電解コンデンサ及びその製造方法 | |
| JP2013110372A (ja) | チップ型電子部品 | |
| JP2013073952A (ja) | チップ型電子部品及びチップ型電子部品の実装構造 | |
| JP5516331B2 (ja) | 金属化フィルムコンデンサ | |
| JP2010245381A (ja) | ブロック型複合電子部品 | |
| JP2012104785A (ja) | チップ型電子部品の実装構造、チップ型電子部品の実装方法、チップ型電子部品、及びチップ型電子部品の製造方法 | |
| JP3760642B2 (ja) | 電子部品 | |
| WO2019117128A1 (ja) | 抵抗器の製造方法 | |
| JP5469960B2 (ja) | 下面電極型固体電解コンデンサおよびその製造方法 | |
| JP2000058369A (ja) | フィルムコンデンサ | |
| JP2008166666A (ja) | セラミック電子部品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130524 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140224 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140304 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140317 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5516331 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |