JP5475473B2 - 歯科矯正治療用のインダイレクトボンディングトレー及びその製造方法 - Google Patents
歯科矯正治療用のインダイレクトボンディングトレー及びその製造方法 Download PDFInfo
- Publication number
- JP5475473B2 JP5475473B2 JP2009554611A JP2009554611A JP5475473B2 JP 5475473 B2 JP5475473 B2 JP 5475473B2 JP 2009554611 A JP2009554611 A JP 2009554611A JP 2009554611 A JP2009554611 A JP 2009554611A JP 5475473 B2 JP5475473 B2 JP 5475473B2
- Authority
- JP
- Japan
- Prior art keywords
- matrix material
- appliance
- model
- tray
- stop member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 37
- 239000011159 matrix material Substances 0.000 claims description 150
- 210000002455 dental arch Anatomy 0.000 claims description 98
- 238000000034 method Methods 0.000 claims description 36
- 238000000465 moulding Methods 0.000 claims description 15
- 230000008569 process Effects 0.000 claims description 7
- 230000001747 exhibiting effect Effects 0.000 claims 1
- 239000000463 material Substances 0.000 description 41
- 239000000853 adhesive Substances 0.000 description 35
- 230000001070 adhesive effect Effects 0.000 description 35
- 230000001815 facial effect Effects 0.000 description 15
- 239000000203 mixture Substances 0.000 description 15
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 13
- 238000001723 curing Methods 0.000 description 11
- 238000004873 anchoring Methods 0.000 description 9
- 229920001296 polysiloxane Polymers 0.000 description 9
- 239000000758 substrate Substances 0.000 description 8
- 230000000052 comparative effect Effects 0.000 description 7
- 210000000214 mouth Anatomy 0.000 description 7
- 210000001519 tissue Anatomy 0.000 description 6
- 230000009466 transformation Effects 0.000 description 6
- 238000010276 construction Methods 0.000 description 5
- -1 polysiloxane Polymers 0.000 description 5
- 238000007711 solidification Methods 0.000 description 5
- 230000008023 solidification Effects 0.000 description 5
- 238000002591 computed tomography Methods 0.000 description 4
- 230000008878 coupling Effects 0.000 description 4
- 238000010168 coupling process Methods 0.000 description 4
- 238000005859 coupling reaction Methods 0.000 description 4
- 230000000704 physical effect Effects 0.000 description 4
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 4
- 229920002554 vinyl polymer Polymers 0.000 description 4
- 238000010146 3D printing Methods 0.000 description 3
- 239000012790 adhesive layer Substances 0.000 description 3
- 238000005266 casting Methods 0.000 description 3
- 239000003795 chemical substances by application Substances 0.000 description 3
- 238000013461 design Methods 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 3
- 238000005530 etching Methods 0.000 description 3
- 210000004195 gingiva Anatomy 0.000 description 3
- 239000002985 plastic film Substances 0.000 description 3
- 238000007639 printing Methods 0.000 description 3
- 239000000523 sample Substances 0.000 description 3
- 239000004575 stone Substances 0.000 description 3
- 238000012546 transfer Methods 0.000 description 3
- 238000013519 translation Methods 0.000 description 3
- 230000014616 translation Effects 0.000 description 3
- 229920000742 Cotton Polymers 0.000 description 2
- 206010061274 Malocclusion Diseases 0.000 description 2
- 230000003213 activating effect Effects 0.000 description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- 238000004364 calculation method Methods 0.000 description 2
- 238000004891 communication Methods 0.000 description 2
- 210000003298 dental enamel Anatomy 0.000 description 2
- 230000008021 deposition Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 239000003178 glass ionomer cement Substances 0.000 description 2
- 239000010440 gypsum Substances 0.000 description 2
- 229910052602 gypsum Inorganic materials 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 229920000554 ionomer Polymers 0.000 description 2
- 239000010410 layer Substances 0.000 description 2
- 230000013011 mating Effects 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 239000004417 polycarbonate Substances 0.000 description 2
- 229920000515 polycarbonate Polymers 0.000 description 2
- 210000003296 saliva Anatomy 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- 229910001315 Tool steel Inorganic materials 0.000 description 1
- 241001024096 Uleiota Species 0.000 description 1
- 230000002745 absorbent Effects 0.000 description 1
- 239000002250 absorbent Substances 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 239000002521 compomer Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- KAATUXNTWXVJKI-UHFFFAOYSA-N cypermethrin Chemical compound CC1(C)C(C=C(Cl)Cl)C1C(=O)OC(C#N)C1=CC=CC(OC=2C=CC=CC=2)=C1 KAATUXNTWXVJKI-UHFFFAOYSA-N 0.000 description 1
- 208000002925 dental caries Diseases 0.000 description 1
- 239000003479 dental cement Substances 0.000 description 1
- 210000004513 dentition Anatomy 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 238000010100 freeform fabrication Methods 0.000 description 1
- 210000003128 head Anatomy 0.000 description 1
- 210000004283 incisor Anatomy 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 210000001847 jaw Anatomy 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000002595 magnetic resonance imaging Methods 0.000 description 1
- 230000018984 mastication Effects 0.000 description 1
- 238000010077 mastication Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000010422 painting Methods 0.000 description 1
- 238000000016 photochemical curing Methods 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 238000000746 purification Methods 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 238000012552 review Methods 0.000 description 1
- 229920002631 room-temperature vulcanizate silicone Polymers 0.000 description 1
- 238000005070 sampling Methods 0.000 description 1
- 238000000110 selective laser sintering Methods 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 238000003856 thermoforming Methods 0.000 description 1
- 230000036346 tooth eruption Effects 0.000 description 1
Images



















Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C7/00—Orthodontics, i.e. obtaining or maintaining the desired position of teeth, e.g. by straightening, evening, regulating, separating, or by correcting malocclusions
- A61C7/12—Brackets; Arch wires; Combinations thereof; Accessories therefor
- A61C7/14—Brackets; Fixing brackets to teeth
- A61C7/146—Positioning or placement of brackets; Tools therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y80/00—Products made by additive manufacturing
Description
患者の歯列弓の咬合面の少なくとも一部に一致する外形を備える表面を有する咬合停止部材を準備する工程と、
歯科矯正装具を患者の歯列弓模型の歯表面上に定置する工程と、
停止部材を歯列弓模型の咬合面上に定置する工程と、
ある量の第1マトリックス材料を歯科矯正装具に適用する工程と、
第1マトリックス材料を固化させる工程と、
歯列弓模型、歯科矯正装具及び第1マトリックス材料を容器内に定置する工程と、
ある量の第2マトリックス材料を容器内に加える工程と、
第2マトリックス材料を固化させる工程と、
歯列弓模型、歯科矯正装具、停止部材及び第2マトリックス材料を容器から取り外す工程と、を含む。
患者の歯列弓の少なくとも一部を表すデジタルデータファイルを準備する工程と、
デジタルデータファイルを用いて、ラピッドプロトタイピングにより患者の歯列弓の模型、咬合停止部材及びトレー成型容器を形成する工程と、
歯科矯正装具を歯列弓模型の歯表面上に定置する工程と、
停止部材を歯列弓模型の咬合側歯表面と接触させる工程と、
ある量のマトリックス材料を容器に加える工程と、
歯列弓模型及び歯科矯正装具を容器内に定置する工程と、
マトリックス材料を固化させる工程と、を含む。
「近心側」は、患者の湾曲した歯列弓の中心に向かう方向を意味する。

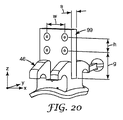
アルミニウムの平坦な矩形区画を、厚さがアーチワイヤスロットの咬合側−歯肉側寸法に一致し、幅が各ブラケット装具46のアーチワイヤスロットの全体の近心側−遠心側寸法に一致するように機械加工することにより、各装具のための測定用付属物99(図20を参照)を調製した。各付属物99の1側面をレーザーエッチングして、矩形配列に配置された4つの円に加えて、各円の中心に円形の標的を提示する。付属物99の表面を陽極酸化して、それを反射しないようにし、反射光による誤差の可能性を低減する。次いで、付属物99をアーチワイヤスロット内に定置し、アーチワイヤスロットの舌側壁に平坦に嵌合する位置に移動させ、ぴったり噛合嵌めしていることを確認するために点検した。付属物99の近心及び遠心側面を、ブラケット装具46のそれぞれの近心及び遠心端部と揃えた。
以下の記号を用いて、中心及び底部に局所デカルト座標系を定置することにより装具の位置を表した(すなわち、アーチワイヤスロットの近心−遠心中心及びアーチワイヤスロットの咬合−歯肉中心に及びアーチワイヤスロットの舌側壁上の位置に)。
変換マトリックスを用いて、装具のスロットの座標系を装具の基部の座標系と関連づけた。装具の基部の座標は、装具基部の中心であった(これもまた模型の歯表面上であった)。
装具の基部の座標を、別の変換マトリックスにより全体台座座標に関連づけた。全体台座座標系の基点は、台座の基部の中心に位置していた。弓模型を台座上に実装し、以下の記号を使用した。
2つの変換マトリックス(台座から装具の基部へ、装具の基部からアーチワイヤスロットへ)を用いて、以下のように、台座の座標(xp,yp,zp)を装具のアーチワイヤスロットの座標(xs,ys,zs)に変換した。
台座の座標系に対する仮想模型の装具の基点を、以下のように、上記等式の
上述のスマートスコープ(SmartScope)装置を用いて、台座の基点に対する4つの円形標的(点1〜4と表記する)の座標を測定した。図20は、ブラケット装具46のアーチワイヤスロットに、ぴったり噛合嵌めするよう構成された付属物99を示す。点1〜4は、付属物の表面上に位置し、矩形配列に配置されていた。図20は、装具46の基点のための座標系とともに、寸法w、h、g及びsも記載する。
測定した固着した装具の位置と、仮想の目的とする装具の位置との間の座標の差(3並進)を表にし、異なるブラケット装具の間の及び現実の模型と仮想の模型との間でグラフ化した。
台座の座標系を用いて、仮想(v)と現実(a)との間の、各ブラケットのブラケット位置の並進差は以下のように表すことができる。
[1]
1組の歯科矯正装具と、
前記装具上に延在する第1マトリックス材料と、
前記第1マトリックス材料上に延在する第2マトリックス材料であって、前記第2マトリックス材料は、歯の側面の一部の外形に一致する外形を備える表面を有する部分を含む、第2マトリックス材料と、
前記第2マトリックス材料に接続している咬合停止部材であって、前記咬合停止部材は、咬合側歯表面の少なくとも一部に一致する外形を備える表面を有する区域を含む、咬合停止部材と、を備える歯科矯正治療用のインダイレクトボンディングトレー。
[2]
前記第1マトリックス材料が、歯の側面の一部の前記外形に一致する外形を備える表面を有する部分を含む、項目1に記載の歯科矯正治療用のインダイレクトボンディングトレー。
[3]
前記第1マトリックス材料が、各装具を取り囲む、項目1に記載の歯科矯正治療用のインダイレクトボンディングトレー。
[4]
前記装具が、咬合側、顔面側及び歯肉側側面を有し、前記第1マトリックス材料が、前記装具の前記咬合側、顔面側及び歯肉側側面と接触している、項目1に記載の歯科矯正治療用のインダイレクトボンディングトレー。
[5]
前記第1マトリックス材料が、前記咬合停止部材から離間している、項目1に記載の歯科矯正治療用のインダイレクトボンディングトレー。
[6]
前記第2マトリックス材料が、前記咬合停止部材の少なくとも一部を取り囲む、項目1に記載の歯科矯正治療用のインダイレクトボンディングトレー。
[7]
前記第2マトリックス材料が、機械的連結により前記咬合停止部材に接続している、項目1に記載の歯科矯正治療用のインダイレクトボンディングトレー。
[8]
前記トレーが、外側顔面側表面を含み、前記第2マトリックス材料が、前記外側顔面側表面の少なくとも一部で存在する、項目1に記載の歯科矯正治療用のインダイレクトボンディングトレー。
[9]
前記トレーが、外側舌側表面を含み、前記第2マトリックス材料が、前記外側舌側表面の少なくとも一部で存在する、項目1に記載の歯科矯正治療用のインダイレクトボンディングトレー。
[10]
前記停止部材が、ラピッドプロトタイピング材料を含む、項目1に記載の歯科矯正治療用のインダイレクトボンディングトレー。
[11]
前記第1マトリックス材料が、20%の伸び率で約62,000パスカル〜約248,000パスカルの範囲の引張応力を示す、項目1に記載の歯科矯正治療用のインダイレクトボンディングトレー。
[12]
前記第2マトリックス材料が、20%の伸び率で約800,000パスカル〜約3,300,000パスカルの範囲の引張応力を示す、項目1に記載の歯科矯正治療用のインダイレクトボンディングトレー。
[13]
前記第1マトリックス材料が、20%の伸び率で約112,000パスカル〜約136,000パスカルの範囲の引張応力を示す、項目1に記載の歯科矯正治療用のインダイレクトボンディングトレー。
[14]
前記第2マトリックス材料が、20%の伸び率で約1,100,000パスカル〜約1,400,000パスカルの範囲の引張応力を示す、項目1に記載の歯科矯正治療用のインダイレクトボンディングトレー。
[15]
前記第2マトリックス材料が、約5:1〜約20:1の範囲の比で、前記第1マトリックス材料の20%の伸び率での前記引張応力を超える、20%の伸び率での引張応力を示す、項目1に記載の歯科矯正治療用のインダイレクトボンディングトレー。
[16]
前記咬合停止部材が、前記第2マトリックス材料を超えて顔面側方向に延在するハンドルを含む、項目1に記載の歯科矯正治療用のインダイレクトボンディングトレー。
[17]
前記咬合停止部材が、臼歯の咬合先端に一致する外形を備える少なくとも1つの凹部を有する2つの後区域と、前歯の咬合先端の外形に一致する外形を有する少なくとも1つの凹部を備える少なくとも1つの前区域を含む、項目1に記載の歯科矯正治療用のインダイレクトボンディングトレー。
[18]
前記咬合停止部材が、各前区域及び各後区域を連結する接続区域も含み、前記接続区域が、各前区域及び各後区域よりも可撓性である、項目17に記載の歯科矯正治療用のインダイレクトボンディングトレー。
[19]
前記接続区域が、歯の咬合先端の外形に一致する外形を有する凹部を含まない、項目18に記載の歯科矯正治療用のインダイレクトボンディングトレー。
[20]
前記咬合停止部材が、前記第2マトリックス材料の硬度を超える硬度を有する前記トレーの唯一の停止部材である、項目1に記載の歯科矯正治療用のインダイレクトボンディングトレー。
[21]
歯科矯正治療用のインダイレクトボンディングトレーを製造する方法であって、
患者の歯列弓の咬合面の少なくとも一部に一致する外形を備える表面を有する咬合停止部材を準備する工程と、
歯科矯正装具を前記患者の歯列弓の模型の歯表面上に定置する工程と、
前記停止部材を前記歯列弓模型の咬合面上に定置する工程と、
ある量の第1マトリックス材料を前記歯科矯正装具に適用する工程と、
前記第1マトリックス材料を固化させる工程と、
前記歯列弓模型、前記歯科矯正装具及び第1マトリックス材料を容器内に定置する工程と、
ある量の第2マトリックス材料を前記容器に加える工程と、
前記第2マトリックス材料を固化させる工程と、
前記歯列弓模型、前記歯科矯正装具、前記停止部材及び前記第2マトリックス材料を前記容器から取り外す工程と、を含む、歯科矯正治療用のインダイレクトボンディングトレーを製造する方法。
[22]
ある量の第1マトリックス材料を前記歯科矯正装具に適用する前記行為が、前記第1マトリックス材料の一部を前記歯列弓模型に適用する行為も含む、項目21に記載の歯科矯正治療用のインダイレクトボンディングトレーを製造する方法。
[23]
前記咬合停止部材を前記歯列弓模型上に定置する前記行為が、前記歯列弓模型、前記歯科矯正装具及び前記第1マトリックス材料を前記容器内に定置する前記行為の前に実施される、項目21に記載の歯科矯正治療用のインダイレクトボンディングトレーを製造する方法。
[24]
前記歯列弓模型、前記歯科矯正装具及び前記第1マトリックス材料を前記容器内に定置する前記行為が、前記咬合停止部材を前記歯列弓模型と接触させながら実施される、項目23に記載の歯科矯正治療用のインダイレクトボンディングトレーを製造する方法。
[25]
ある量の第2マトリックス材料を前記容器に加える前記行為が、前記歯列弓模型、前記歯科矯正装具及び前記第1マトリックス材料を前記容器内に定置する前記行為の前に実施される、項目21に記載の歯科矯正治療用のインダイレクトボンディングトレーを製造する方法。
[26]
前記停止部材が最初に前記容器に一体に接続され、前記停止部材を前記歯列弓模型の咬合面上に定置する前記行為が、前記歯列弓模型、前記歯科矯正装具及び前記第1マトリックス材料が前記容器内に定置されるときに実施される、項目21に記載の歯科矯正治療用のインダイレクトボンディングトレーを製造する方法。
[27]
歯科矯正治療用のインダイレクトボンディングトレーを製造する方法であって、
患者の歯列弓の少なくとも一部を表すデジタルデータファイルを準備する工程と、
前記デジタルデータファイルを用いて、ラピッドプロトタイピングにより前記患者の歯列弓の模型、咬合停止部材及びトレー成型容器を形成する工程と、
歯科矯正装具を前記歯列弓模型の歯表面上に定置する工程と、
前記停止部材を前記歯列弓模型の咬合側歯表面と接触させる工程と、
ある量のマトリックス材料を前記容器に添加する工程と、
前記歯列弓模型及び前記歯科矯正装具を前記容器内に定置する工程と、
前記マトリックス材料を固化させる工程と、を含む、歯科矯正治療用のインダイレクトボンディングトレーを製造する方法。
[28]
前記停止部材を前記歯列弓模型の咬合側歯表面と接触させる前記行為が、前記歯列弓模型及び前記歯科矯正装具を前記容器内に定置する前記行為の前に実施される、項目27に記載の歯科矯正治療用のインダイレクトボンディングトレーを製造する方法。
[29]
前記停止部材を前記歯列弓模型の咬合側歯表面と接触させる前記行為が、前記歯列弓模型及び前記歯科矯正装具が前記容器内に定置されるときに実施される、項目27に記載の歯科矯正治療用のインダイレクトボンディングトレーを製造する方法。
[30]
前記歯列弓模型及び前記歯科矯正装具を前記容器内に定置する前記行為は、前記咬合停止部材が前記歯列弓模型の咬合側歯表面と接触しながら、前記容器内に前記歯列弓模型を移動させることにより実施される、項目27に記載の歯科矯正治療用のインダイレクトボンディングトレーを製造する方法。
[31]
項目27に記載の歯科矯正治療用のインダイレクトボンディングトレーを製造する方法であって、別のマトリックス材料を前記歯科矯正装具に適用する行為を含み、別のマトリックス材料を前記歯科矯正装具に適用する前記行為が、前記歯列弓模型及び前記歯科矯正装具を前記容器内に定置する前記行為の前に実施される、方法。
[32]
前記停止部材が最初に前記容器に一体に接続され、前記歯列弓模型及び前記歯科矯正装具を前記容器内に定置する前記行為が、前記停止部材を前記歯列弓模型の咬合側歯表面と接触させる前記行為の前に開始される、項目27に記載の歯科矯正治療用のインダイレクトボンディングトレーを製造する方法。
[33]
項目32に記載の歯科矯正治療用のインダイレクトボンディングトレーを製造する方法であって、前記固化したマトリックス材料から前記容器を取り外す行為を含み、前記固化したマトリックス材料から前記容器を取り外す前記行為が、前記咬合停止部材から前記容器の少なくとも一部を切り離す行為を含む、方法。
[34]
前記咬合停止部材から前記容器を切り離す前記行為が、脆弱線を破断させる行為を含む、項目33に記載の歯科矯正治療用のインダイレクトボンディングトレーを製造する方法。
Claims (3)
- 歯列弓用の1組の歯科矯正装具と、
前記装具上に延在する第1マトリックス材料と、
前記第1マトリックス材料上に延在する第2マトリックス材料であって、前記第2マトリックス材料は、前記歯列弓の歯の側面の一部の外形に一致する外形を備える表面を有する部分を含み、前記第1マトリックス材料の20%の伸び率における引張応力より大きな20%の伸び率における引張応力を示す、第2マトリックス材料と、
前記第2マトリックス材料に接続しており、前記第2マトリックス材料によって前記第1マトリックス材料から分離されている咬合停止部材であって、前記咬合停止部材は、前記歯列弓の咬合側歯表面の少なくとも一部に一致する外形を備える表面を有する区域を含む、咬合停止部材と、を備え、前記咬合停止部材のショアA硬度が前記第1マトリックス材料または前記第2マトリックス材料のいずれかのショアA硬度より高い、歯科矯正治療用のインダイレクトボンディングトレー。 - 歯科矯正治療用のインダイレクトボンディングトレーを製造する方法であって、
患者の歯列弓の咬合面の少なくとも一部に一致する外形を備える表面を有する咬合停止部材を準備する工程と、
歯科矯正装具を前記患者の歯列弓の模型の歯表面上に定置する工程と、
前記停止部材を前記歯列弓模型の咬合面上に定置する工程と、
ある量の第1マトリックス材料を前記歯科矯正装具に適用する工程と、
前記第1マトリックス材料を固化させる工程と、
前記歯列弓模型、前記歯科矯正装具及び第1マトリックス材料を容器内に定置する工程と、
ある量の第2マトリックス材料を前記容器に加える工程であって、それにより、前記第2マトリックス材料が前記停止部材と前記第1マトリックス材料を互いに分離する、工程と、
前記第2マトリックス材料を固化させる工程と、
前記歯列弓模型、前記歯科矯正装具、前記停止部材及び前記第2マトリックス材料を前記容器から取り外す工程と、を含む、歯科矯正治療用のインダイレクトボンディングトレーを製造する方法。 - 歯科矯正治療用のインダイレクトボンディングトレーを製造する方法であって、
患者の歯列弓の少なくとも一部を表すデジタルデータファイルを準備する工程と、
前記デジタルデータファイルを用いて、ラピッドプロトタイピングにより前記患者の歯列弓の模型、咬合停止部材及びトレー成型容器を形成する工程と、
歯科矯正装具を前記歯列弓模型の歯表面上に定置する工程と、
前記停止部材を前記歯列弓模型の咬合側歯表面と接触させる工程と、
前記歯科矯正装具に第1マトリックス材料を添加する工程と、
ある量の第2マトリックス材料を前記容器に添加する工程と、
前記歯列弓模型、前記第1マトリックス材料及び前記歯科矯正装具を前記容器内に定置する工程であって、それにより、前記第2マトリックス材料が前記停止部材と前記第1マトリックス材料を互いに分離する、工程と、
前記第1及び第2マトリックス材料を固化させる工程と、を含む、歯科矯正治療用のインダイレクトボンディングトレーを製造する方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/689,845 US7845938B2 (en) | 2007-03-22 | 2007-03-22 | Indirect bonding trays for orthodontic treatment and methods for making the same |
| US11/689,845 | 2007-03-22 | ||
| PCT/US2008/053382 WO2008118546A1 (en) | 2007-03-22 | 2008-02-08 | Indirect bonding trays for orthodontic treatment and methods for making the same |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010522026A JP2010522026A (ja) | 2010-07-01 |
| JP2010522026A5 JP2010522026A5 (ja) | 2011-03-24 |
| JP5475473B2 true JP5475473B2 (ja) | 2014-04-16 |
Family
ID=39775105
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009554611A Active JP5475473B2 (ja) | 2007-03-22 | 2008-02-08 | 歯科矯正治療用のインダイレクトボンディングトレー及びその製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US7845938B2 (ja) |
| EP (1) | EP2124810B1 (ja) |
| JP (1) | JP5475473B2 (ja) |
| WO (1) | WO2008118546A1 (ja) |
Families Citing this family (44)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8308478B2 (en) * | 2005-03-01 | 2012-11-13 | Dentsply International Inc. | Methods for indirect bonding of orthodontic appliances |
| US7698014B2 (en) * | 2006-01-20 | 2010-04-13 | 3M Innovative Properties Company | Local enforcement of accuracy in fabricated models |
| US7813591B2 (en) | 2006-01-20 | 2010-10-12 | 3M Innovative Properties Company | Visual feedback of 3D scan parameters |
| EP2224872B1 (en) * | 2007-11-29 | 2019-01-16 | 3M Innovative Properties Company | Methods and apparatus for applying dental sealant to an orthodontic patient s teeth |
| ATE546107T1 (de) * | 2007-12-13 | 2012-03-15 | 3M Innovative Properties Co | Kieferorthopädische artikel mit einer teilweise gehärteten zusammensetzung und anwendungs- und herstellungsverfahren |
| WO2009158231A1 (en) * | 2008-06-26 | 2009-12-30 | 3M Innovative Properties Company | Rapid prototyped transfer tray for orthodontic appliances |
| US8226393B2 (en) * | 2009-07-06 | 2012-07-24 | Mitesh Patel | System for vacuum formation of dental appliance |
| EP2688508A1 (en) | 2011-03-24 | 2014-01-29 | 3M Innovative Properties Company | Dental adhesive comprising a coated polymeric component |
| EP2736448B1 (en) | 2011-07-29 | 2015-09-23 | 3Shape A/S | Customized dental impression tray |
| JP5051561B1 (ja) * | 2012-02-20 | 2012-10-17 | 和之 岡▲崎▼ | 歯列矯正装置設置具 |
| US9427291B2 (en) | 2012-10-30 | 2016-08-30 | University Of Southern California | Orthodontic appliance with snap fitted, non-sliding archwire |
| WO2014099761A1 (en) * | 2012-12-17 | 2014-06-26 | Global Filtration Systems, A Dba Of Gulf Filtration Systems Inc. | Dental arch model and method of making the same |
| EP2942030B1 (en) * | 2013-01-02 | 2023-07-26 | Geniova Technologies S. L. | Removable lingual-vestibular dental alignment device and method for the production thereof |
| US9707056B2 (en) | 2013-03-06 | 2017-07-18 | American Orthodontics Corporation | Indirect bonding tray and method of manufacture thereof |
| TW201442691A (zh) * | 2013-05-02 | 2014-11-16 | Ezbond Co Ltd | 牙齒矯正器定位方法 |
| EP2886077A1 (en) | 2013-12-18 | 2015-06-24 | 3M Innovative Properties Company | Method of making a transfer tray |
| US9943991B2 (en) * | 2014-05-21 | 2018-04-17 | Align Technology, Inc. | Mold with separable features |
| US9943386B2 (en) * | 2014-05-21 | 2018-04-17 | Align Technology, Inc. | Mold with weakened areas |
| US9439737B2 (en) | 2014-06-11 | 2016-09-13 | Roberto J. Carrillo Gonzalez | Orthodontic indirect bonding tray including stabilization features |
| EP3215047A1 (de) * | 2014-11-07 | 2017-09-13 | Ortho Caps GmbH | Verfahren zur herstellung einer vorgespannten zahn-repositionierungseinrichtung |
| US10383706B2 (en) | 2014-12-15 | 2019-08-20 | Richard Portalupi | Method and apparatus for orthodontic attachment fabrication and placement |
| US10913202B2 (en) * | 2015-03-19 | 2021-02-09 | The Board Of Regents, The University Of Texas System | Structurally integrating metal objects into additive manufactured structures |
| US11583365B2 (en) | 2015-10-07 | 2023-02-21 | uLab Systems, Inc. | System and methods for tooth movement as a flock |
| US10335250B2 (en) | 2015-10-07 | 2019-07-02 | uLab Systems, Inc. | Three-dimensional printed dental appliances using lattices |
| US10357336B2 (en) | 2015-10-07 | 2019-07-23 | uLab Systems, Inc. | Systems and methods for fabricating dental appliances or shells |
| US10624717B2 (en) | 2015-10-07 | 2020-04-21 | Ulab Systems Inc. | Tooth modeling system |
| US10631953B2 (en) | 2015-10-07 | 2020-04-28 | uLab Systems, Inc. | Three-dimensional printed dental appliances using support structures |
| US10881487B2 (en) * | 2016-06-30 | 2021-01-05 | Align Technology, Inc. | Insertable and prefabricated attachments for an oral appliance |
| US10357342B2 (en) | 2016-09-21 | 2019-07-23 | uLab Systems, Inc. | Digital dental examination and documentation |
| EP3547951A4 (en) | 2016-12-02 | 2020-07-01 | Swift Health Systems Inc. | SYSTEM FOR INDIRECT ORTHODONTIC BINDING AND METHOD FOR BRACKET PLACEMENT |
| US10881489B2 (en) | 2017-01-31 | 2021-01-05 | Swift Health Systems Inc. | Hybrid orthodontic archwires |
| US11612458B1 (en) | 2017-03-31 | 2023-03-28 | Swift Health Systems Inc. | Method of tongue preconditioning in preparation for lingual orthodontic treatment |
| EP3612129B1 (en) | 2017-04-21 | 2023-10-11 | Swift Health Systems Inc. | Indirect bonding tray having several handles |
| KR102103890B1 (ko) * | 2018-10-02 | 2020-04-24 | 주식회사 디오코 | 치과용 인다이렉트 본딩 트레이 제조 방법, 이에 의해 제조된 인다이렉트 본딩 트레이 및, 가상 가이드를 생성하기 위한 시뮬레이터 |
| US20200345459A1 (en) * | 2019-04-30 | 2020-11-05 | uLab Systems, Inc. | Indirect bonding tray system |
| MX2021013328A (es) | 2019-05-02 | 2022-01-24 | Brius Tech Inc | Dispositivos dentales y metodos de fabricacion asociados. |
| JP2022550278A (ja) | 2019-09-18 | 2022-12-01 | スリーエム イノベイティブ プロパティズ カンパニー | 歯肉方向に延びたチャネルを含むトランスファー装置及び関連する製造方法 |
| WO2021087158A1 (en) * | 2019-10-31 | 2021-05-06 | Swift Health Systems Inc. | Indirect orthodontic bonding systems and methods |
| EP4138719A1 (en) | 2020-04-24 | 2023-03-01 | 3M Innovative Properties Company | An indirect bonding tray for bonding orthodontic appliances and methods of making and using the same |
| WO2022099267A1 (en) * | 2020-11-05 | 2022-05-12 | Brius Technologies, Inc. | Devices for treating teeth and associated systems and methods |
| US11944515B2 (en) | 2021-04-16 | 2024-04-02 | Braces On Demand, Inc. | Orthodontic devices |
| US11903790B2 (en) | 2021-04-16 | 2024-02-20 | Braces On Demand, Inc. | Self-ligating orthodontic appliances |
| US20220331066A1 (en) * | 2021-04-16 | 2022-10-20 | Braces On Demand Inc. | Systems and methods for manufacture of orthodontic appliances |
| US20230058890A1 (en) * | 2021-08-19 | 2023-02-23 | uLab Systems, Inc. | Direct bonding guide systems |
Family Cites Families (44)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3738005A (en) | 1972-03-22 | 1973-06-12 | M Cohen | Method and apparatus for applying orthodontic brackets and the like |
| US3949477A (en) | 1974-11-18 | 1976-04-13 | Morton Cohen | Orthodontic method and apparatus |
| US4183141A (en) | 1977-12-05 | 1980-01-15 | Dellinger Eugene L | Method and apparatus for treating malocclusion |
| US4360341A (en) | 1981-03-16 | 1982-11-23 | Dellinger Eugene L | Orthodontic method for treating malocclusion |
| US4501554A (en) | 1983-07-25 | 1985-02-26 | Hickham John H | Two tray indirect bonding system for labial and lingual brackets |
| US4551096A (en) | 1983-12-19 | 1985-11-05 | Dellinger Eugene L | Orthodontic apparatus and method for treating malocclusion |
| US4487580A (en) | 1984-02-23 | 1984-12-11 | Ridgeway William V | Orthodontic bracket holder |
| US4822277A (en) | 1986-12-22 | 1989-04-18 | Nevell Vincent J | Orthodontic trivider |
| US4793803A (en) * | 1987-10-08 | 1988-12-27 | Martz Martin G | Removable tooth positioning appliance and method |
| US5015180A (en) | 1989-03-01 | 1991-05-14 | Minnesota Mining And Manufacturing Company | Dental article containing light-curable paste |
| US4978007A (en) | 1989-05-10 | 1990-12-18 | Minnesota Mining And Manufacturing Company | Packaging curable materials |
| US5354199A (en) | 1991-08-02 | 1994-10-11 | Minnesota Mining And Manufacturing Company | Adhesive for packaged orthodontic appliance |
| DE69215228T2 (de) | 1991-08-02 | 1997-06-12 | Minnesota Mining & Mfg | Verpackter dentaler artikel |
| EP0667753B1 (en) | 1992-11-09 | 2000-01-19 | Ormco Corporation | Custom orthodontic appliance forming method and apparatus |
| US5542842A (en) | 1992-11-09 | 1996-08-06 | Ormco Corporation | Bracket placement jig assembly and method of placing orthodontic brackets on teeth therewith |
| US6331080B1 (en) | 1998-07-15 | 2001-12-18 | 3M Innovative Properties Company | Optical fiber connector using colored photocurable adhesive |
| US5971754A (en) * | 1998-07-30 | 1999-10-26 | Sondhi; Anoop | Indirect bonding method and adhesive for orthodontic treatment |
| US6123544A (en) | 1998-12-18 | 2000-09-26 | 3M Innovative Properties Company | Method and apparatus for precise bond placement of orthodontic appliances |
| US6183249B1 (en) | 1999-07-29 | 2001-02-06 | 3M Innovative Properties Company | Release substrate for adhesive precoated orthodontic appliances |
| US6582226B2 (en) | 1999-09-27 | 2003-06-24 | 3M Innovative Properties Company | Orthodontic appliance with self-releasing latch |
| US6302688B1 (en) | 1999-09-27 | 2001-10-16 | 3M Innovative Properties Company | Orthodontic appliance with self-releasing latch |
| US6554613B1 (en) | 2000-04-19 | 2003-04-29 | Ora Metrix, Inc. | Method and apparatus for generating an orthodontic template that assists in placement of orthodontic apparatus |
| JP3668660B2 (ja) * | 2000-01-17 | 2005-07-06 | リンカイ株式会社 | 歯科矯正に用いるブラケット取付用コア |
| US6444725B1 (en) | 2000-01-21 | 2002-09-03 | 3M Innovative Properties Company | Color-changing dental compositions |
| US6528555B1 (en) | 2000-10-12 | 2003-03-04 | 3M Innovative Properties Company | Adhesive for use in the oral environment having color-changing capabilities |
| DE10106372A1 (de) | 2001-02-12 | 2002-08-29 | Ivoclar Vivadent Ag | Thermochromer Dentalwerkstoff |
| US6960079B2 (en) | 2002-04-18 | 2005-11-01 | 3M Innovative Properties Company | Orthodontic adhesives and appliances including an adhesive on the base of the appliance |
| US7600999B2 (en) | 2003-02-26 | 2009-10-13 | Align Technology, Inc. | Systems and methods for fabricating a dental template |
| JP3097069U (ja) * | 2003-04-10 | 2004-01-15 | 有限会社デント商事 | 歯科矯正の間接法におけるブラケットのトランスファートレー |
| US7020963B2 (en) * | 2003-05-02 | 2006-04-04 | 3M Innovative Properties Company | Method and apparatus for indirect bonding of orthodontic appliances |
| US7188421B2 (en) * | 2003-05-02 | 2007-03-13 | 3M Innovative Properties Company | Orthodontic appliances having a contoured bonding surface |
| US7449499B2 (en) | 2003-08-12 | 2008-11-11 | 3M Innovative Properties Company | Self-etching dental compositions and methods |
| US20050074717A1 (en) | 2003-10-03 | 2005-04-07 | 3M Innovative Properties Company | Method and apparatus for bonding orthodontic appliances to teeth |
| US7137812B2 (en) | 2003-10-03 | 2006-11-21 | 3M Innovative Properties Company | Apparatus for indirect bonding of orthodontic appliances and method of making the same |
| ES2714375T3 (es) * | 2004-03-04 | 2019-05-28 | Align Technology Inc | Sistemas y métodos para la fabricación de una plantilla dental |
| US7347688B2 (en) | 2004-04-15 | 2008-03-25 | Cadent Ltd. | Dental targetting device and method |
| US8070486B2 (en) | 2004-04-30 | 2011-12-06 | Lester Kuperman | Method and apparatus for indirect bonding of orthodontic appliances to teeth |
| JP4725878B2 (ja) * | 2004-08-04 | 2011-07-13 | 功 松野 | 歯科矯正装置のブラケット取り付け治具およびブラケット付き取り付け治具。 |
| US7168950B2 (en) | 2004-10-18 | 2007-01-30 | 3M Innovative Properties Company | Orthodontic methods and apparatus for applying a composition to a patient's teeth |
| US7473097B2 (en) | 2004-12-17 | 2009-01-06 | 3M Innovative Properties Company | RFID tracking of patient-specific orthodontic materials |
| US7556496B2 (en) | 2005-04-04 | 2009-07-07 | 3M Innovative Properties Company | Method of making indirect bonding apparatus for orthodontic therapy |
| US7452205B2 (en) | 2005-04-04 | 2008-11-18 | 3M Innovative Properties Company | Orthodontic indirect bonding apparatus with occlusal positioning stop members |
| US7762815B2 (en) | 2005-05-13 | 2010-07-27 | 3M Innovative Properties Co. | Method of making an indirect bonding tray for orthodontic treatment |
| US20070031774A1 (en) | 2005-08-03 | 2007-02-08 | 3M Innovative Properties Company | Registering physical and virtual tooth structures with markers |
-
2007
- 2007-03-22 US US11/689,845 patent/US7845938B2/en active Active
-
2008
- 2008-02-08 EP EP08729354.4A patent/EP2124810B1/en active Active
- 2008-02-08 WO PCT/US2008/053382 patent/WO2008118546A1/en active Application Filing
- 2008-02-08 JP JP2009554611A patent/JP5475473B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| WO2008118546A1 (en) | 2008-10-02 |
| JP2010522026A (ja) | 2010-07-01 |
| EP2124810A4 (en) | 2015-04-22 |
| EP2124810B1 (en) | 2018-08-15 |
| US7845938B2 (en) | 2010-12-07 |
| EP2124810A1 (en) | 2009-12-02 |
| US20080233528A1 (en) | 2008-09-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5475473B2 (ja) | 歯科矯正治療用のインダイレクトボンディングトレー及びその製造方法 | |
| JP5883078B2 (ja) | ラピッドプロトタイピングを用いて歯列矯正ボンディングトレーを製造するための方法及びアセンブリ | |
| US8439671B2 (en) | Methods and apparatus for bonding orthodontic appliances using photocurable adhesive material | |
| US9387055B2 (en) | Methods and apparatus for applying dental sealant to an orthodontic patient's teeth | |
| JP4834082B2 (ja) | 歯科矯正治療用のインダイレクトボンディングトレイの作成方法 | |
| JP4406005B2 (ja) | 輪郭に合った結合面を有する歯科矯正器具 | |
| JP4230667B2 (ja) | 歯列矯正器具を正確に結合配置する方法および装置 | |
| JP4406006B2 (ja) | 歯科矯正器具のインダイレクトボンディング法および装置 | |
| US7137812B2 (en) | Apparatus for indirect bonding of orthodontic appliances and method of making the same | |
| AU2006232959B2 (en) | Orthodontic indirect bonding apparatus with occlusal positioning stop members |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110201 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110201 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121025 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121106 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130201 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130723 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20131018 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20131025 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131209 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140107 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140206 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5475473 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |