JP5419910B2 - 光学ガラス、精密プレス成形用プリフォーム、光学素子およびそれらの製造方法 - Google Patents
光学ガラス、精密プレス成形用プリフォーム、光学素子およびそれらの製造方法 Download PDFInfo
- Publication number
- JP5419910B2 JP5419910B2 JP2011038307A JP2011038307A JP5419910B2 JP 5419910 B2 JP5419910 B2 JP 5419910B2 JP 2011038307 A JP2011038307 A JP 2011038307A JP 2011038307 A JP2011038307 A JP 2011038307A JP 5419910 B2 JP5419910 B2 JP 5419910B2
- Authority
- JP
- Japan
- Prior art keywords
- glass
- preform
- precision press
- optical
- molding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C3/00—Glass compositions
- C03C3/04—Glass compositions containing silica
- C03C3/062—Glass compositions containing silica with less than 40% silica by weight
- C03C3/064—Glass compositions containing silica with less than 40% silica by weight containing boron
- C03C3/068—Glass compositions containing silica with less than 40% silica by weight containing boron containing rare earths
Landscapes
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Glass Compositions (AREA)
Description
[1] 屈折率ndが1.70以上、アッベ数νdが52以上55以下であって、
モル%表示にて、
B2O3 20〜80%、
SiO2 0〜30%、
Li2O 1〜25%、
ZnO 0〜20%、
La2O3 4〜30%、
Gd2O3 1〜25%、
Y2O3 0〜20%、
ZrO2 0〜5%、
MgO 0〜25%、
CaO 0〜15%、
SrO 0〜10%、
を含むとともに、前記成分の合計量が97%以上であり、
モル比[ZnO/(La2O3+Gd2O3+Y2O3)]が0.8以下、かつモル比[(CaO+SrO+BaO)/(La2O3+Gd2O3+Y2O3)]が0.6以下であり、
任意成分としてTa2O5を含むことができ、かつモル比[(ZrO2+Ta2O5)/(La2O3+Gd2O3+Y2O3)]が0.4以下であり、Nb 2 O 5 およびFを含有せず、
ガラス転移温度が635℃以下である光学ガラス(ただし、
SiO 2 、B 2 O 3 、La 2 O 3 を含有するガラスであって、
酸化物基準の質量%で、
SiO 2 4〜15%、
B 2 O 3 15%〜28%、
Li 2 O 0.1〜6%、
La 2 O 3 13〜35%、
ZrO 2 2〜8%、
Ta 2 O 5 1〜10%、及び
ZnO 1〜20%、並びに
Gd 2 O 3 0〜30%、及び/又は
Y 2 O 3 0〜15%、
の範囲の各成分を含有し、かつ相対屈折率(546.07nm)の温度係数(20〜40℃)が10.0×10 -6 (℃ -1 )以下の光学ガラスを除く)。
[2] Li2OおよびZnOの合計量が2〜30%であり、かつモル比(ZnO/Li2O)が6以下である、[1]に記載の光学ガラス。
[3] 屈折率ndとアッベ数νdが下記式(1)を満たす[1]または[2]に記載の光学ガラス。
nd≧2.235−0.01×νd・・・(1)
[4] [1]〜[3]のいずれかに記載の光学ガラスからなる精密プレス成形用プリフォーム。
[5] [1]〜[3]のいずれかに記載の光学ガラスからなる光学素子。
[6] 流出する熔融ガラスから熔融ガラス塊を分離し、前記熔融ガラス塊が冷却する過程で精密プレス成形用プリフォームに成形する精密プレス成形用プリフォームの製造方法において、
[1]〜[3]のいずれかに記載の光学ガラスからなる精密プレス成形用プリフォームを成形することを特徴とする精密プレス成形用プリフォームの製造方法。
[7] [4]に記載の精密プレス成形用プリフォームまたは[6]に記載の方法により作製した精密プレス成形用プリフォームを加熱して精密プレス成形する光学素子の製造方法。
[8] 精密プレス成形用プリフォームをプレス成形型に導入して、前記プリフォームと成形型を一緒に加熱して精密プレス成形する[7]に記載の光学素子の製造方法。
[9] 精密プレス成形用プリフォームを加熱し、次いで予熱したプレス成形型に導入して精密プレス成形する[7]に記載の光学素子の製造方法。
[光学ガラス]
本発明の光学ガラスは、屈折率ndが1.70以上、アッベ数νdが50以上であって、
モル%表示にて、
B2O3 20〜80%、
SiO2 0〜30%、
Li2O 1〜25%、
ZnO 0〜20%、
La2O3 4〜30%、
Gd2O3 1〜25%、
Y2O3 0〜20%、
ZrO2 0〜5%、
MgO 0〜25%、
CaO 0〜15%、
SrO 0〜10%、
を含むとともに、前記成分の合計量が97%以上であり、
モル比[ZnO/(La2O3+Gd2O3+Y2O3)]が0.8以下、かつモル比[(CaO+SrO+BaO)/(La2O3+Gd2O3+Y2O3)]が0.8以下であり、
任意成分としてTa2O5を含むことができ、かつモル比[(ZrO2+Ta2O5)/(La2O3+Gd2O3+Y2O3)]が0.4以下である。
Ta2O5は屈折率を高める働きをするが、分散を大きくする働きをするため、その導入量を控えるべきである。本発明の光学ガラスでは、高屈折率付与成分であるLa2O3、Gd2O3、Y2O3、ZrO2、Ta2O5を、低分散特性を維持するグループ(La2O3、Gd2O3、Y2O3)と分散を高めるグループ(ZrO2、Ta2O5)に分け、それぞれのグループの合計量の比を最適化することにより任意成分であるTa2O5の導入量を制限する。すなわち、本発明の光学ガラスにおいて、モル比[(ZrO2+Ta2O5)/(La2O3+Gd2O3+Y2O3)]は0.4以下とする。前記モル比が0.4を超えると、低分散特性を維持することが困難となる。前記モル比は、好ましくは0.3以下、より好ましくは0.27以下、更に好ましくは0.255以下、いっそう好ましくは0.225以下、よりいっそう好ましくは0.2以下、なおいっそう好ましくは0.18以下、更にいっそう好ましくは0.1以下、特に好ましくは0.05以下、最も好ましくは0である。
nd≧2.235−0.01×νd・・・(1)
上記式(1)を満たす光学ガラスは、光学素子材料としてより一層高い価値を有するものである。
nd≦2.285−0.01×νd・・・(2)
nd≦2.275−0.01×νd・・・(3)
次に、本発明の精密プレス成形用プリフォームおよびプリフォームの製造方法について説明する。プリフォームは、精密プレス成形品に等しい質量のガラス製成形体である。プリフォームは精密プレス成形品の形状に応じて適当な形状に成形されているが、その形状として、球状、回転楕円体状などを例示することができる。プリフォームは、精密プレス成形可能な粘度になるよう、加熱して精密プレス成形に供される。
本発明の光学素子は、前述の本発明の光学ガラスからなるものである。本発明の光学素子は、光学素子を構成する本発明の光学ガラスと同様、高屈折率低分散であるという特徴を有する。
なお、この光学素子には必要に応じて、反射防止膜、全反射膜、部分反射膜、分光特性を有する膜などの光学薄膜を設けることもできる。
本発明の光学素子の製造方法は、本発明のプリフォームまたは本発明のプリフォームの製造方法により作製した精密プレス成形用プリフォームを加熱して精密プレス成形して光学素子を製造するものである。
光学素子の光線を透過したり、屈折させたり、回折させたり、反射させたりする面を光学機能面と呼ぶ。例えばレンズを例にとると非球面レンズの非球面や球面レンズの球面などのレンズ面が光学機能面に相当する。精密プレス成形法はプレス成形型の成形面を精密にガラスに転写することにより、プレス成形で光学機能面を形成する方法である。つまり光学機能面を仕上げるために研削や研磨などの機械加工を加える必要がない。
したがって、本発明の光学素子の製造方法は、レンズ、レンズアレイ、回折格子、プリズムなどの光学素子の製造に好適であり、特に非球面レンズを高生産性のもとに製造する際に最適である。
(精密プレス成形法1)
この方法は、プレス成形型にプリフォームを導入し、プレス成形型とプリフォームを一緒に加熱して精密プレス成形するというものである(精密プレス成形法1という)。
精密プレス成形法1において、プレス成形型と前記プリフォームの温度をともに、プリフォームを構成するガラスが106〜1012dPa・sの粘度を示す温度に加熱して精密プレス成形を行うことが好ましい。
また前記ガラスが1012dPa・s以上、より好ましくは1014dPa・s以上、さらに好ましくは1016dPa・s以上の粘度を示す温度にまで冷却してから精密プレス成形品をプレス成形型から取り出すことが望ましい。
上記の条件により、プレス成形型成形面の形状をガラスにより精密に転写することができるとともに、精密プレス成形品を変形することなく取り出すこともできる。
この方法は、精密プレス成形用プリフォームを加熱し、次いで予熱したプレス成形型に導入して精密プレス成形することを特徴とするものである(精密プレス成形法2という)。この方法によれば、プリフォームをプレス成形型に導入する前に予め加熱するので、サイクルタイムを短縮化しつつ、表面欠陥のない良好な面精度の光学素子を製造することができる。
また、前記プリフォームを浮上しながら予熱することが好ましく、さらに前記プリフォームを構成するガラスが105.5〜109dPa・s、より好ましくは105.5dPa・s以上109dPa・s未満の粘度を示す温度に予熱することがさらに好ましい。
また、プレス開始と同時またはプレスの途中からガラスの冷却を開始することが好ましい。
なお、プレス成形型の温度は、前記プリフォームの予熱温度よりも低い温度に調温することが好ましく、前記ガラスが109〜1012dPa・sの粘度を示す温度を目安にすればよい。
この方法において、プレス成形後、前記ガラスの粘度が1012dPa・s以上にまで冷却してから離型することが好ましい。
表1に例1〜30のガラスの組成を示す。いずれのガラスとも、各成分の原料として各々相当する酸化物、水酸化物、炭酸塩、および硝酸塩を使用し、ガラス化した後に表1に示す組成となるように前記原料を秤量し、十分混合した後、白金坩堝に投入して電気炉で1200〜1300℃の温度範囲で熔融し、攪拌して均質化を図り、清澄してから適当な温度に予熱した金型に鋳込んだ。鋳込んだガラスを転移温度まで冷却してから直ちにアニール炉に入れ、室温まで徐冷して各光学ガラスを得た。
(1)屈折率(nd)およびアッベ数(νd)
徐冷降温速度を−30℃/時にして得られた光学ガラスについて測定した。
(2)ガラス転移温度(Tg)
理学電機株式会社の熱機械分析装置により昇温速度を4℃/分にして測定した。
(3)比重
アルキメデス法を用いて算出した。
(4)液相温度(L.T.)
白金ルツボにガラス試料約50gを入れ、約1200℃〜1300℃にて約15〜60分熔融後、それぞれ980℃、990℃、1000℃、1010℃、1020℃、1030℃、1040℃、1050℃、1060℃、1070℃、1080℃、1090℃、1100℃にて2時間保温したものを冷却して結晶析出の有無を顕微鏡により観察し、結晶の認められない最低温度を液相温度(L.T.)とした。

次に例1〜30に相当する清澄、均質化した熔融ガラスを、ガラスが失透することなく、安定した流出が可能な温度域に温度調整された白金合金製のパイプから一定流量で流出し、滴下または降下切断法にて目的とするプリフォームの質量の熔融ガラス塊を分離し、熔融ガラス塊をガス噴出口を底部に有する受け型に受け、ガス噴出口からガスを噴出してガラス塊を浮上しながら精密プレス成形用プリフォームを成形した。熔融ガラスの分離間隔を調整、設定することにより球状プリフォームと、扁平球状プリフォームを得た。
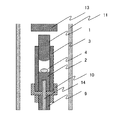
上記方法で得られたプリフォームを、図1に示すプレス装置を用いて精密プレス成形して非球面レンズを得た。具体的にはプリフォームを、プレス成形型を構成する下型2および上型1の間に設置した後、石英管11内を窒素雰囲気としてヒーター(図示せず)に通電して石英管11内を加熱した。プレス成形型内部の温度を成形されるガラスが108〜1010dPa・sの粘度を示す温度に設定し、同温度を維持しつつ、押し棒13を降下させて上型1を押して成形型内にセットされたプリフォームをプレスした。プレスの圧力は8MPa、プレス時間は30秒とした。プレスの後、プレスの圧力を解除し、プレス成形されたガラス成形品を下型2および上型1と接触させたままの状態で前記ガラスの粘度が1012dPa・s以上になる温度まで徐冷し、次いで室温まで急冷してガラス成形品を成形型から取り出し非球面レンズを得た。なお、図1において、保持部材10が下型2と胴型3を保持し、支持棒9が上型1、下型2、胴型3、保持部材10を支持するとともに、押し棒13によるプレスの圧力を受け止める。下型2の内部には熱電対14が挿入されプレス成形型内部の温度をモニターしている。
上記レンズは撮像光学系を構成するレンズとして好適なものであった。更に、プレス成形型およびプリフォームを適当なものに変えて、開口数0.85のDVD用の対物レンズを作製した。
2:下型
3:胴型
4:精密プレス成形用プリフォーム
9:支持棒
10:保持部材
11:石英管
13:押し棒
14:熱電対
Claims (9)
- 屈折率ndが1.70以上、アッベ数νdが52以上55以下であって、
モル%表示にて、
B2O3 20〜80%、
SiO2 0〜30%、
Li2O 1〜25%、
ZnO 0〜20%、
La2O3 4〜30%、
Gd2O3 1〜25%、
Y2O3 0〜20%、
ZrO2 0〜5%、
MgO 0〜25%、
CaO 0〜15%、
SrO 0〜10%、
を含むとともに、前記成分の合計量が97%以上であり、
モル比[ZnO/(La2O3+Gd2O3+Y2O3)]が0.8以下、かつモル比[(CaO+SrO+BaO)/(La2O3+Gd2O3+Y2O3)]が0.6以下であり、
任意成分としてTa2O5を含むことができ、かつモル比[(ZrO2+Ta2O5)/(La2O3+Gd2O3+Y2O3)]が0.4以下であり、Nb 2 O 5 およびFを含有せず、
ガラス転移温度が635℃以下である光学ガラス(ただし、
SiO 2 、B 2 O 3 、La 2 O 3 を含有するガラスであって、
酸化物基準の質量%で、
SiO 2 4〜15%、
B 2 O 3 15%〜28%、
Li 2 O 0.1〜6%、
La 2 O 3 13〜35%、
ZrO 2 2〜8%、
Ta 2 O 5 1〜10%、及び
ZnO 1〜20%、並びに
Gd 2 O 3 0〜30%、及び/又は
Y 2 O 3 0〜15%、
の範囲の各成分を含有し、かつ相対屈折率(546.07nm)の温度係数(20〜40℃)が10.0×10 -6 (℃ -1 )以下の光学ガラスを除く)。 - Li2OおよびZnOの合計量が2〜30%であり、かつモル比(ZnO/Li2O)が6以下である、請求項1に記載の光学ガラス。
- 屈折率ndとアッベ数νdが下記式(1)を満たす請求項1または2に記載の光学ガラス。
nd≧2.235−0.01×νd・・・(1) - 請求項1〜3のいずれか1項に記載の光学ガラスからなる精密プレス成形用プリフォーム。
- 請求項1〜3のいずれか1項に記載の光学ガラスからなる光学素子。
- 流出する熔融ガラスから熔融ガラス塊を分離し、前記熔融ガラス塊が冷却する過程で精密プレス成形用プリフォームに成形する精密プレス成形用プリフォームの製造方法において、
請求項1〜3のいずれか1項に記載の光学ガラスからなる精密プレス成形用プリフォームを成形することを特徴とする精密プレス成形用プリフォームの製造方法。 - 請求項4に記載の精密プレス成形用プリフォームまたは請求項6に記載の方法により作製した精密プレス成形用プリフォームを加熱して精密プレス成形する光学素子の製造方法。
- 精密プレス成形用プリフォームをプレス成形型に導入して、前記プリフォームと成形型を一緒に加熱して精密プレス成形する請求項7に記載の光学素子の製造方法。
- 精密プレス成形用プリフォームを加熱し、次いで予熱したプレス成形型に導入して精密プレス成形する請求項7に記載の光学素子の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011038307A JP5419910B2 (ja) | 2011-02-24 | 2011-02-24 | 光学ガラス、精密プレス成形用プリフォーム、光学素子およびそれらの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011038307A JP5419910B2 (ja) | 2011-02-24 | 2011-02-24 | 光学ガラス、精密プレス成形用プリフォーム、光学素子およびそれらの製造方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006089116A Division JP4751225B2 (ja) | 2006-03-28 | 2006-03-28 | 光学ガラス、精密プレス成形用プリフォーム、光学素子およびそれらの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011105599A JP2011105599A (ja) | 2011-06-02 |
| JP5419910B2 true JP5419910B2 (ja) | 2014-02-19 |
Family
ID=44229527
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011038307A Active JP5419910B2 (ja) | 2011-02-24 | 2011-02-24 | 光学ガラス、精密プレス成形用プリフォーム、光学素子およびそれらの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5419910B2 (ja) |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4093524B2 (ja) * | 2001-02-20 | 2008-06-04 | Hoya株式会社 | 光学ガラス、プレス成形予備体および光学部品 |
| JP4789358B2 (ja) * | 2001-07-03 | 2011-10-12 | 株式会社オハラ | 光学ガラス |
| JP4739721B2 (ja) * | 2003-11-17 | 2011-08-03 | 株式会社オハラ | 光学ガラス |
| JP4124749B2 (ja) * | 2004-03-02 | 2008-07-23 | Hoya株式会社 | 光学ガラス、精密プレス成形用プリフォームおよびその製造方法、光学素子およびその製造方法 |
| JP2006117503A (ja) * | 2004-03-08 | 2006-05-11 | Ohara Inc | 光学ガラス |
| JP4359169B2 (ja) * | 2004-03-24 | 2009-11-04 | Hoya株式会社 | プレス成形用プリフォームの製造方法、製造装置および光学素子の製造方法 |
| JP4471751B2 (ja) * | 2004-07-05 | 2010-06-02 | Hoya株式会社 | ガラス光学素子の製造方法 |
| JP4533069B2 (ja) * | 2004-07-15 | 2010-08-25 | Hoya株式会社 | リン酸塩光学ガラス、精密プレス成形用プリフォームおよびその製造方法、光学素子およびその製造方法 |
| JP5561888B2 (ja) * | 2005-10-11 | 2014-07-30 | 株式会社オハラ | 光学ガラス |
-
2011
- 2011-02-24 JP JP2011038307A patent/JP5419910B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2011105599A (ja) | 2011-06-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4751225B2 (ja) | 光学ガラス、精密プレス成形用プリフォーム、光学素子およびそれらの製造方法 | |
| JP4567713B2 (ja) | 光学ガラスおよび光学素子 | |
| JP4448003B2 (ja) | 光学ガラス、精密プレス成形用プリフォーム及びその製造方法、光学素子及びその製造方法 | |
| JP4140775B2 (ja) | 光学ガラス、精密プレス成形用プリフォームおよびその製造方法、ならびに光学素子およびその製造方法 | |
| JP4756554B2 (ja) | 光学ガラス、精密プレス成形用プリフォームとその製造方法、および光学素子とその製造方法 | |
| JP5058207B2 (ja) | 精密プレス成形用の光学ガラス | |
| JP4124749B2 (ja) | 光学ガラス、精密プレス成形用プリフォームおよびその製造方法、光学素子およびその製造方法 | |
| KR101508781B1 (ko) | 광학 글래스, 정밀 프레스 성형용 프리폼 및 그 제조 방법,광학 소자 및 그 제조 방법 | |
| JP4925562B2 (ja) | 光学ガラス、精密プレス成形用プリフォーム、光学素子ならびにそれぞれの製造方法 | |
| JP4410733B2 (ja) | 光学ガラス、精密プレス成形用プリフォームとその製造方法、光学素子とその製造方法 | |
| JP2004315324A (ja) | 光学ガラス、プレス成形用プリフォーム及びその製造方法、光学素子及びその製造方法 | |
| JP2005154248A (ja) | 光学ガラス、プレス成形用プリフォーム及びその製造方法、光学素子及びその製造方法 | |
| JP5276288B2 (ja) | 光学ガラス、精密プレス成形用プリフォームおよび光学素子 | |
| JP4533069B2 (ja) | リン酸塩光学ガラス、精密プレス成形用プリフォームおよびその製造方法、光学素子およびその製造方法 | |
| JP2008273751A (ja) | 光学ガラス | |
| JP2004099428A (ja) | 光学ガラス、精密プレス成形用プリフォーム及びその製造方法、光学素子及びその製造方法 | |
| JP5014323B2 (ja) | 光学ガラス、精密プレス成形用プリフォーム及びその製造方法、光学素子及びその製造方法 | |
| JP5419910B2 (ja) | 光学ガラス、精密プレス成形用プリフォーム、光学素子およびそれらの製造方法 | |
| JP2008120677A (ja) | 光学ガラス、精密プレス成形用プリフォームおよびその製造方法、光学素子およびその製造方法 | |
| JP5945495B2 (ja) | 光学ガラス、精密プレス成形用プリフォームおよびその製造方法、光学素子およびその製造方法 | |
| JP5265603B2 (ja) | リン酸塩光学ガラス、精密プレス成形用プリフォームおよびその製造方法、光学素子およびその製造方法 | |
| JP4691056B2 (ja) | 光学ガラス、精密プレス成形用プリフォーム及びその製造方法、光学素子及びその製造方法 | |
| EP1950186A1 (en) | Optical glass, preform for precision press-molding, optical element, and methods for manufacturing the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110324 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121030 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130723 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130924 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131105 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131119 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5419910 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |