JP5405802B2 - 鍛造加工方法 - Google Patents
鍛造加工方法 Download PDFInfo
- Publication number
- JP5405802B2 JP5405802B2 JP2008288006A JP2008288006A JP5405802B2 JP 5405802 B2 JP5405802 B2 JP 5405802B2 JP 2008288006 A JP2008288006 A JP 2008288006A JP 2008288006 A JP2008288006 A JP 2008288006A JP 5405802 B2 JP5405802 B2 JP 5405802B2
- Authority
- JP
- Japan
- Prior art keywords
- molding
- mold
- forging
- primary
- small
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000005242 forging Methods 0.000 title claims description 200
- 238000000034 method Methods 0.000 title claims description 75
- 238000000465 moulding Methods 0.000 claims description 188
- 239000000463 material Substances 0.000 claims description 155
- 230000002093 peripheral effect Effects 0.000 claims description 25
- 230000008719 thickening Effects 0.000 claims description 19
- 229910000838 Al alloy Inorganic materials 0.000 claims description 5
- 229910052782 aluminium Inorganic materials 0.000 claims description 4
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 4
- 239000000725 suspension Substances 0.000 claims description 2
- 239000000047 product Substances 0.000 description 104
- 238000004519 manufacturing process Methods 0.000 description 19
- 238000007789 sealing Methods 0.000 description 12
- 238000010438 heat treatment Methods 0.000 description 11
- 239000002994 raw material Substances 0.000 description 10
- 229910052751 metal Inorganic materials 0.000 description 9
- 239000002184 metal Substances 0.000 description 9
- 238000009966 trimming Methods 0.000 description 5
- 230000007547 defect Effects 0.000 description 3
- 238000007493 shaping process Methods 0.000 description 3
- 239000002253 acid Substances 0.000 description 2
- 238000004140 cleaning Methods 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000013067 intermediate product Substances 0.000 description 2
- 238000003672 processing method Methods 0.000 description 2
- 206010040844 Skin exfoliation Diseases 0.000 description 1
- 229910001315 Tool steel Inorganic materials 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 238000002425 crystallisation Methods 0.000 description 1
- 230000008025 crystallization Effects 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000010791 quenching Methods 0.000 description 1
- 230000000171 quenching effect Effects 0.000 description 1
- 238000003303 reheating Methods 0.000 description 1
Images









Landscapes
- Forging (AREA)
Description
1次成形品に対し型成形による2次成形を行って鍛造加工品を得る2次成形工程と、を含み、
前記1次成形工程において、鍛造素材の少なくとも前記減肉部に対応する部分に対し、はみ出しバリが形成されない密閉鍛造を行うようにしたことを特徴とする鍛造加工方法。
前記1次成形によって、鍛造素材の材料を前記減肉部に対応する部分から前記増肉部に対応する部分に塑性流動させるようにした前項1または2に記載の鍛造加工方法。
前記1次成形工程において、1次成形用金型の端部に設けられた閉塞面によって、前記増肉部に流入される素材材料を外径方向に誘導させるようにした前項6に記載の鍛造加工方法。
前記2次成形は、最終仕上げ成形を構成するものである前項1〜7のいずれか1項に記載の鍛造加工方法。
1次成形品に対し2次成形を行って鍛造加工品を得るための2次成形用金型と、を備え、
前記1次成形用金型における鍛造素材の少なくとも前記減肉部を成形する部分が、はみ出しバリが形成されない密閉型部に構成されたことを特徴する鍛造加工装置。
前記増肉部成形用型部の内周面には、前記密閉型部から塑性流動させた素材材料を、外径方向に誘導するための閉塞面が設けられる前項15に記載の鍛造加工装置。
前記増肉部成形用型部の内周面における前記密閉型部寄りの領域は、型内径が次第に変化するテーパー部に形成される前項15または16に記載の鍛造加工装置。
前記2次成形用金型は、最終仕上げ成形用金型によって構成される前項13〜17のいずれか1項に記載の鍛造加工装置。
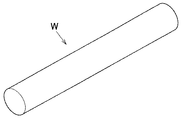
ピーリング処理を施した円柱形状のアルミニウム合金製の鍛造素材(直径31mm、長さ218mm)を準備し、この鍛造素材を、500℃に加熱(予備加熱)した。そして、加熱後の鍛造素材に対し、上記実施形態に準拠した部分密閉式の鍛造による荒成形(1次成形)と、最終仕上げ成形(2次成形)との2回の鍛造加工を行った後、トリミングによりバリや予肉部を除去して、上記図2に示す実施形態と同様な形状の鍛造加工品を作製した。
長さが245mmに設定した以外は、上記と同様な鍛造素材を準備した。そして上記と同様の条件で加熱した後、その鍛造素材に対し、従来技術に準拠した全開放式の荒成形と、中間成形と、最終仕上げ成形との3回の鍛造加工を行った後、上記と同様にして、同形状の鍛造加工品を作製した。
上記の実施例および比較例から明らかなように、本発明に関連した実施例の鍛造加工方法は、従来の鍛造加工方法に比べて、材料歩留まりが15%も向上しており、コストの削減を確実に図ることができると考えられる。
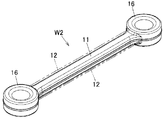
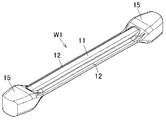
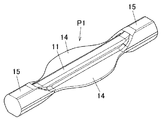
12…バリ状予肉成形片(減肉部)
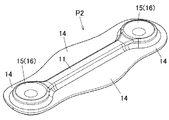
15…大径部(増肉部)
14…はみ出しバリ
16…両端リング部
26…閉塞面
29,39…テーパー部
40…密閉型部
42…予肉成形型部
45…開放型部(増肉部成形用型部)
W…鍛造素材
W1…1次成形品
W2…鍛造加工品
Claims (17)
- 鍛造素材に対し型成形による1次成形を行って、鍛造素材に対して断面積の小さい減肉部を有する1次成形品を得る1次成形工程と、
1次成形品に対し型成形による2次成形を行って鍛造加工品を得る2次成形工程と、を含み、
前記1次成形工程において、鍛造素材の少なくとも前記減肉部に対応する部分に対し、1次成形用金型の密閉型部によって、はみ出しバリが形成されない密閉鍛造を行うようにし、
1次成形品の端部における前記減肉部とは異なる部分に、増肉部が設けられ、
前記1次成形によって、鍛造素材の材料を前記減肉部に対応する部分から前記増肉部に対応する部分に塑性流動させるようにし、
前記増肉部は、鍛造素材に対して、外径が大きく形成され、
前記1次成形工程において、鍛造素材の前記増肉部に対応する部分に対し、はみ出しバリが形成可能な開放鍛造を行うとともに、
前記1次成形工程において、1次成形用金型の端部に設けられた閉塞面によって、前記増肉部に流入される素材材料を外径方向に誘導させるようにし、
前記1次成形用金型は、下金型と、上金型とを備え、
前記下金型の上面側には、小径部成形凹部が設けられるとともに、前記上金型の下面側には、前記小径部成形凹部に適合状態に挿入可能な小径部成形凸部が設けられ、
前記上金型の小径部成形凸部の下端面と、下金型の小径部成形凹部の内周面とによって密閉された密閉空間が、前記密閉型部として構成され、
前記下金型の小径部成形凹部における両側内面と、前記上金型の小径部成形凸部における両側外面とは互いに平行で垂直面に形成されていることを特徴とする鍛造加工方法。 - 前記1次成形用金型には、前記密閉型部から塑性流動させた素材材料を成形する増肉部成形用型部が設けられ、
前記増肉部成形用型部は、前記密閉型部よりも型内径が大きく形成され、
前記増肉部成形用型部の内周面における前記密閉型部寄りの領域は、型内径が次第に変化するテーパー部に形成されている請求項1に記載の鍛造加工方法。 - 鍛造素材に対し型成形による1次成形を行って、鍛造素材に対して断面積の小さい減肉部を有する1次成形品を得る1次成形工程と、
1次成形品に対し型成形による2次成形を行って鍛造加工品を得る2次成形工程と、を含み、
前記1次成形工程において、鍛造素材の少なくとも前記減肉部に対応する部分に対し、1次成形用金型の密閉型部によって、はみ出しバリが形成されない密閉鍛造を行うようにし、
1次成形品の端部における前記減肉部とは異なる部分に、増肉部が設けられ、
前記1次成形によって、鍛造素材の材料を前記減肉部に対応する部分から前記増肉部に対応する部分に塑性流動させるようにし、
前記増肉部は、鍛造素材に対して、外径が大きく形成され、
前記1次成形工程において、1次成形用金型の端部に設けられた閉塞面によって、前記増肉部に流入される素材材料を外径方向に誘導させるようにし、
前記1次成形用金型は、下金型と、上金型とを備え、
前記下金型の上面側には、小径部成形凹部が設けられるとともに、前記上金型の下面側には、前記小径部成形凹部に適合状態に挿入可能な小径部成形凸部が設けられ、
前記上金型の小径部成形凸部の下端面と、下金型の小径部成形凹部の内周面とによって密閉された密閉空間が、前記密閉型部として構成され、
前記下金型の小径部成形凹部における両側内面と、前記上金型の小径部成形凸部における両側外面とは互いに平行で垂直面に形成され、
前記1次成形用金型には、前記密閉型部から塑性流動させた素材材料を成形する増肉部成形用型部が設けられ、
前記増肉部成形用型部は、前記密閉型部よりも型内径が大きく形成され、
前記増肉部成形用型部の内周面における前記密閉型部寄りの領域は、型内径が次第に変化するテーパー部に形成されていることを特徴とする鍛造加工方法。 - 前記テーパー部は湾曲面に形成されている請求項2または3に記載の鍛造加工方法。
- 前記1次成形の型成形によって、1次成形品の前記減肉部に、バリ状の予肉成形片を形成するようにした請求項1〜4のいずれか1項に記載の鍛造加工方法。
- 前記増肉部は、鍛造素材に対して断面積が大きく形成される請求項1〜5のいずれか1項に記載の鍛造加工方法。
- 前記1次成形は、荒成形を構成するものであり、
前記2次成形は、最終仕上げ成形を構成するものである請求項1〜6のいずれか1項に記載の鍛造加工方法。 - 鍛造素材として、軸心方向の断面が一定に調整された円柱形状のものが用いられる請求項1〜7のいずれか1項に記載の鍛造加工方法。
- 鍛造素材として、アルミニウムまたはアルミニウム合金製のものが用いられる請求項1〜8のいずれか1項に記載の鍛造加工方法。
- 鍛造加工品が、自動車用足廻り部品を構成するものである請求項1〜9のいずれか1項に記載の鍛造加工方法。
- 鍛造加工品が、軸部の両端にリング部が設けられた自動車用コントロールアームを構成するものである請求項1〜10のいずれか1項に記載の鍛造加工方法。
- 鍛造素材に対し1次成形を行って、鍛造素材に対して断面積の小さい減肉部を有する1次成形品を得るための1次成形用金型と、
1次成形品に対し2次成形を行って鍛造加工品を得るための2次成形用金型と、を備え、
前記1次成形用金型における鍛造素材の少なくとも前記減肉部を成形する部分が、はみ出しバリが形成されない密閉型部に構成され、
前記1次成形用金型には、前記密閉型部から塑性流動させた素材材料を成形する増肉部成形用型部が設けられ、
前記増肉部成形用型部は、前記密閉型部よりも型内径が大きく形成されるとともに、前記1次成形用金型の端部に配置され、
前記増肉部成形用型部は、はみ出しバリが形成可能な開放型部として構成され、
前記増肉部成形用型部の内周面には、前記密閉型部から塑性流動させた素材材料を、外径方向に誘導するための閉塞面が設けられ、
1次成形用の金型は、下金型と、上金型とを備え、
前記下金型の上面側には、小径部成形凹部が設けられるとともに、前記上金型の下面側には、前記小径部成形凹部に適合状態に挿入可能な小径部成形凸部が設けられ、
前記上金型の小径部成形凸部の下端面と、下金型の小径部成形凹部の内周面とによって密閉された密閉空間が、前記密閉型部として構成され、
前記下金型の小径部成形凹部における両側内面と、前記上金型の小径部成形凸部における両側外面とは互いに平行で垂直面に形成されていることを特徴する鍛造加工装置。 - 前記増肉部成形用型部は、前記密閉型部よりも型内径が大きく形成され、
前記増肉部成形用型部の内周面における前記密閉型部寄りの領域は、型内径が次第に変化するテーパー部に形成される請求項12に記載の鍛造加工装置。 - 鍛造素材に対し1次成形を行って、鍛造素材に対して断面積の小さい減肉部を有する1次成形品を得るための1次成形用金型と、
1次成形品に対し2次成形を行って鍛造加工品を得るための2次成形用金型と、を備え、
前記1次成形用金型における鍛造素材の少なくとも前記減肉部を成形する部分が、はみ出しバリが形成されない密閉型部に構成され、
前記1次成形用金型には、前記密閉型部から塑性流動させた素材材料を成形する増肉部成形用型部が設けられ、
前記増肉部成形用型部は、前記密閉型部よりも型内径が大きく形成されるとともに、前記1次成形用金型の端部に配置され、
前記増肉部成形用型部の内周面には、前記密閉型部から塑性流動させた素材材料を、外径方向に誘導するための閉塞面が設けられ、
1次成形用の金型は、下金型と、上金型とを備え、
前記下金型の上面側には、小径部成形凹部が設けられるとともに、前記上金型の下面側には、前記小径部成形凹部に適合状態に挿入可能な小径部成形凸部が設けられ、
前記上金型の小径部成形凸部の下端面と、下金型の小径部成形凹部の内周面とによって密閉された密閉空間が、前記密閉型部として構成され、
前記下金型の小径部成形凹部における両側内面と、前記上金型の小径部成形凸部における両側外面とは互いに平行で垂直面に形成され、
前記増肉部成形用型部は、前記密閉型部よりも型内径が大きく形成され、
前記増肉部成形用型部の内周面における前記密閉型部寄りの領域は、型内径が次第に変化するテーパー部に形成されていることを特徴とする鍛造加工装置。 - 前記テーパー部は湾曲面に形成されている請求項13または14に記載の鍛造加工装置。
- 前記密閉型部には、バリ状の予肉成形片を成形するための予肉成形型部が設けられる請求項12〜15に記載の鍛造加工装置。
- 前記1次成形用金型は、荒成形用金型によって構成されるとともに、
前記2次成形用金型は、最終仕上げ成形用金型によって構成される請求項12〜16のいずれか1項に記載の鍛造加工装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008288006A JP5405802B2 (ja) | 2008-11-10 | 2008-11-10 | 鍛造加工方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008288006A JP5405802B2 (ja) | 2008-11-10 | 2008-11-10 | 鍛造加工方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010110810A JP2010110810A (ja) | 2010-05-20 |
| JP5405802B2 true JP5405802B2 (ja) | 2014-02-05 |
Family
ID=42299803
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008288006A Active JP5405802B2 (ja) | 2008-11-10 | 2008-11-10 | 鍛造加工方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5405802B2 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101590887B1 (ko) | 2014-11-10 | 2016-02-02 | (주) 에스알메탈 | 낚시용 릴 부품의 클러치 레버 제조방법 및 그 제조장치 |
| CN104551546B (zh) * | 2014-11-19 | 2017-09-05 | 塞里姆株式会社 | 一种钓鱼用绕线轮部件的离合器杆的制造方法及其制造装置 |
| JP7559529B2 (ja) * | 2020-12-01 | 2024-10-02 | トヨタ自動車株式会社 | 金型及び鍛造方法 |
| CN113319229B (zh) * | 2021-06-04 | 2023-05-23 | 武钢集团襄阳重型装备材料有限公司 | 一种冶金渣盆用吊耳的制造方法 |
| CN113976788B (zh) * | 2021-10-15 | 2023-05-12 | 山西豪钢重工股份有限公司 | 一种中部槽槽帮锻造成型方法 |
| CN114574669B (zh) * | 2022-02-16 | 2024-08-02 | 山东汇锋传动股份有限公司 | 一种贯通轴及其制备方法 |
| CN117300030A (zh) * | 2023-09-25 | 2023-12-29 | 如皋市林达线路金具有限公司 | 一种熔断器端部金具锻造成型工艺 |
| CN117139598A (zh) * | 2023-09-27 | 2023-12-01 | 中机精密成形产业技术研究院(安徽)股份有限公司 | 一种铝合金后控制臂的铸锻联合成形工艺 |
| CN118847888B (zh) * | 2024-07-02 | 2025-02-07 | 西安三角防务股份有限公司 | 一种钛合金开口框锻件预制坯料及其锻造方法、模具 |
| CN119681165B (zh) * | 2024-12-26 | 2025-10-28 | 陕西宏远航空锻造有限责任公司 | 一种凹字形板类件的锻造成形方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2656334B2 (ja) * | 1988-12-28 | 1997-09-24 | マツダ株式会社 | 鋳造鍛造方法 |
| JPH0459146A (ja) * | 1990-06-27 | 1992-02-26 | Kubota Corp | コネクティングロッドの鍛造成形用金型装置 |
| JPH05177290A (ja) * | 1991-12-26 | 1993-07-20 | Mazda Motor Corp | 鍛造方法および鍛造金型 |
| JP3507264B2 (ja) * | 1996-12-24 | 2004-03-15 | 住友重機械工業株式会社 | 端部異形棒状製品の鍛造方法および鍛造装置 |
| JP2004034115A (ja) * | 2002-07-05 | 2004-02-05 | Nippon Light Metal Co Ltd | アルミニウム合金鍛造材の製造方法 |
| JP2004167584A (ja) * | 2002-11-22 | 2004-06-17 | Nippon Light Metal Co Ltd | アルミニウム製品の製造方法 |
| JP4703961B2 (ja) * | 2003-02-18 | 2011-06-15 | 昭和電工株式会社 | 金属鍛造製品の製造方法 |
| JP3943115B2 (ja) * | 2005-11-08 | 2007-07-11 | 株式会社神戸製鋼所 | 鍛造用素形材、鍛造品及び鍛造用素形材の成形方法 |
| JP2008207252A (ja) * | 2008-04-21 | 2008-09-11 | Showa Denko Kk | 鍛造方法、鍛造用金型および鍛造成形品 |
-
2008
- 2008-11-10 JP JP2008288006A patent/JP5405802B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010110810A (ja) | 2010-05-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5405802B2 (ja) | 鍛造加工方法 | |
| US10081043B2 (en) | Method and upsetting tool for producing highly dimensionally accurate half shells | |
| CN102672096B (zh) | 汽车转向节毛坯类零件精密模锻成型工艺方法 | |
| RU2688976C1 (ru) | Способ и устройство для изготовления штампованного элемента | |
| CN101091978A (zh) | 一种汽车后轴支架的锻造新工艺 | |
| JP6512191B2 (ja) | 金型の設計方法およびプレス成形品の製造方法 | |
| CN108687200B (zh) | 用于制造板材成形构件的方法以及板材成形构件 | |
| CN103028626A (zh) | 一种椭圆衬套的制造工艺 | |
| WO2017141603A1 (ja) | プレス成形品の製造方法 | |
| US9962753B2 (en) | Tool for preforming a tube for subsequent internal high pressure forming, as well as a method for producing such a tool and for producing a component by internal high pressure forming | |
| JP2010046704A (ja) | ボルトの製造方法、ボルト製造装置およびボルト製造用金型 | |
| CN100493821C (zh) | 一种铁路货车用钩尾框的制造方法 | |
| CN112893728A (zh) | 一种油轨闭式挤压工艺及模具 | |
| US12115575B2 (en) | Method of manufacturing of forged aluminum wheel | |
| WO2009142061A1 (ja) | 鍛造用金型および鍛造方法 | |
| CN110899605B (zh) | 一种汽车底盘避震器壳体整体式冷锻拉伸方法 | |
| KR20170018935A (ko) | 2차원 또는 3차원 구조를 가지는, 경금속 및 그 합금들로 이루어진 개방 또는 폐쇄 환형 구조 부품의 제조 방법 및 그 장치 | |
| CN106345966A (zh) | 一种汽车下摆臂生产工艺 | |
| CN109702068A (zh) | 一种铝合金轮毂旋压工艺及工艺中应用的芯模 | |
| CN115533448B (zh) | 无缝铝管翻边加工工艺 | |
| JPH06218481A (ja) | 軽合金ホイールの製造方法 | |
| CN100453251C (zh) | 套筒的制造方法 | |
| KR100403971B1 (ko) | 자동차용 알로이휠의 제조방법 | |
| CN117139551B (zh) | 一种带拉杆臂和转向臂的整体式转向节变向成形工艺 | |
| CN118905125B (zh) | 一种钛合金叶片的等温锻造模具及锻造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110816 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120711 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120717 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120913 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130326 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130520 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131008 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131031 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5405802 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D02 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |