JP5356449B2 - Knife edge and liquid crystal display manufacturing system including the same - Google Patents
Knife edge and liquid crystal display manufacturing system including the same Download PDFInfo
- Publication number
- JP5356449B2 JP5356449B2 JP2011101807A JP2011101807A JP5356449B2 JP 5356449 B2 JP5356449 B2 JP 5356449B2 JP 2011101807 A JP2011101807 A JP 2011101807A JP 2011101807 A JP2011101807 A JP 2011101807A JP 5356449 B2 JP5356449 B2 JP 5356449B2
- Authority
- JP
- Japan
- Prior art keywords
- film
- knife edge
- liquid crystal
- release film
- crystal panel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000004973 liquid crystal related substance Substances 0.000 title claims description 63
- 238000004519 manufacturing process Methods 0.000 title claims description 28
- 230000032258 transport Effects 0.000 claims description 29
- 238000003825 pressing Methods 0.000 claims description 20
- 230000007246 mechanism Effects 0.000 claims description 18
- 238000010030 laminating Methods 0.000 claims 1
- 239000010408 film Substances 0.000 description 204
- 239000012790 adhesive layer Substances 0.000 description 16
- 239000010410 layer Substances 0.000 description 8
- 239000000463 material Substances 0.000 description 8
- 238000000034 method Methods 0.000 description 8
- 230000004048 modification Effects 0.000 description 4
- 238000012986 modification Methods 0.000 description 4
- 238000004804 winding Methods 0.000 description 4
- 229920002284 Cellulose triacetate Polymers 0.000 description 3
- 239000004372 Polyvinyl alcohol Substances 0.000 description 3
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 3
- NNLVGZFZQQXQNW-ADJNRHBOSA-N [(2r,3r,4s,5r,6s)-4,5-diacetyloxy-3-[(2s,3r,4s,5r,6r)-3,4,5-triacetyloxy-6-(acetyloxymethyl)oxan-2-yl]oxy-6-[(2r,3r,4s,5r,6s)-4,5,6-triacetyloxy-2-(acetyloxymethyl)oxan-3-yl]oxyoxan-2-yl]methyl acetate Chemical compound O([C@@H]1O[C@@H]([C@H]([C@H](OC(C)=O)[C@H]1OC(C)=O)O[C@H]1[C@@H]([C@@H](OC(C)=O)[C@H](OC(C)=O)[C@@H](COC(C)=O)O1)OC(C)=O)COC(=O)C)[C@@H]1[C@@H](COC(C)=O)O[C@@H](OC(C)=O)[C@H](OC(C)=O)[C@H]1OC(C)=O NNLVGZFZQQXQNW-ADJNRHBOSA-N 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 239000012467 final product Substances 0.000 description 3
- 229920002451 polyvinyl alcohol Polymers 0.000 description 3
- 230000001681 protective effect Effects 0.000 description 3
- 238000010521 absorption reaction Methods 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 239000002699 waste material Substances 0.000 description 2
- ZCYVEMRRCGMTRW-UHFFFAOYSA-N 7553-56-2 Chemical compound [I] ZCYVEMRRCGMTRW-UHFFFAOYSA-N 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- 239000005977 Ethylene Substances 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 229920001477 hydrophilic polymer Polymers 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 229910052740 iodine Inorganic materials 0.000 description 1
- 239000011630 iodine Substances 0.000 description 1
- 239000005001 laminate film Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 239000012788 optical film Substances 0.000 description 1
- 229920006267 polyester film Polymers 0.000 description 1
- -1 polyethylene terephthalate Polymers 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
Images







Classifications
-
- G—PHYSICS
- G02—OPTICS
- G02F—OPTICAL DEVICES OR ARRANGEMENTS FOR THE CONTROL OF LIGHT BY MODIFICATION OF THE OPTICAL PROPERTIES OF THE MEDIA OF THE ELEMENTS INVOLVED THEREIN; NON-LINEAR OPTICS; FREQUENCY-CHANGING OF LIGHT; OPTICAL LOGIC ELEMENTS; OPTICAL ANALOGUE/DIGITAL CONVERTERS
- G02F1/00—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics
- G02F1/01—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour
- G02F1/13—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour based on liquid crystals, e.g. single liquid crystal display cells
- G02F1/133—Constructional arrangements; Operation of liquid crystal cells; Circuit arrangements
- G02F1/1333—Constructional arrangements; Manufacturing methods
- G02F1/1335—Structural association of cells with optical devices, e.g. polarisers or reflectors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/0046—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by constructional aspects of the apparatus
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/10—Removing layers, or parts of layers, mechanically or chemically
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/30—Polarising elements
-
- G—PHYSICS
- G02—OPTICS
- G02F—OPTICAL DEVICES OR ARRANGEMENTS FOR THE CONTROL OF LIGHT BY MODIFICATION OF THE OPTICAL PROPERTIES OF THE MEDIA OF THE ELEMENTS INVOLVED THEREIN; NON-LINEAR OPTICS; FREQUENCY-CHANGING OF LIGHT; OPTICAL LOGIC ELEMENTS; OPTICAL ANALOGUE/DIGITAL CONVERTERS
- G02F1/00—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics
- G02F1/01—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour
- G02F1/13—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour based on liquid crystals, e.g. single liquid crystal display cells
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/20—Displays, e.g. liquid crystal displays, plasma displays
- B32B2457/202—LCD, i.e. liquid crystal displays
-
- G—PHYSICS
- G02—OPTICS
- G02F—OPTICAL DEVICES OR ARRANGEMENTS FOR THE CONTROL OF LIGHT BY MODIFICATION OF THE OPTICAL PROPERTIES OF THE MEDIA OF THE ELEMENTS INVOLVED THEREIN; NON-LINEAR OPTICS; FREQUENCY-CHANGING OF LIGHT; OPTICAL LOGIC ELEMENTS; OPTICAL ANALOGUE/DIGITAL CONVERTERS
- G02F1/00—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics
- G02F1/01—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour
- G02F1/13—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour based on liquid crystals, e.g. single liquid crystal display cells
- G02F1/1303—Apparatus specially adapted to the manufacture of LCDs
Landscapes
- Physics & Mathematics (AREA)
- Nonlinear Science (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Chemical & Material Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Liquid Crystal (AREA)
- Mathematical Physics (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Polarising Elements (AREA)
Description
本発明は、ナイフエッジおよびこれを含む液晶表示装置の製造システムに関するものである。 The present invention relates to a knife edge and a liquid crystal display manufacturing system including the knife edge.
各種の電子機器に使用される液晶表示装置(LCD:liquid crystal display)は、近年、その需要が益々高まっている。液晶表示装置の製造工程では、光の透過または遮断を制御するために、液晶パネルの両面に偏光フィルムが貼合される。 In recent years, the demand for liquid crystal displays (LCD) used for various electronic devices has been increasing. In the manufacturing process of the liquid crystal display device, polarizing films are bonded to both surfaces of the liquid crystal panel in order to control light transmission or blocking.
液晶パネルに偏光フィルムを貼合する方法としては、偏光フィルムを液晶パネルに応じたサイズにカットした後に貼合する所謂 Chip to panel 方式が挙げられる。しかしなが
ら、この方式では、液晶パネルに対して、一枚ずつ偏光フィルムを貼合するため、生産効率が低いという欠点がある。一方、他の方式として、偏光フィルムをガイドローラに供給し、連続的に液晶パネルに貼合する所謂 Roll to panel 方式がある。当該方法によれば
、高い生産効率にて貼合が可能となる。
As a method for bonding the polarizing film to the liquid crystal panel, a so-called chip to panel method in which the polarizing film is bonded after being cut into a size corresponding to the liquid crystal panel can be mentioned. However, this method has a drawback that the production efficiency is low because the polarizing films are bonded to the liquid crystal panel one by one. On the other hand, as another method, there is a so-called Roll to panel method in which a polarizing film is supplied to a guide roller and continuously bonded to a liquid crystal panel. According to this method, bonding can be performed with high production efficiency.
Roll to panel 方式では、液晶パネルとの貼合箇所まで偏光フィルムが搬送されるが、偏光フィルムの貼合面に埃などの異物が付着しないように、偏光フィルムの貼合面は、
粘着層を介して剥離フィルム(保護フィルム)によって保護されている。すなわち、偏光フィルムは剥離フィルムを備えた積層フィルムの状態で搬送される。
In the roll-to-panel method, the polarizing film is transported to the bonding location with the liquid crystal panel, but the polarizing film bonding surface is not attached to the polarizing film bonding surface.
It is protected by a release film (protective film) through an adhesive layer. That is, a polarizing film is conveyed in the state of the laminated film provided with the peeling film.
このため、偏光フィルムを液晶パネルに貼合する前に、積層パネルから剥離フィルムを剥離する必要がある。このための部材として、ナイフエッジが用いられており、例えば、特許文献1に開示されている。特許文献1には、ナイフエッジに離型フィルムを巻き掛けて反転移送することにより、離型フィルムを剥離することが開示されている。 For this reason, before bonding a polarizing film to a liquid crystal panel, it is necessary to peel a peeling film from a laminated panel. As a member for this purpose, a knife edge is used, which is disclosed in Patent Document 1, for example. Patent Document 1 discloses that a release film is peeled off by wrapping a release film around a knife edge and transferring it in reverse.
しかしながら、従来のナイフエッジで離型フィルム(剥離フィルム)を剥離すると、フィルム屑などの異物が発生するという問題があった。異物発生により、偏光フィルムと液晶パネルとの貼合面に上記異物が混入すると、液晶表示装置の品質が損なわれる虞があり、液晶表示装置の歩留まりが低下し得る。 However, when the release film (release film) is peeled off with a conventional knife edge, there is a problem that foreign matters such as film scraps are generated. If the foreign matter is mixed into the bonding surface between the polarizing film and the liquid crystal panel due to the generation of foreign matter, the quality of the liquid crystal display device may be impaired, and the yield of the liquid crystal display device may be reduced.
本発明は上記従来の問題に鑑みなされたものであって、その目的は、フィルム屑などの異物が発生し難いナイフエッジを提供し、生産歩留まりを向上させることにある。 The present invention has been made in view of the above-described conventional problems, and an object of the present invention is to provide a knife edge in which foreign matters such as film scraps are not easily generated, and to improve the production yield.
本発明に係る発明者は、ナイフエッジを使用した場合に異物が発生する原因を鋭意検討したところ、剥離フィルムの端面とナイフエッジとの接触に原因があることを見出した。すなわち、剥離フィルムは偏光フィルムの幅に合わせてスリットされており、剥離フィルムの端面は滑らかな断面ではなく、変形している。この端面と、湾曲したナイフエッジの先端部とが接触することによって、接触面に摩擦が生じ、変形した端面からフィルム屑などの異物が発生することが明らかとなった。当該知見に基づき発明者らは本発明を完成さ
せるに至った。
The inventor according to the present invention diligently studied the cause of the generation of foreign matters when using a knife edge, and found that there is a cause in contact between the end face of the release film and the knife edge. That is, the release film is slit according to the width of the polarizing film, and the end face of the release film is not a smooth cross section but is deformed. It has been clarified that the contact between the end surface and the tip of the curved knife edge causes friction on the contact surface, and foreign matters such as film scraps are generated from the deformed end surface. Based on this knowledge, the inventors have completed the present invention.
すなわち、本発明に係るナイフエッジは、上記課題を解決するために、剥離フィルムを備えた積層フィルムから、剥離フィルムを剥離するナイフエッジにおいて、搬送されている積層フィルムのうち剥離フィルムが押圧される押圧面と、上記押圧面に繋がる先端部とを備え、上記先端部において、上記押圧面から先端部に向かう方向に対して平行に、少なくとも2つの凹部が形成されていることを特徴としている。 That is, in order to solve the above-mentioned problem, the knife edge according to the present invention presses the release film out of the laminated film being conveyed at the knife edge for peeling the release film from the laminate film provided with the release film. A pressing surface and a tip portion connected to the pressing surface are provided, and at the tip portion, at least two concave portions are formed in parallel to a direction from the pressing surface toward the tip portion.
当該ナイフエッジによれば、上記押圧面から先端部に向かって少なくとも2つの凹部が形成されている。そのため、上記少なくとも2つの凹部に剥離フィルムの両端面が配置されるように、剥離フィルムを搬送することができる。剥離フィルムの剥離は、剥離フィルムが押圧面に押圧されながら先端部に搬送されることにより、剥離フィルムが積層フィルムから剥離される。この際、先端部には上記凹部が形成されており、剥離フィルムの両端部が先端部と接触しない。このため、従来、先端部にて生じ易かったフィルム屑など異物の発生量を低減させることができるため、粘着層に異物が付着し難くなる。その結果、最終製品である、液晶表示装置の品質を低下し難くし、生産歩留まりを向上できる。 According to the knife edge, at least two recesses are formed from the pressing surface toward the tip. Therefore, a peeling film can be conveyed so that the both end surfaces of a peeling film are arrange | positioned at the said at least 2 recessed part. The release film is peeled from the laminated film by being transported to the tip while the release film is pressed against the pressing surface. Under the present circumstances, the said recessed part is formed in the front-end | tip part, and the both ends of a peeling film do not contact a front-end | tip part. For this reason, since the generation amount of foreign matters such as film scraps that have been easily generated at the tip portion can be reduced conventionally, the foreign matters are less likely to adhere to the adhesive layer. As a result, the quality of the liquid crystal display device, which is the final product, is hardly lowered, and the production yield can be improved.
また、本発明に係るナイフエッジは、上記先端部において、上記方向に対して平行に、凹部が3つ以上形成されていることが好ましい。 Moreover, it is preferable that the knife edge which concerns on this invention has three or more recessed parts in the said front-end | tip part in parallel with the said direction.
凹部が3つ以上形成されていることにより、異なる幅の剥離フィルムに適合できるナイフエッジを提供することができる。 By forming three or more recesses, it is possible to provide a knife edge that can be adapted to release films having different widths.
また、本発明に係るナイフエッジは、上記押圧面において、上記方向に対して平行に、凹部が形成されていることが好ましい。 Moreover, it is preferable that the knife edge which concerns on this invention has a recessed part in the said press surface in parallel with the said direction.
剥離フィルムの端面とナイフエッジとが接触することにより、フィルム屑などの異物が主に生じる箇所はナイフエッジの先端部である。しかし、先端部に加えて、押圧面にも凹部が形成されていることにより、押圧面において、剥離フィルムの端面と押圧面とが接触しないように剥離フィルムを搬送することができる。その結果、フィルム屑などの異物をさらに生じ難くすることができる。 When the end face of the release film and the knife edge come into contact with each other, a portion where foreign matters such as film scraps are mainly generated is the tip of the knife edge. However, since the concave portion is formed on the pressing surface in addition to the tip portion, the peeling film can be transported so that the end surface of the peeling film and the pressing surface do not contact with each other on the pressing surface. As a result, foreign matters such as film waste can be further prevented from being generated.
また、本発明に係るナイフエッジでは、上記先端部が円弧形状を有しており、上記押圧面から先端部の円弧形状の部分へ向かっていることが好ましい。 Moreover, in the knife edge which concerns on this invention, it is preferable that the said front-end | tip part has circular arc shape, and goes to the circular-arc-shaped part of the front-end | tip part from the said press surface.
また、本発明に係るナイフエッジは、上記先端部において、上記凹部と繋がる開口部が形成されており、上記開口部に、異物を吸引する吸引機構を備えることが好ましい。 Moreover, it is preferable that the knife edge which concerns on this invention is provided with the suction mechanism which attracts | sucks a foreign material in the said opening part in which the opening part connected with the said recessed part is formed in the said front-end | tip part.
当該構成によれば、先端部に到達する前の剥離フィルムの搬送時に発生した異物を、先端部周辺にて吸引し、先端部周辺での異物の飛散が抑制される。これにより、偏光フィルムの粘着層に異物が付着することをさらに抑制することができる。 According to the said structure, the foreign material which generate | occur | produced at the time of conveyance of the peeling film before reaching a front-end | tip part is attracted | sucked around the front-end | tip part, and the scattering of the foreign material in the front-end | tip part periphery is suppressed. Thereby, it can further suppress that a foreign material adheres to the adhesion layer of a polarizing film.
また、本発明に係る液晶表示装置の製造システムは、液晶パネルに偏光フィルムを貼合する液晶表示装置の製造システムにおいて、液晶パネルを搬送する液晶パネル搬送部と、液晶パネルの搬送方向へ剥離フィルムを備えた積層フィルムを巻き出す巻出部とを含む貼合機構を備え、上記貼合機構は、上記ナイフエッジを含むものである。 The liquid crystal display device manufacturing system according to the present invention is a liquid crystal display device manufacturing system in which a polarizing film is bonded to a liquid crystal panel, and a liquid crystal panel transport unit that transports the liquid crystal panel and a release film in the transport direction of the liquid crystal panel The unwinding part which unwinds the laminated | multilayer film provided with is provided, and the said bonding mechanism contains the said knife edge.
本発明のナイフエッジは、以上のように、搬送されている積層フィルムのうち剥離フィルムが押圧される押圧面と、上記押圧面に繋がる先端部とを備え、上記先端部において、
上記押圧面から先端部に向かう方向に対して平行に、少なくとも2つの凹部が形成されているものである。
As described above, the knife edge of the present invention comprises a pressing surface to which the release film is pressed among the laminated films being transported, and a tip portion connected to the pressing surface.
At least two recesses are formed in parallel to the direction from the pressing surface toward the tip.
それゆえ、先端部には上記凹部が形成されており、先端部での剥離フィルムの剥離の際、剥離フィルムの両端部が先端部と接触しない。このため、従来、先端部にて生じ易かったフィルム屑など異物の発生量を低減させることができるため、粘着層に異物が付着し難くなる。その結果、最終製品である、液晶表示装置の品質を低下し難くし、生産歩留まりを向上できる。 Therefore, the said recessed part is formed in the front-end | tip part, and the both ends of a peeling film do not contact a front-end | tip part at the time of peeling of the peeling film in a front-end | tip part. For this reason, since the generation amount of foreign matters such as film scraps that have been easily generated at the tip portion can be reduced conventionally, the foreign matters are less likely to adhere to the adhesive layer. As a result, the quality of the liquid crystal display device, which is the final product, is hardly lowered, and the production yield can be improved.
本発明の一実施形態について図1〜図9に基づいて説明すれば、以下の通りであるが、本発明はこれに限定されるものではない。 An embodiment of the present invention will be described below with reference to FIGS. 1 to 9, but the present invention is not limited to this.
図1は、本実施の形態に係る製造システム(液晶表示装置の製造システム)100を示す側面図である。製造システム100は、液晶パネル1の両面に偏光フィルム2aを貼合するものである。図1における搬送方向D1は、製造システム100における液晶パネル1の搬送方向を示している。
FIG. 1 is a side view showing a manufacturing system (a manufacturing system of a liquid crystal display device) 100 according to the present embodiment. The
次に、製造システム100が備える各部材について説明する。製造システム100は、巻出部3、ガイドローラ4、ハーフカッター5、支持台6、ナイフエッジ7、ニップローラ8a・8bおよび巻取部9を備えている(「ニップローラ8a・8b」は「ニップローラ8aおよびニップローラ8b」を示している。他の部材の場合も同様である)。さらに、搬送ローラ(液晶パネル搬送部)10および反転部11を備えており、巻出部13、ガイドローラ14、ハーフカッター15、支持台16、ナイフエッジ17、ニップローラ18a・18bおよび巻取部19を備えている。
Next, each member with which the
巻出部3は、液晶パネル1の搬送方向へ偏光フィルムを巻き出すものであり、図1では、巻出部3が、偏光フィルム2aに剥離フィルム2bが積層された積層フィルム2を巻き出す構成となっている。製造システム100では、巻出部3は、積層フィルム2の原反ロールの軸に対して水平な方向に移動する構造となっている。移動は巻出部3の下部に設置されたスライド機構によってなされる。なお、巻出部3として、従来公知のターレット形式の巻出部を用いてもよい。
The unwinding unit 3 unwinds the polarizing film in the transport direction of the liquid crystal panel 1, and in FIG. 1, the unwinding unit 3 unwinds the laminated
積層フィルム2は、ガイドローラ4を介して送り出される。本実施の形態において、積
層フィルム2を巻き出す速度、張力等は適宜調整すればよい。巻出部3のサイズは、使用する積層フィルム2のサイズによって適宜変更すればよく、特に限定されるものではない。例えば、フィルム幅が300mm以上、1200mm以下の積層フィルム2を設置可能なサイズの巻出部3を使用すればよい。
The
積層フィルム2は3層構造になっており、公知の構造を採用できる。積層フィルム2は、偏光フィルム2a、図示しない粘着層および剥離フィルム2bから構成されている。
The
具体的な偏光フィルム2aの構成の一例として、以下の構成が挙げられる。すなわち、偏光子フィルムの両面に保護フィルムとしてTAC(トリアセチルセルロース)フィルム等が貼合されており、一方または両方のTACフィルムに粘着層が塗布(積層)されており、粘着層に剥離フィルム2bが積層された構成が挙げられる。
The following structure is mentioned as an example of a structure of the specific
上記偏光子フィルムとしては、ポリビニルアルコールフィルムがヨウ素等によって染色されており、1軸方向に延伸されたフィルムを用いることができる。また、上記フィルムに代えて、部分ホルマール化ポリビニルアルコール系フィルム、エチレン・酢酸ビニル共重合体系部分ケン化フィルム、セルロース系フィルム等の親水性高分子フィルム等、ポリビニルアルコールの脱水処理物やポリ塩化ビニルの脱塩酸処理物等のポリエン配向フィルム等を使用することもできる。 As the polarizer film, a polyvinyl alcohol film dyed with iodine or the like and a film stretched in a uniaxial direction can be used. Also, in place of the above films, partially formalized polyvinyl alcohol film, ethylene / vinyl acetate copolymer partially saponified film, hydrophilic polymer film such as cellulose film, etc., dehydrated polyvinyl alcohol and polyvinyl chloride A polyene-oriented film such as a dehydrochlorinated product can also be used.
偏光フィルム2a粘着層および剥離フィルム2bの総厚さは、特に限定されないが、一例として、100μm以上、500μm以下とすることができる。なお、偏光フィルム2aのうち偏光子フィルムの厚さは、概して10μm以上、50μm以下である。さらに、積層フィルム2の実用上、問題ない範囲にて上記3層以外にさらに他の層を含んでいてもよい。
Although the total thickness of the
粘着層は、剥離フィルム2bが除去された後に、偏光フィルム2aと液晶パネル1とを貼合するために用いられる。粘着層に用いられる粘着剤としては、特に限定されるものではなく、アクリル系、エポキシ系、ポリウレタン系などの粘着剤を用いることができるが、剥離フィルム2bから剥離し易い必要がある。このため、剥離フィルム2bに応じて粘着剤の種類が選択される。なお、粘着剤層の厚さは適宜変更すればよく、例えば、0.5μm以上、75μm以下とすることができる。
The adhesive layer is used to bond the
剥離フィルム2bとしては公知の剥離フィルムを用いればよい。具体的には、ポリエステルフィルム、ポリエチレンテレフタラートフィルムなどを用いることができる。上記剥離フィルムの厚さとしては、特に限定されないが、5μm以上、100μm以下の剥離フィルムを好ましく用いることができる。また、剥離フィルムの幅は、300mm以上、1200mm以下とすることができる。なお、剥離フィルム2bは、一般的に保護フィルム、セパレータなどと称されることもある。
A known release film may be used as the
積層フィルム2は各ガイドローラ4を介して搬送されるが、液晶パネル1は枚葉状であるため、貼合前に長尺の偏光フィルム2aおよび粘着層を切断する必要がある。すなわち、積層フィルム2をハーフカットする必要がある。ハーフカットを行うための部材が、ハーフカッター5および支持台6である。支持台6は、剥離フィルム2bに接触する位置に配置されており、積層フィルム2にぶれを生じ難するために設置されている。剥離フィルム2b側が支持された状態にて、偏光フィルム2aおよび接着層はハーフカッター5によって切断される。このとき剥離フィルム2bは切断されない。すなわち、積層フィルム2がハーフカットされる。
Although the
ナイフエッジ7は、積層フィルム2から剥離フィルム2bを除去するための部材である
。ナイフエッジ7を構成する材料としては、金属材料、樹脂材料等が適用可能であり、特に制限されないが、ステンレス、アルミニウム、樹脂材料などが耐蝕性の点から推奨される。なお、ナイフエッジ7については図2〜図9を用いて後述する。
The
図示しないが、製造システム100には、偏光フィルム2の幅方向における搬送位置を調整する位置調整装置が備えられており、ナイフエッジ7・17に沿って搬送される積層フィルム2・12(剥離フィルム2b)の搬送位置を調整することができる。上記位置調整装置により、積層フィルム2の端面が蛇行していたとしても、積層フィルム2の位置を適切な搬送位置に調整できる。位置調整装置を設置する理由は、積層フィルム2は短い幅にスリットされていることが通常であり、積層フィルム2の端面は、スリット過程において平面でない(蛇行している)ことが通常だからである。上記位置調整装置は、積層フィルム2および剥離フィルム2bの端面の位置を確認するカメラおよびガイドローラ4の位置を調整するガイドローラ調整装置によって構成されている。
Although not shown, the
次に、製造システム100の上部に備えられた搬送ローラ10について説明する。液晶パネル1は偏光フィルム2aとの貼合のためにニップローラ8a・8b間へと搬送される。
Next, the
液晶パネル1としては、公知の液晶パネルを用いることができ、例えば、ガラス基板などの基板と液晶層との間に配向膜が配置された液晶パネルを使用可能である。 As the liquid crystal panel 1, a known liquid crystal panel can be used. For example, a liquid crystal panel in which an alignment film is disposed between a substrate such as a glass substrate and a liquid crystal layer can be used.
搬送ローラ10は、液晶パネル1を搬送する部材である。搬送ローラ10は、液晶パネルを搬送することができればよく、搬送ローラ10に代えてロボットアームなどの他の構成を用いてもよい。
The
ニップローラ8a・8bは、偏光フィルム2aおよび液晶パネル1を貼合する部材である。ニップローラ8a・8bのうち、下方のニップローラ8bは、搬送ローラ10と同じ高さに配置されている。一方、ニップローラ8aは、ニップローラ8bの上方に配置されており、ニップローラ8a・8bにて偏光フィルム2aが図示しない粘着層を介して液晶パネル1の下面に貼合される。
The nip
ニップローラ8a・8bは互いの間の距離を変更可能であり、偏光フィルム2aの粘着層面および液晶パネル1を圧着することによって貼合を行う。貼合時におけるニップローラ8a・8bの圧力および温度(ニップロール内のヒーター温度)は、粘着剤の種類、偏光フィルム2aの厚さなどに応じて適宜調整すればよい。
The nip
下面に偏光フィルム2aが貼合された液晶パネル1は、反転部11によって表裏が変更されると共に、搬送方向に沿った短辺が長辺となるように反転される。図1では、反転部11によって反転された液晶パネルを液晶パネル1aとして示している。製造システム100では、反転部11としてロボットアームを採用しているが、液晶パネル1の表裏および搬送方向に沿った辺を変更できるものであれば特に限定されない。この反転部11により液晶パネル1を反転させることにより、液晶パネル1の下面(偏光フィルムが未貼合)に、偏光フィルム12aの吸収軸が偏光フィルム2aの吸収軸と直交するように偏光フィルム12aを貼合することができる。
The liquid crystal panel 1 having the
なお、液晶パネル1は、その長辺が搬送方向に沿って搬送されてもよく、その場合、反転部11によって、反転された後の液晶パネル1aは、その短辺が搬送方向に沿って搬送されることとなる。
The long side of the liquid crystal panel 1 may be transported along the transport direction. In that case, the short side of the
反転され、搬送方向D1に長辺が沿う状態となった液晶パネル1aは、搬送方向D1に
さらに搬送され、ニップローラ18a・18bへ到達する。ニップロール18bの下方では、巻出部3と同様に、巻出部13から積層フィルム12が巻き出され、この積層フィルム12のうち偏光フィルム12aおよび粘着層がハーフカッター15によってハーフカットされる。その後、ナイフエッジ17によって積層フィルム12から剥離フィルム12bが剥離され、偏光フィルム12aが粘着層を介して液晶パネル1aの下面に貼合される。両面に偏光フィルムが貼合された液晶パネル1aは液晶表示装置に該当し、製造システム100によって液晶表示装置が製造されることとなる。
The
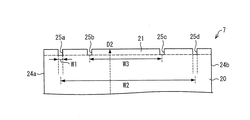
ナイフエッジ7についてさらに説明する。なお、ナイフエッジ17についても同様である。図2(a)は、ナイフエッジ7に係る側面図である。また、図3は、上面20に向かって、先端部21付近のナイフエッジ7を示す端面図である。図2および図3に示すように、ナイフエッジ7は、上面20、先端部21、下面(押圧面)22、後端23、側面24aおよび図示しない側面24bを含んでいる。
The
剥離フィルム2bは、下面22、先端部21および上面20に沿って剥離されるため、下面22、先端部21および上面20は、滑らかな形状となっている。すなわち、上面20および下面22は平面形状となっており、先端部21は湾曲した形状となっている。
Since the
図2(b)は、ナイフエッジ7の先端部の角度を示す側面図である。図2(b)に示すように、先端部21は円弧形状を有している。このため、先端部21の側面(または断面)は扇形となっており、先端部21では上記断面の中心角Aは155°となっている。上面20および下面22は先端部21の法線に沿って形成されるため、上面20および下面22は互いに水平でなく、傾きを有している。
FIG. 2B is a side view showing the angle of the tip of the
先端部21の円弧形状(側面または断面)は上記角度に限定されるものではなく、例えば、中心角Aが30°以上、180°以下の扇形とすることができる。好ましくは、先端部21の円弧形状は、中心角Aが45°以上、180°以下の扇形であり、さらに好ましくは、中心角Aが90°以上、180°以下の扇形、特に好ましくは、中心角が120°以上、180°以下の扇形である。中心角Aが30°未満の場合、剥離した剥離フィルム2bと偏光フィルム2aとの距離が近く、これらの搬送を行い難くなる。中心角Aが45°以上、さらには120°以上である場合、剥離フィルム2bと偏光フィルム2aとをより異なる搬送方向に向けて搬送でき、剥離フィルム2bを回収し易い製造システム100を提供でき好ましい。一方、中心角Aが180°を超える場合、先端部21の法線に沿って上面20を形成することができず、先端部21と上面20とを滑らかな構造に設計することが困難となる。
The arc shape (side surface or cross section) of the
ナイフエッジ7では、方向D2は、下面22から先端部21の円弧形状の部分へ向かっている。このため、先端部21の円弧形状は、方向D2に対して平行な面または同一な面上に位置している。積層フィルム2は、先端部21の円弧形状の部分に向かって搬送され、先端部21の円弧形状に沿って剥離フィルム2bが剥離される。これにより、滑らかに剥離フィルムが剥離される。
In the
先端部21の半径は剥離フィルム2bの厚さおよび硬度などに応じて適宜変更されるため、一義的に規定することは困難であるが、一例として、先端部21の扇形断面の半径を1mm以上、10mm以下とでき、好ましくは、2mm以上、5mm以下とすることができる。上記の半径とすることにより、剥離フィルム2bの剥離が好適になされ得る。
Since the radius of the
また、剥離フィルム2bを損傷させないために、下面22および先端部21は滑らかに繋がっており、角が形成されていない。また、先端部21および上面20も滑らかに繋がっており、角が形成されていない。剥離フィルム2bに損傷を及ぼさなければ問題ないた
め、下面22、先端部21および上面20は、剥離フィルム2bが接触する箇所が滑らかな形状であればよく、剥離フィルム2bが接触しない箇所は、滑らかな形状でなくともよい。例えば、下面22と側面24aとは滑らかに繋がっておらず、角が形成されているが、これにより剥離フィルム2bは損傷しない。なお、ここで、滑らかな形状とは平面および曲面の少なくとも一方にて形成された形状をいうものとする。
Moreover, in order not to damage the
側面24a・24bは、上面20、先端部21、下面22および後端23を繋いでいればよく、側面24a・24bの形状は特に限定されず、平面、曲面などであってもよい。また、ナイフエッジ7の変形例として、側面24a・24bに代えて、先端部21および下面22を支持する支持部材を備える構造が挙げられる。支持部材によって先端部21および下面22が支持され、ナイフエッジの構造が維持されていれば、本発明に係るナイフエッジを構成することができる。
The side surfaces 24a and 24b only need to connect the
上記後端23は、上面20、下面22および側面24a・24bを繋いでいればよく、後端23の形状は特に限定されるものではない。側面24a・24bと同様に、平面または曲面などの形状であってもよいし、後端23に代えて、上面20および下面22を支持する支持部材とすることもできる。また、後端23が存在せずとも、先端部21および下面22を含むナイフエッジ7の構造を維持できるのであれば、後端23はなくともよい。
The
図3に示すように、先端部21には、凹部25a・25b・25c・25dが形成されている。また、図4は、上面20側から先端部21付近のナイフエッジ7を示す斜視図である。さらに、ナイフエッジ7の下面22からの形状を図5に示す。図5は、下面22に向かって、先端部21付近のナイフエッジ7を示す端面図である。また、図6は、下面22側から先端部21付近のナイフエッジ7を示す斜視図である。
As shown in FIG. 3, recesses 25 a, 25 b, 25 c, and 25 d are formed in the
本発明に係るナイフエッジは少なくとも2つの凹部が形成されているものであり、図3〜図6にナイフエッジ7では、好ましい形態として、4つの凹部25a・25b・25c・25dが形成されている。
The knife edge according to the present invention is formed with at least two recesses. In the
上述したように、積層フィルム2に備えられた剥離フィルム2bは、下面22に沿って搬送される。ここで上記積層フィルム2の剥離フィルム2bは、下面22に押圧されながら搬送される。このように、剥離フィルム2bを下面22に押圧しながらの搬送は、ガイドローラ4、ナイフエッジ7およびニップロール8の位置を調整することによって行うことができる。
As described above, the
図示しない粘着層と剥離フィルム2bとは接着力が小さいため、下面22に押圧されながら搬送された剥離フィルム2bは、粘着層から離れ、先端部21に沿って搬送される。この際、剥離フィルム2bの両端面が通る軌道が、凹部と重なるように予め積層フィルム2が配置されている。
Since the adhesive layer (not shown) and the
ここで、長尺の剥離フィルム2bの端面は、必ずしも、剥離フィルム2bの流れ方向(ライン方向)に沿っているわけではなく、蛇行していることが通常である。しかし、図示しない位置調整装置によって、剥離フィルム2bの両端面は、凹部25a〜25dの何れかを通るように調整される。このため、凹部25a〜25dの幅W1は小さくともよく、2mm以上、20mm以下、好ましくは、5mm以上、15mm以下とすることができる。幅W1が小さいことにより、剥離フィルム2bの剥離および搬送を妨げ難いナイフエッジ7・17を提供できる。
Here, the end surface of the
上記凹部は、2つの凹部の中心同士を結ぶ長さが剥離フィルム2bの幅となるように形成されている。ナイフエッジ7では、狭い幅の剥離フィルム2bを搬送する場合、剥離フ
ィルム2bの両端面が通る軌道が、凹部25b・25cと重なるように偏光フィルム2aの搬送位置が設定される。一方、より幅広の剥離フィルム2bを搬送する場合、剥離フィルム2bの両端面が通る軌道が、凹部25a・25dと重なるように積層フィルム2の搬送位置が設定される。このように、凹部は最低2つ形成されていればよいが、3つ以上形成されていることによって、異なる剥離フィルム2bの幅に適合できるナイフエッジ7を提供することができる。
The recess is formed so that the length connecting the centers of the two recesses is the width of the
ここで、剥離フィルム2bの幅方向における(剥離フィルム2bの搬送方向に直交する方向における、または、先端部21の幅方向における、と換言できる)、凹部の中心同士を結ぶ距離は、剥離フィルムの幅と一致していることが好ましいため、幅W2・W3を300mm以上、1200mm以下とすることができる。ナイフエッジ7では、幅W2が1200mmに設定されており、幅W3が700mmに設定されている。
Here, the distance connecting the centers of the recesses in the width direction of the
ナイフエッジ7には、凹部が4つ形成されているため、剥離フィルム2bの両端面が凹部25a・25bを通るように、積層フィルム2の搬送位置が設定されていてもよい。なお、剥離フィルム2bの幅方向における、凹部25a・25bの中心同士の距離は、300mmに設定されている。また、剥離フィルム2bの両端面が凹部25a・25cを通るように、積層フィルム2の搬送位置が設定されていてもかまわない。
Since four recesses are formed in the
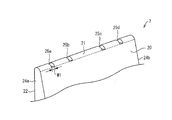
図7は、剥離された剥離フィルム2bがナイフエッジ7に沿って搬送された状態を示す平面図である。図7に示すように、先端部21にて剥離された剥離フィルム2bの端面(エッジ)は、凹部25a・25dが形成されていることにより、先端部21と接触しない。このため、従来、先端部にて生じ易かったフィルム屑など異物の発生量を低減させることができるため、粘着層に異物が付着し難くなる。その結果、最終製品である液晶表示装置の品質を低下し難くし、生産歩留まりを向上できる。
FIG. 7 is a plan view showing a state in which the peeled
好ましい形態として、上記図5の端面図に示されるように、ナイフエッジ7には先端部21だけでなく、下面22においても、下面22から先端部21に向かう方向D2に対して平行に凹部25a〜25dが形成されている。先端部21における凹部25a〜25dおよび下面22における凹部25a〜25dは連結して形成されており、下面22から先端部21にかけて一連の凹部25a〜25dが形成されている。
As a preferred form, as shown in the end view of FIG. 5, the
剥離フィルム2bの端面とナイフエッジ7とが接触することにより、フィルム屑などの異物が主に生じる箇所は先端部21である。先端部21に加えて、下面22にも凹部25a〜25dが形成されていることにより、下面22において、剥離フィルム2bの端面と下面22とが接触しないように剥離フィルム2bを搬送することができる。その結果、フィルム屑などの異物をさらに生じ難くすることができる。
When the end face of the
次に、本発明に係るナイフエッジの変形例であるナイフエッジ7aについて、図8を用いて説明する。図8(a)は、ナイフエッジ7aを上面20側から示す斜視図であり、図8(b)は、ナイフエッジ7aを先端部21側から示す平面図である。
Next, a
ナイフエッジ7aには、凹部25a〜25dのぞれぞれと繋がる開口部が4箇所形成されており、上記4箇所の開口部には、それぞれ吸引機構26a〜26dが備えられている。上記開口部は、先端部21を通る剥離フィルム2bと対向するように形成されている。ナイフエッジ7aでは、開口部の形成領域と吸引機構26a〜26dの大きさは同じとなっているが、上記開口部のそれぞれは吸引機構26a〜26dを配置可能であればよく、開口部の形成領域を吸引機構26a〜26dの大きさより大きく設計してもよい。
The
開口部は、剥離フィルム2bの搬送を妨げなければよいため、ナイフエッジ7aと異な
り、開口部は、先端部21に形成されていてもよく、凹部の側面(上記側面は、剥離フィルム2bの搬送方向に沿って配置されている)に形成されていてもよい。この場合、吸引機構は、剥離フィルム2bの搬送方向に対して垂直に配置される。
Unlike the
吸引機構26a〜26dは、空気を吸引することによって、フィルム屑などの異物を吸引するものである。吸引機構26a〜26dとしては、公知の吸引機構を用いることができ、例えば、真空吸引式などの吸引機構を用いることができる。ナイフエッジ7aでは、吸引機構は4箇所に設置されているが、全ての凹部に対して設置されていなくともよく、少なくとも1箇所に設置されていてもよい。
The
図9は、剥離された剥離フィルム2bがナイフエッジ7aに沿って搬送された状態を示す平面図である。図9に示すように、ナイフエッジ7aでは、凹部25a・25dが形成されていることにより、剥離フィルム2bの端面と先端部21とは接触しない。しかしながら、下面22またはガイドローラ4との接触にてすでにフィルム屑などの異物が剥離フィルム2bに付着しているおそれがある。このような異物は、先端部21で剥離フィルム2bの搬送方向が大きく湾曲することにより、飛散し得る。
FIG. 9 is a plan view showing a state in which the peeled
ナイフエッジ7aによれば、吸引機構26a〜26dが備えられていることによって、先端部21に到達する前に発生した異物を吸引し、先端部21周辺での異物の飛散が抑制される。これにより、偏光フィルムの粘着層に異物が付着することをさらに抑制することができる。その結果、液晶表示装置の歩留まりを向上できる。
According to the
なお、本発明は、上述した各実施形態に限定されるものではなく、請求項に示した範囲で種々の変更が可能であり、異なる実施形態にそれぞれ開示された技術的手段を適宜組み合わせて得られる実施形態についても本発明の技術的範囲に含まれる。 The present invention is not limited to the above-described embodiments, and various modifications can be made within the scope of the claims, and the technical means disclosed in different embodiments can be appropriately combined. Such embodiments are also included in the technical scope of the present invention.
本発明に係るナイフエッジは、光学フィルムを液晶パネルに貼合する分野にて利用可能である。 The knife edge according to the present invention can be used in the field of bonding an optical film to a liquid crystal panel.
1・1a 液晶パネル
2・12 積層フィルム
2a・12a 偏光フィルム
2b・12b 剥離フィルム
3・13 巻取部
4・14 ガイドローラ
5・15 ハーフカッター
6・16 支持台
7・7a・17 ナイフエッジ
8a・8b・18a・18a ニップロール
9・19 巻取部
10 搬送ローラ
11 反転部
20 上面
21 先端部
22 下面(押圧面)
23 後端
24a・24b 側面
25a・25b・25c・25d 凹部
26a・26d 吸引機構
100 製造システム
A 中心角
D1 搬送方向
D2 方向
1.1a
23
Claims (7)
搬送されている積層フィルムのうち剥離フィルムが押圧される押圧面と、
上記押圧面に繋がる先端部とを備え、
上記先端部において、上記押圧面から先端部に向かう方向に対して平行に、少なくとも2つの凹部が形成されており、
上記2つの凹部に、上記剥離フィルムの流れ方向に沿った剥離フィルムの両端面が配置されることを特徴とするナイフエッジ。 In the knife edge that peels the release film from the laminated film with the release film,
Of the laminated film being conveyed, the pressing surface against which the release film is pressed,
A tip portion connected to the pressing surface,
In the tip portion, at least two recesses are formed in parallel to the direction from the pressing surface toward the tip portion ,
The knife edge , wherein both end faces of the release film along the flow direction of the release film are disposed in the two recesses .
上記開口部に、異物を吸引する吸引機構を備えることを特徴とする請求項1〜3の何れか1項に記載のナイフエッジ。 In the tip portion, an opening connected to the recess is formed,
The knife edge according to claim 1, wherein the opening includes a suction mechanism that sucks foreign matter.
上記方向は、上記押圧面から先端部の円弧形状の部分へ向かっていることを特徴とする請求項1〜4の何れか1項に記載のナイフエッジ。 The tip has an arc shape;
The knife edge according to any one of claims 1 to 4, wherein the direction is from the pressing surface toward an arc-shaped portion of a tip portion.
液晶パネルを搬送する液晶パネル搬送部と、液晶パネルの搬送方向へ剥離フィルムを備えた積層フィルムを巻き出す巻出部とを含む貼合機構を備え、
上記貼合機構は、請求項1〜5の何れか1項に記載のナイフエッジを含むことを特徴とする液晶表示装置の製造システム。 In a manufacturing system of a liquid crystal display device that bonds a polarizing film to a liquid crystal panel,
A laminating mechanism including a liquid crystal panel transport unit that transports the liquid crystal panel and an unwinding unit that unwinds the laminated film including the release film in the transport direction of the liquid crystal panel,
The said bonding mechanism contains the knife edge of any one of Claims 1-5, The manufacturing system of the liquid crystal display device characterized by the above-mentioned.
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011101807A JP5356449B2 (en) | 2011-04-28 | 2011-04-28 | Knife edge and liquid crystal display manufacturing system including the same |
| TW101114660A TWI558527B (en) | 2011-04-28 | 2012-04-25 | Knife edge and system for manufacturing liquid crystal display device, including the knife edge |
| KR1020137028736A KR101865439B1 (en) | 2011-04-28 | 2012-04-25 | Knife edge and manufacturing system for liquid crystal display device including same |
| PCT/JP2012/061089 WO2012147793A1 (en) | 2011-04-28 | 2012-04-25 | Knife edge and manufacturing system for liquid crystal display device including same |
| CN201280020143.8A CN103492936B (en) | 2011-04-28 | 2012-04-25 | Blade and comprise the manufacturing system of liquid crystal indicator of this blade |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011101807A JP5356449B2 (en) | 2011-04-28 | 2011-04-28 | Knife edge and liquid crystal display manufacturing system including the same |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2012234014A JP2012234014A (en) | 2012-11-29 |
| JP2012234014A5 JP2012234014A5 (en) | 2013-08-15 |
| JP5356449B2 true JP5356449B2 (en) | 2013-12-04 |
Family
ID=47072311
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011101807A Expired - Fee Related JP5356449B2 (en) | 2011-04-28 | 2011-04-28 | Knife edge and liquid crystal display manufacturing system including the same |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP5356449B2 (en) |
| KR (1) | KR101865439B1 (en) |
| CN (1) | CN103492936B (en) |
| TW (1) | TWI558527B (en) |
| WO (1) | WO2012147793A1 (en) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6029560B2 (en) * | 2012-11-16 | 2016-11-24 | 日東電工株式会社 | Manufacturing method of polarizing plate |
| JP6258622B2 (en) * | 2013-07-26 | 2018-01-10 | 日東電工株式会社 | Foreign matter removal method from film laminate, film laminate production method and production apparatus. |
| JP6258736B2 (en) * | 2013-09-13 | 2018-01-10 | 日東電工株式会社 | Peeling member, peeling device and peeling method |
| KR102024905B1 (en) * | 2015-11-19 | 2019-09-24 | 주식회사 엘지화학 | Apparatus for manufacturing display module |
| JP6383849B2 (en) * | 2017-09-01 | 2018-08-29 | 日東電工株式会社 | Method for producing film laminate |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10329969A (en) * | 1997-05-29 | 1998-12-15 | Nec Corp | Conveying mechanism |
| KR20040002796A (en) * | 2002-06-28 | 2004-01-07 | 후지 샤신 필름 가부시기가이샤 | Method and apparatus for bonding polarizing plate |
| JP4346971B2 (en) * | 2003-05-16 | 2009-10-21 | 富士フイルム株式会社 | Polarizing plate bonding method and apparatus |
| JP2008149423A (en) * | 2006-12-19 | 2008-07-03 | Sharp Corp | Cutter and separation device |
| WO2009072467A1 (en) * | 2007-12-03 | 2009-06-11 | Nitto Denko Corporation | Layered optical product, optical display device, and method for manufacturing optical display device |
| JP4307510B1 (en) | 2007-12-27 | 2009-08-05 | 日東電工株式会社 | Optical display device manufacturing system and method |
| WO2009125771A1 (en) * | 2008-04-08 | 2009-10-15 | 日東電工株式会社 | Manufacturing system for an optical display device, manufacturing method for an optical display device, removal device, and removal method |
| JP2010026314A (en) * | 2008-07-22 | 2010-02-04 | Nitto Denko Corp | Method of manufacturing optical display unit |
| JP2010179276A (en) * | 2009-02-09 | 2010-08-19 | Konica Minolta Opto Inc | Foreign matter remover of film surface, and method of manufacturing film |
-
2011
- 2011-04-28 JP JP2011101807A patent/JP5356449B2/en not_active Expired - Fee Related
-
2012
- 2012-04-25 KR KR1020137028736A patent/KR101865439B1/en active IP Right Grant
- 2012-04-25 TW TW101114660A patent/TWI558527B/en not_active IP Right Cessation
- 2012-04-25 CN CN201280020143.8A patent/CN103492936B/en not_active Expired - Fee Related
- 2012-04-25 WO PCT/JP2012/061089 patent/WO2012147793A1/en active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| CN103492936B (en) | 2015-10-21 |
| TW201247380A (en) | 2012-12-01 |
| WO2012147793A1 (en) | 2012-11-01 |
| TWI558527B (en) | 2016-11-21 |
| KR20140019425A (en) | 2014-02-14 |
| CN103492936A (en) | 2014-01-01 |
| JP2012234014A (en) | 2012-11-29 |
| KR101865439B1 (en) | 2018-06-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5868734B2 (en) | Optical display panel continuous manufacturing method and optical display panel continuous manufacturing system | |
| JP5185313B2 (en) | Peeling method and peeling device | |
| KR101070283B1 (en) | System for manufacturing optical display device and method for manufacturing the optical display device | |
| JP5356449B2 (en) | Knife edge and liquid crystal display manufacturing system including the same | |
| JP4750227B1 (en) | Liquid crystal display element continuous manufacturing system and liquid crystal display element continuous manufacturing method | |
| JP5613587B2 (en) | Manufacturing method of liquid crystal display device | |
| TW201910884A (en) | Method for manufacturing optical film with adhesive | |
| JP4734515B1 (en) | Optical display device manufacturing system and optical display device manufacturing method | |
| JP2012073423A (en) | System for continuously manufacturing liquid crystal display element and method for continuously manufacturing liquid crystal display element | |
| JP5868733B2 (en) | Optical display panel continuous manufacturing method and optical display panel continuous manufacturing system | |
| JPWO2006103715A1 (en) | Polarizing plate manufacturing method and polarizing plate manufacturing apparatus | |
| JP5345233B2 (en) | Knife edge and liquid crystal display manufacturing system including the same | |
| KR101885943B1 (en) | Manufacturing system for optical display device and method for manufacturing optical display device | |
| JP2011227336A (en) | Laminating device | |
| JP2014130286A (en) | System for manufacturing optical display device | |
| WO2013073247A1 (en) | System for continuous production of liquid crystal display elements and method for continuous production of liquid crystal display elements | |
| JP5969247B2 (en) | Continuous manufacturing method of optical display panel, continuous manufacturing system thereof, switching method and feeding device | |
| KR102231024B1 (en) | A conveying device for conveying a long optical film having a cut surface, and a continuous manufacturing system for an optical display panel | |
| JP2014137577A (en) | Manufacturing system of optical display device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130701 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130701 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20130701 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20130719 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130820 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130828 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5356449 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |