JP5300882B2 - Steel powder composition and sintered body thereof - Google Patents
Steel powder composition and sintered body thereof Download PDFInfo
- Publication number
- JP5300882B2 JP5300882B2 JP2011007944A JP2011007944A JP5300882B2 JP 5300882 B2 JP5300882 B2 JP 5300882B2 JP 2011007944 A JP2011007944 A JP 2011007944A JP 2011007944 A JP2011007944 A JP 2011007944A JP 5300882 B2 JP5300882 B2 JP 5300882B2
- Authority
- JP
- Japan
- Prior art keywords
- sintering
- titanium
- powder
- powder composition
- steel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000843 powder Substances 0.000 title claims description 66
- 239000000203 mixture Substances 0.000 title claims description 43
- 229910000831 Steel Inorganic materials 0.000 title claims description 31
- 239000010959 steel Substances 0.000 title claims description 31
- 238000005245 sintering Methods 0.000 claims description 85
- 239000010936 titanium Substances 0.000 claims description 42
- 229910052719 titanium Inorganic materials 0.000 claims description 36
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 claims description 33
- 238000000034 method Methods 0.000 claims description 13
- 239000011651 chromium Substances 0.000 claims description 10
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 9
- 229910052721 tungsten Inorganic materials 0.000 claims description 9
- 229910052799 carbon Inorganic materials 0.000 claims description 7
- 239000002245 particle Substances 0.000 claims description 7
- 229910052720 vanadium Inorganic materials 0.000 claims description 7
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 claims description 6
- 229910052804 chromium Inorganic materials 0.000 claims description 6
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 claims description 6
- 239000010937 tungsten Substances 0.000 claims description 6
- 229910052710 silicon Inorganic materials 0.000 claims description 5
- 239000010703 silicon Substances 0.000 claims description 5
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 4
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 claims description 4
- 229910052750 molybdenum Inorganic materials 0.000 claims description 4
- 239000011733 molybdenum Substances 0.000 claims description 4
- LEONUFNNVUYDNQ-UHFFFAOYSA-N vanadium atom Chemical compound [V] LEONUFNNVUYDNQ-UHFFFAOYSA-N 0.000 claims description 4
- 229910052742 iron Inorganic materials 0.000 claims description 2
- WPBNNNQJVZRUHP-UHFFFAOYSA-L manganese(2+);methyl n-[[2-(methoxycarbonylcarbamothioylamino)phenyl]carbamothioyl]carbamate;n-[2-(sulfidocarbothioylamino)ethyl]carbamodithioate Chemical compound [Mn+2].[S-]C(=S)NCCNC([S-])=S.COC(=O)NC(=S)NC1=CC=CC=C1NC(=S)NC(=O)OC WPBNNNQJVZRUHP-UHFFFAOYSA-L 0.000 claims description 2
- 239000006229 carbon black Substances 0.000 claims 1
- 229910002804 graphite Inorganic materials 0.000 claims 1
- 239000010439 graphite Substances 0.000 claims 1
- 230000000052 comparative effect Effects 0.000 description 33
- MTPVUVINMAGMJL-UHFFFAOYSA-N trimethyl(1,1,2,2,2-pentafluoroethyl)silane Chemical compound C[Si](C)(C)C(F)(F)C(F)(F)F MTPVUVINMAGMJL-UHFFFAOYSA-N 0.000 description 21
- 229910001105 martensitic stainless steel Inorganic materials 0.000 description 15
- 239000007791 liquid phase Substances 0.000 description 12
- 229910045601 alloy Inorganic materials 0.000 description 10
- 239000000956 alloy Substances 0.000 description 10
- 238000001746 injection moulding Methods 0.000 description 7
- 229910052751 metal Inorganic materials 0.000 description 6
- 239000002184 metal Substances 0.000 description 6
- 239000007921 spray Substances 0.000 description 6
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 150000001247 metal acetylides Chemical class 0.000 description 4
- 238000005507 spraying Methods 0.000 description 4
- 238000005516 engineering process Methods 0.000 description 3
- 239000007789 gas Substances 0.000 description 3
- 238000011031 large-scale manufacturing process Methods 0.000 description 3
- 239000011572 manganese Substances 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 239000000758 substrate Substances 0.000 description 3
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 2
- -1 TiC or (Ti Chemical compound 0.000 description 2
- 239000011230 binding agent Substances 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- UFGZSIPAQKLCGR-UHFFFAOYSA-N chromium carbide Chemical compound [Cr]#C[Cr]C#[Cr] UFGZSIPAQKLCGR-UHFFFAOYSA-N 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 238000005238 degreasing Methods 0.000 description 2
- 238000009792 diffusion process Methods 0.000 description 2
- 239000010419 fine particle Substances 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 229910052748 manganese Inorganic materials 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 238000004663 powder metallurgy Methods 0.000 description 2
- 229910003470 tongbaite Inorganic materials 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 238000000748 compression moulding Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 238000005261 decarburization Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000004907 flux Effects 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 229910000734 martensite Inorganic materials 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229920005596 polymer binder Polymers 0.000 description 1
- 239000002491 polymer binding agent Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 239000002436 steel type Substances 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 238000005496 tempering Methods 0.000 description 1
- MAKDTFFYCIMFQP-UHFFFAOYSA-N titanium tungsten Chemical compound [Ti].[W] MAKDTFFYCIMFQP-UHFFFAOYSA-N 0.000 description 1
- UONOETXJSWQNOL-UHFFFAOYSA-N tungsten carbide Chemical compound [W+]#[C-] UONOETXJSWQNOL-UHFFFAOYSA-N 0.000 description 1
Images








Landscapes
- Powder Metallurgy (AREA)
Description
本発明は、鋼粉末組成物及びその焼結体に関し、特に、寸法制御が向上した金属粉末射出成形用マルテンサイト系ステンレス鋼粉末組成物及びその焼結体に関する。 The present invention relates to a steel powder composition and a sintered body thereof, and more particularly to a martensitic stainless steel powder composition for metal powder injection molding with improved dimensional control and a sintered body thereof.
金属粉末射出成形(Metal Injection Molding;MIM)には、ニアネットシェイプの金属部品を得るための工程、例えば、金属粉末及び高分子バインダの混合工程、射出成形機を用いた成形工程、脱脂工程及び高温での焼結工程が含まれる。この技術は2つの技術分野、すなわち、粉末冶金技術及びプラスチック射出成形技術に関する。MIM用の材料には高い強度と硬度が要求されるので、マルテンサイト系ステンレス、例えば、日本製のSUS410シリーズ、SUS420シリーズ及びSUS440Cシリーズ等の鋼種が広く用いられている。 Metal Injection Molding (MIM) includes a process for obtaining a near net shape metal part, for example, a mixing process of a metal powder and a polymer binder, a molding process using an injection molding machine, a degreasing process, A sintering process at high temperature is included. This technology relates to two technical fields: powder metallurgy technology and plastic injection molding technology. Since high strength and hardness are required for the material for MIM, steel types such as martensitic stainless steel, for example, SUS410 series, SUS420 series and SUS440C series made in Japan are widely used.
しかしながら、マルテンサイト系ステンレス鋼粉末には、一般的に、寸法安定性が悪い、焼結密度が均一でない、バッチ間の特質にむらがある、焼結加工物の表面が融解し変形もする等、焼結性が低いという問題がある。その理由は、鋼種の最適な焼結温度が約10°Cの範囲内であることに拠る。焼結温度がこの温度範囲よりも高い時は、液相の量が多過ぎるために液相のネットワークが形成され、強度が落ち、変形も起こる。焼結温度がその温度範囲よりも低い時は、焼結密度が低過ぎる。現在、マルテンサイト系ステンレス鋼粉末の焼結におけるこれらの問題を解決するための解決法の一つとして、焼結炉の温度の均一性を最適焼結温度の±5°C、すなわち、焼結ウィンドウを10°C以内で制御している。しかしながら、この場合、熱電対、ヒータ及びプログラムされたコントローラの幾つかのセットを焼結炉に実装しなければならないため、コストが増加する。また、小型焼結炉を用いる場合、良好な温度均一性は実現できるが、生産率が低い。 However, martensitic stainless steel powder generally has poor dimensional stability, non-uniform sintering density, unevenness in batch-to-batch characteristics, and the surface of the sintered workpiece melts and deforms. There is a problem that the sinterability is low. The reason is that the optimum sintering temperature of the steel grade is in the range of about 10 ° C. When the sintering temperature is higher than this temperature range, since the amount of the liquid phase is too large, a liquid phase network is formed, the strength is lowered, and deformation occurs. When the sintering temperature is lower than the temperature range, the sintering density is too low. Currently, as one of the solutions to solve these problems in the sintering of martensitic stainless steel powder, the uniformity of the temperature of the sintering furnace is ± 5 ° C of the optimum sintering temperature, that is, sintering. The window is controlled within 10 ° C. However, this increases costs because several sets of thermocouples, heaters and programmed controllers must be implemented in the sintering furnace. When a small sintering furnace is used, good temperature uniformity can be realized, but the production rate is low.
上記の問題点に鑑みて、本発明は、従来の方法で焼結されたマルテンサイト系ステンレス鋼粉末の持つ短所、例えば、機械的性質の低さ、焼結密度の低さ、寸法の不安定さ及び温度制御の困難さ等を克服する鋼粉末組成物及びその焼結体である。
上述した目的を実現するために、本発明の鋼粉末組成物は、0.80〜1.40重量%の炭素と、1.0重量%未満のシリコンと、1.0重量%未満のマンガンと、15.0〜18.0重量%のクロムと、0.10〜2.50重量%のチタンと、0.20〜1.50重量%のモリブデン、バナジウム、及びタングステンのうちの少なくとも1つと、残分の鉄と、からなる。
本発明の焼結体は、焼結工程を通して本発明の鋼粉末組成物から調製される。
本発明の鋼粉末組成物におけるチタンを、予め合金化された粉末、チタン粉末、又はチタン含有炭化物粉末から発生させてもよい。
In view of the above problems, the present invention has disadvantages of martensitic stainless steel powders sintered by conventional methods, such as low mechanical properties, low sintered density, and unstable dimensions. A steel powder composition and a sintered body thereof that overcome the difficulty of temperature control and temperature control.
In order to achieve the above-described object, the steel powder composition of the present invention comprises 0.80 to 1.40 wt% carbon, less than 1.0 wt% silicon, less than 1.0 wt% manganese, 15.0 to 18.0 wt% chromium, 0.10 to 2.50 wt% titanium, 0.20 to 1.50 wt% molybdenum, vanadium, and tungsten, and It consists of the remaining iron.
The sintered body of the present invention is prepared from the steel powder composition of the present invention through a sintering process .
The titanium in the steel powder composition of the present invention may be generated from a pre-alloyed powder, titanium powder, or titanium-containing carbide powder.
本発明の効果は、従来のマルテンサイト系ステンレス鋼粉末を焼結する際に発じる寸法制御の悪さ及び焼結密度の低さ等の短所を克服するために、チタン等の強い炭化物形成元素又はTiCや(Ti,V)C等の炭化チタンを鋼粉末組成物に添加することで、炭化チタン(TiC)又は炭化チタン−バナジウム((Ti,V)C)等のチタン含有複合炭化物を形成することができる。 The effect of the present invention is that a strong carbide forming element such as titanium is used to overcome disadvantages such as poor dimensional control and low sintering density that occur when sintering conventional martensitic stainless steel powder. Alternatively, titanium carbide such as titanium carbide (TiC) or titanium carbide-vanadium ((Ti, V) C) is formed by adding titanium carbide such as TiC or (Ti, V) C to the steel powder composition. can do.
更に、本発明の鋼粉末組成物は、焼結温度の範囲を50°Cまで向上させても良好な保形能力を有する高い焼結密度を実現することができるため、生産収率が向上する。 Furthermore, since the steel powder composition of the present invention can achieve a high sintering density having a good shape retention ability even when the sintering temperature range is increased to 50 ° C., the production yield is improved. .
本発明は、本明細書の以下に示した詳細な説明から更によりよく理解されるが、詳細な説明は、単なる例示に過ぎず本発明を制限するものではない。 The present invention will be better understood from the detailed description provided herein below, which is illustrative only and does not limit the invention.
本発明の実施について以下に詳細に説明する。表1は、本発明の実施例及び比較実施例の化学組成を示す。実施例1〜6は、本発明の鋼粉末組成物の化学組成及びその焼結体であり、比較実施例1及び2は、当業界において現在用いられ、水噴霧法及びガス噴霧法によって調製されるSUS440Cのマルテンサイト系ステンレス鋼の化学組成を示す。表2は、本発明の比較実施例及び実施例の焼結ウィンドウの温度範囲を示す。 The implementation of the present invention is described in detail below. Table 1 shows the chemical composition of the examples and comparative examples of the present invention. Examples 1-6 are the chemical composition of the steel powder composition of the present invention and its sintered body, and Comparative Examples 1 and 2 are currently used in the industry and prepared by water spraying and gas spraying methods. The chemical composition of SUS440C martensitic stainless steel. Table 2 shows the temperature range of the sintering window of the comparative examples and examples of the present invention.
焼結テストを以下のように行う。 The sintering test is performed as follows.
比較実施例1:表1に示すように本比較実施例の合金組成は、水噴霧法によって調製される市販のSUS440Cマルテンサイト系ステンレス鋼の予備合金化粉末のものである。比較実施例1の金属粉末を、焼結後にSUS440Cが必要とする炭素量を実現するように、適切な量のグラファイト粉末と混合する。その後、予め混合した金属粉末を7重量%のバインダと更に混合し、高せん断速度のZ型混合機において150°Cで1時間混合し、そして、室温に冷却して、粒状の射出成形の供給原料を得る。このような供給原料を射出成形機にチャージし、半径が12.5mmで長さが20mmの円柱状の試験片に加工する。射出成形された試験片を、当業界における従来の脱脂方法によって脱脂してバインダを除去し、その後、真空焼結炉において焼結する。
ここで、温度を室温から650°Cまで毎分5°Cの速度で上昇させ、650°Cで1時間維持する。その後、温度を予め設定した焼結温度まで毎分10°Cの速度で上昇させて1時間維持してから800°Cまで冷却し、その後、ファンを用いて急速に冷却する。
Comparative Example 1: As shown in Table 1, the alloy composition of this comparative example is that of a commercially available SUS440C martensitic stainless steel pre-alloyed powder prepared by a water spray method. The metal powder of Comparative Example 1 is mixed with an appropriate amount of graphite powder so as to achieve the amount of carbon required by SUS440C after sintering. Thereafter, the premixed metal powder is further mixed with 7% by weight binder, mixed in a high shear rate Z-type mixer at 150 ° C. for 1 hour, and cooled to room temperature to provide granular injection molding Get raw materials. Such a feedstock is charged into an injection molding machine and processed into a cylindrical test piece having a radius of 12.5 mm and a length of 20 mm. The injection-molded test piece is degreased by a conventional degreasing method in the industry to remove the binder, and then sintered in a vacuum sintering furnace.
Here, the temperature is increased from room temperature to 650 ° C. at a rate of 5 ° C. per minute and maintained at 650 ° C. for 1 hour. Thereafter, the temperature is increased to a preset sintering temperature at a rate of 10 ° C. per minute, maintained for 1 hour, cooled to 800 ° C., and then rapidly cooled using a fan.
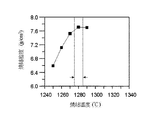
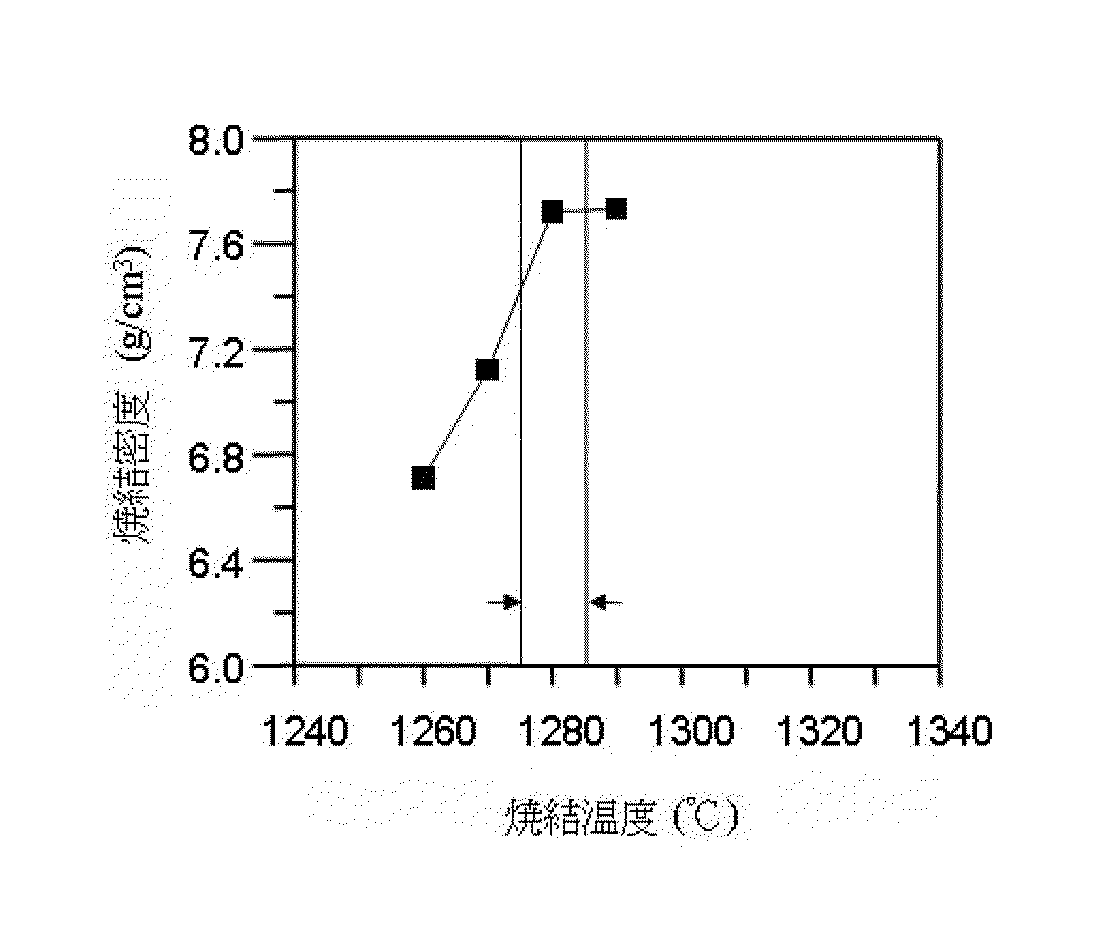
本発明で用いる特殊な焼結炉の焼結温度における温度の均一性は、±5°C以内で制御可能なため、本発明における全体の温度範囲は10°Cである。焼結ウィンドウの定義には、密度98%又は理論的密度より高い値(SUS440Cマルテンサイト系ステンレス鋼に関しては約7.72g/cm3)を実現する温度である下限温度及び焼結部品の変形が起こる又は、測定した寸法に関して焼結体の2つの端部における半径同士が1%以上の差を有する温度である上限温度が含まれる。 Since the temperature uniformity at the sintering temperature of the special sintering furnace used in the present invention can be controlled within ± 5 ° C, the entire temperature range in the present invention is 10 ° C. The definition of the sintering window includes the minimum temperature, which is the temperature that achieves a density of 98% or higher than the theoretical density (about 7.72 g / cm 3 for SUS440C martensitic stainless steel) and deformation of the sintered part. An upper temperature limit is included which occurs or is the temperature at which the radii at the two ends of the sintered body have a difference of 1% or more with respect to the measured dimensions.
図1は、比較実施例1の焼結特性を示す。比較実施例1の焼結ウィンドウは、10°C以内、すなわち、±5°C以内である。しかしながら、このような焼結ウィンドウは生産率が低いので、当業界において現在用いられている焼結炉(当業界における一般的な焼結炉の温度均一性は、約±10°Cである)には適さない。 FIG. 1 shows the sintering characteristics of Comparative Example 1. The sintering window of Comparative Example 1 is within 10 ° C, that is, within ± 5 ° C. However, because such a sintering window has a low production rate, the sintering furnace currently used in the industry (the temperature uniformity of a typical sintering furnace in the industry is about ± 10 ° C.) Not suitable for.
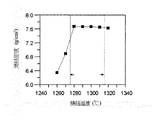
比較実施例2:本比較実施例の合金組成を表1に示す。本実施例において、ガス噴霧法によって調製される市販のSUS440Cマルテンサイト系ステンレス鋼の予備合金化粉末に、比較実施例1の処理を施す。図2は焼結特性を示す。比較実施例2の焼結ウィンドウも10°C以内、すなわち、±5°C以内であるため、本比較実施例もまた、大規模生産用の産業用焼結炉における焼結には適さない。 Comparative Example 2: Table 1 shows the alloy composition of this comparative example. In this example, the pre-alloyed powder of commercially available SUS440C martensitic stainless steel prepared by gas spraying is subjected to the treatment of Comparative Example 1. FIG. 2 shows the sintering characteristics. Since the sintering window of Comparative Example 2 is also within 10 ° C, that is, within ± 5 ° C, this Comparative Example is also not suitable for sintering in an industrial sintering furnace for large-scale production.
比較実施例3:本比較実施例の合金組成を表1に示す。ここでタングステン(W)は、2.0重量%の炭化タングステン(WC)粉末を添加することによって提供される。図3は焼結特性を示す。比較実施例3の焼結ウィンドウも10°C以内、すなわち、±5°C以内であるため、この比較実施例もまた、大規模生産用の産業用焼結炉における焼結には適さない。 Comparative Example 3: Table 1 shows the alloy composition of this comparative example. Here, tungsten (W) is provided by adding 2.0 wt% tungsten carbide (WC) powder. FIG. 3 shows the sintering characteristics. Since the sintering window of Comparative Example 3 is also within 10 ° C, that is, within ± 5 ° C, this Comparative Example is also not suitable for sintering in an industrial sintering furnace for large scale production.
比較実施例4:本比較実施例の合金組成を表1に示す。ここでクロム(Cr)は、2.0重量%の炭化クロム(Cr3C2)粉末を添加することによって提供される。図4は焼結特性を示す。比較実施例4の焼結ウィンドウも10°C以内、すなわち、±5°C以内であるため、この比較実施例もまた、大規模生産用の産業用焼結炉における焼結には適さない。比較実施例4の試験片は変形し易いが、これは、Cr3C2を添加することでは焼結挙動を向上させることができないことを示している。 Comparative Example 4: Table 1 shows the alloy composition of this comparative example. Here, chromium (Cr) is provided by adding 2.0% by weight of chromium carbide (Cr 3 C 2 ) powder. FIG. 4 shows the sintering characteristics. Since the sintering window of Comparative Example 4 is also within 10 ° C., ie, within ± 5 ° C., this Comparative Example is also not suitable for sintering in an industrial sintering furnace for large scale production. Although the test piece of Comparative Example 4 is easily deformed, this indicates that the sintering behavior cannot be improved by adding Cr 3 C 2 .
実施例1:本実施例の合金組成を表1に示す。本実施例において、ガス噴霧法によって調製されるチタン含有予備合金化粉末に比較実施例1の処理を施す。図5は本実施例の焼結特性を示す。実施例1の焼結ウィンドウは50°Cまで、すなわち、±25°C以内で上昇する。このような焼結ウィンドウは、焼結性を著しく向上させるので、当業界における一般的な焼結炉において用いることができる。 Example 1: Table 1 shows the alloy composition of this example. In this example, the treatment of Comparative Example 1 is applied to a titanium-containing pre-alloyed powder prepared by a gas spray method. FIG. 5 shows the sintering characteristics of this example. The sintering window of Example 1 rises to 50 ° C, ie within ± 25 ° C. Such a sintering window significantly improves sinterability and can be used in a general sintering furnace in the industry.
実施例2:本実施例の合金組成を表1に示す。本実施例において、チタン(Ti)は、1.0重量%の炭化チタン(TiC)粉末を添加することによって提供され、粉末混合物に比較実施例1の処理を施す。図6は焼結特性を示す。本実施例の焼結ウィンドウは20°Cまで、すなわち、±10°C以内で上昇する。 Example 2 Table 1 shows the alloy composition of this example. In this example, titanium (Ti) is provided by adding 1.0 wt% titanium carbide (TiC) powder, and the powder mixture is subjected to the treatment of Comparative Example 1. FIG. 6 shows the sintering characteristics. The sintering window of this example rises to 20 ° C, ie within ± 10 ° C.
実施例3:本実施例の合金組成を表1に示す。本実施例において、チタン(Ti)は、2.0重量%の炭化チタン(TiC)粉末を添加することによって提供され、粉末混合物に比較実施例1の処理を施す。図7は焼結特性を示す。本実施例の焼結ウィンドウは40°Cまで、すなわち、±20°C以内で上昇するが、これは、炭化チタン(TiC)粉末を添加することで焼結挙動が向上することを示している。 Example 3 Table 1 shows the alloy composition of this example. In this example, titanium (Ti) is provided by adding 2.0 wt% titanium carbide (TiC) powder and subjecting the powder mixture to the treatment of Comparative Example 1. FIG. 7 shows the sintering characteristics. The sintering window of this example rises to 40 ° C., ie within ± 20 ° C., indicating that the addition of titanium carbide (TiC) powder improves the sintering behavior. .
実施例4:本実施例の合金組成を表1に示す。本実施例において、チタン(Ti)及びタングステン(W)は、2.0重量%のチタン−タングステン複合炭化物である(W,Ti)Cを添加することによって提供される。ここで、WC/TiCの重量配分比は50/50であり、粉末混合物に比較実施例1の処理を施す。図8は焼結特性を示す。本実施例の焼結ウィンドウは20°C、すなわち、±10°C以内であり、比較実施例1の焼結性が向上する。 Example 4 Table 1 shows the alloy composition of this example. In this example, titanium (Ti) and tungsten (W) are provided by adding (W, Ti) C, which is 2.0 wt% titanium-tungsten composite carbide. Here, the weight distribution ratio of WC / TiC is 50/50, and the processing of Comparative Example 1 is performed on the powder mixture. FIG. 8 shows the sintering characteristics. The sintering window of this example is 20 ° C., that is, within ± 10 ° C., and the sinterability of Comparative Example 1 is improved.
実施例5:本実施例の合金組成を表1に示す。本実施例において、チタン(Ti)は、2.0重量%の炭化チタン(TiC)粉末を添加することによって提供され、粉末混合物に比較実施例1の処理を施す。図9は焼結特性を示す。本実施例の焼結ウィンドウは40°Cまで、すなわち、±20°C以内で上昇する。 Example 5 Table 1 shows the alloy composition of this example. In this example, titanium (Ti) is provided by adding 2.0 wt% titanium carbide (TiC) powder and subjecting the powder mixture to the treatment of Comparative Example 1. FIG. 9 shows the sintering characteristics. The sintering window of this example rises to 40 ° C, ie within ± 20 ° C.
実施例6:本実施例の合金組成を表1に示す。本実施例において、チタン(Ti)は、チタン含有鋼粉末を添加することによって提供され、粉末混合物に比較実施例1の処理を施す。図10は焼結特性を示す。本実施例の焼結ウィンドウは30°Cまで、すなわち、±15°C以内で上昇するが、これは、チタン含有予備合金化粉末を添加することで焼結挙動が向上することを示している。 Example 6 Table 1 shows the alloy composition of this example. In this example, titanium (Ti) is provided by adding titanium-containing steel powder, and the powder mixture is subjected to the treatment of Comparative Example 1. FIG. 10 shows the sintering characteristics. The sintering window of this example rises to 30 ° C., ie within ± 15 ° C., indicating that the sintering behavior is improved by adding titanium-containing pre-alloyed powder. .
[表1]
本発明の組成物においては、炭素(C)が炭化物を形成し鋼材の硬度及び強度を向上させる主要成分である。炭素含有量が0.8重量%未満の場合、液相形成温度が大きく上昇するので焼結温度も上昇するが、これは、経済的でない。炭素含有量が1.40重量%よりも多いと焼結体の靱性は低くなる。 In the composition of the present invention, carbon (C) is a main component that forms carbides and improves the hardness and strength of the steel material. When the carbon content is less than 0.8% by weight, the liquid phase formation temperature rises greatly, so the sintering temperature also rises, but this is not economical. When the carbon content is more than 1.40% by weight, the toughness of the sintered body is lowered.
シリコン(Si)は、噴霧粉上に薄い酸化被膜を発生させることができるため、噴霧粉が冷却される際に更に酸化されることを防いでいるが、シリコンの含有量が多過ぎると粉の酸化被膜が厚くなり過ぎるために焼結がブロックされてしまう。従って、最適なシリコン含有量は、1.0重量%未満である。 Since silicon (Si) can generate a thin oxide film on the spray powder, it prevents further oxidation when the spray powder is cooled, but if the silicon content is too high, Sintering is blocked because the oxide film becomes too thick. Therefore, the optimum silicon content is less than 1.0% by weight.
マンガン(Mn)は、鋼成形体の焼き入れ性を向上させることができるが、その含有量が1.0重量%より多いと、噴霧粉における酸素含有量が大きく増加するため、粉末の焼結を容易に行うことができず、大抵の場合、焼結の際に脱炭が起こってしまう。従って、最適なマンガンの含有量は、1.0重量%未満である。 Manganese (Mn) can improve the hardenability of the steel compact, but if its content is more than 1.0% by weight, the oxygen content in the spray powder increases greatly, so that the powder is sintered. In most cases, decarburization occurs during sintering. Therefore, the optimum manganese content is less than 1.0% by weight.
クロム(Cr)は、炭化クロムを発生させて鋼成形体の硬度を向上させることができる。更に、クロムが基質の中で溶解されると耐食性が向上する。好適なクロム含有量は、15.0〜18.0重量%である。 Chromium (Cr) can generate chromium carbide and improve the hardness of the steel compact. Furthermore, corrosion resistance improves when chromium is dissolved in the substrate. The preferred chromium content is 15.0 to 18.0% by weight.
モリブデン(Mo)、バナジウム(V)及びタングステン(W)は、焼結された鋼成形体の焼戻しの際に炭化物を発生させることで硬度を向上させることができる。モリブデン、バナジウム、タングステンの好適な含有量は、0.2〜1.5重量%である。この含有量が0.2重量%未満の場合、硬度を向上させることができない。含有量が1.5重量%よりも多いと、強化するための効果が徐々に減少するため経済的ではない。 Molybdenum (Mo), vanadium (V) and tungsten (W) can improve hardness by generating carbides during tempering of the sintered steel compact. The preferred content of molybdenum, vanadium, and tungsten is 0.2 to 1.5% by weight. When this content is less than 0.2% by weight, the hardness cannot be improved. When the content is more than 1.5% by weight, the effect for strengthening gradually decreases, which is not economical.
チタン(Ti)は、強力な炭化物フォーマである。炭化チタンは、マルテンサイト系ステンレス鋼粉末の焼結時に、結晶粒粗大化を効果的に抑制することができるので、焼結した鋼成形体の寸法安定性の悪さや機械的性質の悪さの問題を解決する。添加したチタンの適切な量は、温度範囲が50°Cにおいて、高い焼結密度及び寸法安定性が得られるような量である0.1〜2.5重量%である。チタン含有量が0.1重量%未満の場合、寸法及び密度を向上させる効果が有意でなく、含有量が2.5重量%よりも多いと、チタン含有予備合金化粉末を容易に調製することができずに、粉末が高価になってしまう。 Titanium (Ti) is a powerful carbide former. Titanium carbide can effectively suppress grain coarsening during the sintering of martensitic stainless steel powders, so the problem of poor dimensional stability and poor mechanical properties of the sintered steel compact To solve. A suitable amount of added titanium is 0.1 to 2.5 wt%, which is such an amount that high sintering density and dimensional stability are obtained at a temperature range of 50 ° C. When the titanium content is less than 0.1% by weight, the effect of improving the size and density is not significant, and when the content is more than 2.5% by weight, the titanium-containing prealloyed powder is easily prepared. The powder becomes expensive.
次に、本発明の精神について以下に詳細に説明する。 Next, the spirit of the present invention will be described in detail below.
従来のマルテンサイト系ステンレス鋼の焼結に関しては、温度が液相形成温度よりも高くなると、形成された液相が拡散を向上させることにより焼きしまりが高まる。しかし、残念ながら、液相の量は温度に対して非常に敏感であるため、液体が多過ぎると歪みが起こる。一方、液体が少な過ぎると密度が小さくなる。更に、液相の存在により原子の拡散が加速されるので、結晶粒粗大化が起こる。結果として、全体の結晶粒界領域が減少し、それに伴って液相の厚さが増加する。そのため、重力によって粒界すべりが容易に起こるようになり、焼結体の変形が引き起こされる。 Regarding the sintering of the conventional martensitic stainless steel, when the temperature becomes higher than the liquid phase formation temperature, the formed liquid phase improves diffusion, thereby increasing the shrinkage. Unfortunately, however, the amount of liquid phase is very sensitive to temperature, so too much liquid causes distortion. On the other hand, when there is too little liquid, a density will become small. Furthermore, since the diffusion of atoms is accelerated by the presence of the liquid phase, crystal grain coarsening occurs. As a result, the entire grain boundary region decreases, and the thickness of the liquid phase increases accordingly. Therefore, the grain boundary slip easily occurs due to the gravity, and the sintered body is deformed.
上述した現象を排除するために、本発明においては、炭化チタン(TiC)又はチタン含有複合炭化物(Ti,V)Cを噴霧法によるチタン含有予備合金化粉末において形成するように、噴霧用の融成物にチタンを添加する。このような炭化チタンは、鋼材の液相焼結の間はまだ安定して基材に存在し、炭化チタンによって粒界運動の作用が阻害されるために微細な粒子構造が得られる。同じ量の液相であれば、粒界の増加に伴って液相の厚さが粒子間で厚くなる。その結果、粒界すべりが起こりにくくなり、加工物が変形することなく完全な状態となる。従って、焼結の焼結温度範囲を広げることができ、高い焼結密度及び良好な寸法安定性が得られる。また、加工物の強度、硬度及び靱性も、微細粒子によって向上する。 In order to eliminate the above-mentioned phenomenon, in the present invention, the fusion flux for spraying is formed so that titanium carbide (TiC) or titanium-containing composite carbide (Ti, V) C is formed in the titanium-containing pre-alloyed powder by the spray method. Add titanium to the composition. Such titanium carbide is still stably present in the substrate during the liquid phase sintering of the steel material, and since the action of grain boundary motion is inhibited by titanium carbide, a fine particle structure can be obtained. With the same amount of liquid phase, the thickness of the liquid phase increases between the particles as the grain boundary increases. As a result, the grain boundary slip is less likely to occur, and the workpiece is in a complete state without being deformed. Therefore, the sintering temperature range of sintering can be expanded, and high sintering density and good dimensional stability can be obtained. The strength, hardness and toughness of the workpiece are also improved by the fine particles.
本発明において、チタン粉末、チタン含有予備合金化粉末又は、TiC又は(W,Ti)C等のチタン含有炭化物粉末をマルテンサイト系ステンレス鋼の基材の粉末に予め添加し、粉末冶金業界で通常用いられる乾式圧縮成形及び粉末射出成形等の成形工程で成形し、そして、焼結する。この方法により、焼結製品の寸法安定性の悪さや機械的性質の悪さの問題を緩和することができる。 In the present invention, titanium powder, titanium-containing pre-alloyed powder, or titanium-containing carbide powder such as TiC or (W, Ti) C is added in advance to the base powder of martensitic stainless steel, and is usually used in the powder metallurgy industry. It is molded by a molding process such as dry compression molding and powder injection molding, and then sintered. This method can alleviate the problems of poor dimensional stability and poor mechanical properties of the sintered product.
添加されたTiC及び(W,Ti)C等のチタン含有炭化物は、液相焼結の間は安定しており、鋼成形体の結晶粒粗大化を阻止することに関して優れた効果を有する。これらの焼結マルテンサイト系鋼成形体は、多くの場合摩耗の高い環境において用いられているので、基質中の炭化物の粒子サイズ及び含有量は、耐摩耗性を決定する際の大変重要な要素である。炭化物の粒子サイズが微細であればあるほど、粒子すべりを防止する能力及び耐摩耗性が高くなる。粒子サイズの選択に関しては、本発明におけるチタン含有炭化物の平均粒子サイズは、5μm未満である。 Added titanium-containing carbides such as TiC and (W, Ti) C are stable during liquid phase sintering and have an excellent effect on preventing grain coarsening of the steel compact. Since these sintered martensitic steel compacts are often used in high wear environments, the particle size and content of carbides in the substrate is a very important factor in determining wear resistance. It is. The finer the particle size of the carbide, the higher the ability to prevent particle slip and the wear resistance. Regarding the selection of the particle size, the average particle size of the titanium-containing carbide in the present invention is less than 5 μm.
つまり、本発明の実施例に係る鋼粉末組成物における全ての構成要素は、マルテンサイト系ステンレス鋼成形体の焼結における寸法制御の問題を効果的に緩和して焼結特性を大幅に向上させることができる。 That is, all the constituent elements in the steel powder composition according to the embodiment of the present invention effectively relieve the problem of dimensional control in the sintering of the martensitic stainless steel molded body and greatly improve the sintering characteristics. be able to.
また、本発明の鋼粉末組成物を用いて形成された焼結体は、鋳造又は鍛造された対応物の密度に近い密度を有し、寸法安定性及び生産率が向上するという利点を有する。従来のマルテンサイト系ステンレス鋼粉末成形体の約10°Cという焼結ウィンドウと比較すると、本発明の焼結ウィンドウは、20°C〜50°Cまで広がっている。 Moreover, the sintered compact formed using the steel powder composition of the present invention has a density close to that of a cast or forged counterpart, and has the advantage of improving dimensional stability and production rate. Compared to the sintering window of about 10 ° C. of the conventional martensitic stainless steel powder compact, the sintering window of the present invention extends from 20 ° C. to 50 ° C.
Claims (7)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011007944A JP5300882B2 (en) | 2011-01-18 | 2011-01-18 | Steel powder composition and sintered body thereof |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011007944A JP5300882B2 (en) | 2011-01-18 | 2011-01-18 | Steel powder composition and sintered body thereof |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012149293A JP2012149293A (en) | 2012-08-09 |
| JP5300882B2 true JP5300882B2 (en) | 2013-09-25 |
Family
ID=46791818
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011007944A Active JP5300882B2 (en) | 2011-01-18 | 2011-01-18 | Steel powder composition and sintered body thereof |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5300882B2 (en) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6319110B2 (en) * | 2014-03-26 | 2018-05-09 | セイコーエプソン株式会社 | Metal powder for powder metallurgy, compound, granulated powder, sintered body and method for producing sintered body |
| JP6314846B2 (en) * | 2015-01-09 | 2018-04-25 | セイコーエプソン株式会社 | Metal powder for powder metallurgy, compound, granulated powder and sintered body |
| JP6319121B2 (en) * | 2015-01-29 | 2018-05-09 | セイコーエプソン株式会社 | Method for producing metal powder for powder metallurgy, compound, granulated powder and sintered body |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07138601A (en) * | 1993-11-18 | 1995-05-30 | Kawasaki Steel Corp | High cr alloy steel powder for wear resistant sintering material and its mixture |
| DE69604902T2 (en) * | 1995-03-10 | 2000-05-04 | Powdrex Ltd | STAINLESS STEEL POWDER AND THEIR USE FOR PRODUCING MOLDED BODIES BY POWDER METALLURGY |
| JPH0971848A (en) * | 1995-09-01 | 1997-03-18 | Kubota Corp | High speed steel base powder alloy excellent in corrosion resistance |
-
2011
- 2011-01-18 JP JP2011007944A patent/JP5300882B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012149293A (en) | 2012-08-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104690271B (en) | A kind of power injection molding of inexpensive hydrogenation dehydrogenation titanium powder | |
| TWI238090B (en) | Raw or granulated powder for sintering, and their sintered compacts | |
| US20120177531A1 (en) | Steel powder composition and sintered body thereof | |
| JP4403286B2 (en) | Cemented carbide tool material and manufacturing method thereof | |
| KR100768700B1 (en) | Fabrication method of alloy parts by metal injection molding and the alloy parts | |
| JP5300882B2 (en) | Steel powder composition and sintered body thereof | |
| JP4376826B2 (en) | Co-Cr alloy pellet and method for producing the same | |
| Lin et al. | Influences of ultrafine Ti (C, N) additions on microstructure and properties of micron Ti (C, N)-based cermets | |
| JP5355527B2 (en) | Titanium-containing tool steel metal powder and sintered body thereof | |
| Suharno et al. | Vacuum sintering process in metal injection molding for 17-4 ph stainless steel as material for orthodontic bracket | |
| TWI415956B (en) | Alloyed steel powder and their sintered body | |
| JP5207922B2 (en) | Binderless powder for surface hardening | |
| JP5470955B2 (en) | Metal powder and sintered body | |
| Hu et al. | Effects of sintering temperatures on the microstructure and mechanical properties of S390 powder metallurgy high-speed steel | |
| TWI448563B (en) | Alloy steel powder composition and its sintered body | |
| Huang et al. | Characteristics and properties of Ti-8Mo-6Cr alloys with added NbC powders through the vacuum sintering process at various temperatures | |
| TW200418998A (en) | Alloy steel powder and sinterer thereof for improving sintering property in metal injection moudling process | |
| KR101354551B1 (en) | nanoceramic composite powders for dispersed casting of metal and the reinforcing method of metal material thereof | |
| JP2005281769A (en) | High hardness high carbon nanocrystal iron alloy powder and bulk material and production method therefor | |
| Dobrzański et al. | Powder Injection Molding of Tool Materials and Materials Containing One-Dimensional Nanostructural Elements | |
| Chol et al. | Microstructure and Property of Sintered M4 High Speed Steels with regard to Evolution of Carbides and Carbonitrides | |
| JP2003247050A (en) | High density, high corrosion resistance powder for sintering and sintered compact thereof | |
| JPH0257613A (en) | Production of sintered metallic material and its raw powder | |
| KR20150093499A (en) | Manufacturing method for high density, finely and uniformly dispersed carbide of sintered part by carbon nanotube addition | |
| Fayyaz et al. | Investigation on Feedstock Preparation for Micro-Cemented Carbide Injection Molding |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130128 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130205 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130327 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130416 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130515 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130604 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130618 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5300882 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313114 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313117 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313117 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |