JP5259208B2 - 車両の内装パネル及びその成形方法 - Google Patents
車両の内装パネル及びその成形方法 Download PDFInfo
- Publication number
- JP5259208B2 JP5259208B2 JP2008027114A JP2008027114A JP5259208B2 JP 5259208 B2 JP5259208 B2 JP 5259208B2 JP 2008027114 A JP2008027114 A JP 2008027114A JP 2008027114 A JP2008027114 A JP 2008027114A JP 5259208 B2 JP5259208 B2 JP 5259208B2
- Authority
- JP
- Japan
- Prior art keywords
- skin
- resin
- molding
- layer
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Landscapes
- Vehicle Interior And Exterior Ornaments, Soundproofing, And Insulation (AREA)
- Instrument Panels (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Molding Of Porous Articles (AREA)
Description
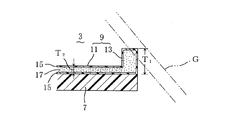
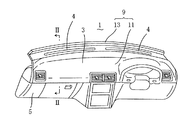
図3は車両の内装パネルとしてのインストルメントパネル1を示し、該インストルメントパネル1は、インパネアッパ部3とインパネロア部5とを備えた右ハンドル車用である。なお、4は空調エアをフロントガラスG(図2参照)へ向けて吹き出すデフロスタ吹出口である。この発明の実施形態1では上記インパネアッパ部3を対象としている。
図8及び図9は実施形態2を示す。この実施形態2では、実施形態1とは異なり、当接部13と一般部11とは互いに連続しておらず、不連続箇所に基材7の表面が露出している。また、このことに起因して、成形型101の型構造が実施形態1と異なっている。つまり、第2可動型107には、板状の固定型113がスライド型109に並設され、該固定型113でキャビティ111′を一般部11対応箇所と当接部13対応箇所とに分断している。よって、軟質発泡樹脂R′は一般部11と当接部13とで別々に射出充填されることになる。
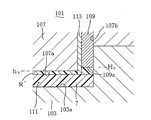
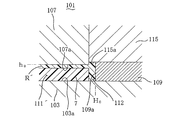
図10及び図11は実施形態3を示す。この実施形態3では、当接部13が基材7の前端面から車両前方に向かって突出し、当接部13と一般部11とが互いに線接触状態で連続している点で実施形態1,2と異なっている。また、このことに起因して、成形型101の型構造が実施形態1,2と異なっている。つまり、第2可動型107の側方に実施形態2とは別の可動型本体115が並設されているとともに、該可動型本体115と、基材7裏面を成形する固定型103との間にスライド型109が当接部13成形用キャビティ112に対して進退可能に配置されている。また、可動型本体115の成形面115aは、キャビティ容積を拡大する前は可動型107の成形面107aよりもキャビティ111′側に突出し、一般部11成形用キャビティ111′と当接部13成形用キャビティ112とが分断されている。よって、この実施形態3では、実施形態2と同様に、軟質発泡樹脂R′は一般部11と当接部13とで別々に射出充填されることになる。なお、可動型本体115は成形型101の型閉じ及び型開き時に可動型107と共に作動する。
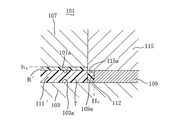
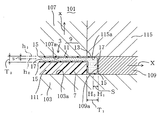
図12及び図13は実施形態4を示す。この実施形態4では、一般部11のスキン層15と当接部13のスキン層15とが同一平面上に位置して途切れることなく一体に連続しているとともに、両者の発泡層17も途切れることなく一体に連続している点で実施形態3と異なっている。また、このことに起因して、成形型101の型構造が実施形態3と異なっている。つまり、この実施形態4では、実施形態3とは逆に、可動型107の成形面107aは、キャビティ容積を拡大する前は可動型本体115の成形面115aよりもキャビティ111′側に突出し、一般部11成形用キャビティ111′と当接部13成形用キャビティ112とが連続している。そして、可動型107を成形面107aが可動型本体115の成形面115aと連続するように後退させてキャビティ容積を拡大する。
7 基材
9 表皮
11 一般部
13 当接部
15 スキン層
17 発泡層
101 成形型
103a 成形面
105a 成形面
107a 成形面
111′ キャビティ
C 空間
G フロントガラス(他部材)
R′ 軟質発泡樹脂
T1 当接部の肉厚
T2 一般部の肉厚
Claims (4)
- 樹脂製基材(7)の表面に軟質発泡樹脂からなる表皮(9)が一体に成形された車両の内装パネルであって、
上記表皮(9)は、樹脂密度の高いスキン層(15)が表面に形成されるとともに、多数の空隙を有し上記スキン層(15)に比べて樹脂密度の低い発泡層(17)が内部に形成され、かつスキン層(15)と発泡層(17)とは同じ軟質発泡樹脂を用いて成形型(101)内で同時に一体に成形され、該表皮(9)の主体をなす一般部(11)と、他部材(G)に当接する当接部(13)とからなり、
該当接部(13)の肉厚(T1)は、当該当接部(13)の発泡層(17)の発泡倍率を一般部(11)の発泡層(17)の発泡倍率よりも大きくすることで該一般部(11)の肉厚(T2)よりも厚く設定されていることを特徴とする車両の内装パネル。 - 請求項1に記載の車両の内装パネルにおいて、
上記当接部(13)と一般部(11)とは、互いに連続していることを特徴とする車両の内装パネル。 - 請求項1又は2に記載の車両の内装パネルにおいて、
上記表皮(9)は、熱可塑性エラストマーからなることを特徴とする車両の内装パネル。 - 請求項1に記載の車両の内装パネルの成形方法であって、
予め成形した樹脂製基材(7)を成形型(101)のキャビティ(111')内に該成形型(101)の成形面(103a,105a,107a)と上記基材(7)の表面との間に空間(C)が形成されるように配置した状態で、上記キャビティ(111')内の空間(C)に軟質発泡樹脂(R')を射出充填し、該軟質発泡樹脂(R')の成形型(101)の成形面(103a,105a,107a)近傍及び上記基材(7)の表面近傍にスキン層(15)が生成された時点で、キャビティ容積を表皮(9)の当接部(13)対応箇所が一般部(11)対応箇所よりも大きくなるように拡大して上記軟質発泡樹脂(R')を発泡させることにより、樹脂密度の高いスキン層(15)が表面に形成されるとともに、多数の空隙を有し上記スキン層(15)に比べて樹脂密度の低い発泡層(17)が内部に形成され、かつ当接部(13)の発泡層(17)の発泡倍率が一般部(11)の発泡層(17)の発泡倍率よりも大きく設定されて上記当接部(13)の肉厚(T1)が上記一般部(11)の肉厚(T2)よりも厚く設定された軟質発泡樹脂(R')からなる表皮(9)を上記基材(7)の表面に一体に成形することを特徴とする車両の内装パネルの成形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008027114A JP5259208B2 (ja) | 2008-02-07 | 2008-02-07 | 車両の内装パネル及びその成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008027114A JP5259208B2 (ja) | 2008-02-07 | 2008-02-07 | 車両の内装パネル及びその成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009184536A JP2009184536A (ja) | 2009-08-20 |
| JP5259208B2 true JP5259208B2 (ja) | 2013-08-07 |
Family
ID=41068247
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008027114A Expired - Fee Related JP5259208B2 (ja) | 2008-02-07 | 2008-02-07 | 車両の内装パネル及びその成形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5259208B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5984602B2 (ja) * | 2012-09-21 | 2016-09-06 | 株式会社イノアックコーポレーション | 洗車ブラシ用洗浄片 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003170785A (ja) * | 2001-12-07 | 2003-06-17 | Inoac Corp | 車両内装部材およびその製造方法 |
| JP2003266470A (ja) * | 2002-03-19 | 2003-09-24 | Takanichi Kk | 車両用トリムボードおよびその製造法 |
| JP2006008084A (ja) * | 2004-06-29 | 2006-01-12 | Inoac Corp | 車両用内装部材 |
-
2008
- 2008-02-07 JP JP2008027114A patent/JP5259208B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009184536A (ja) | 2009-08-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20050183897A1 (en) | Two-shot co-injected automotive interior trim assembly and method | |
| CN101219569B (zh) | 树脂成形品的制造方法、树脂成形品及仪表板 | |
| JP2009184316A (ja) | 表皮付き樹脂成形品 | |
| JP5368832B2 (ja) | シートパッド成形型およびその成形型を用いたシートパッドの製造方法 | |
| GB2421706A (en) | Moulded automotive interior trim assemblies | |
| US7478854B2 (en) | Automotive handle with soft feel and method of making the same | |
| JP5259208B2 (ja) | 車両の内装パネル及びその成形方法 | |
| JP4572883B2 (ja) | 内装用パネル及び射出成形方法 | |
| JP2003170785A (ja) | 車両内装部材およびその製造方法 | |
| JP5112654B2 (ja) | 車両用シートバックパッド及びその製造方法 | |
| JP4961293B2 (ja) | 樹脂成形品の振動溶着構造 | |
| JP2010215070A (ja) | アームレスト及びその製造方法 | |
| JP5149645B2 (ja) | 発泡樹脂製表皮付きパネル及びその成形方法 | |
| JP4158685B2 (ja) | 表皮材付成形品の製造方法 | |
| JP3868087B2 (ja) | 表皮一体発泡成形品の製造方法 | |
| JP2005305917A (ja) | 発泡成形部品及びその製造方法 | |
| JP2006103234A (ja) | 発泡表皮付き車両用内装部材の製造方法 | |
| JP2007083597A (ja) | 樹脂パネル及びその製造方法 | |
| JP5111190B2 (ja) | 樹脂積層体及びその製造方法 | |
| JP4899739B2 (ja) | 発泡形成型及びシート用パッドの製造方法 | |
| JP2011177896A (ja) | インストルメントパネル部材及び成形型 | |
| JP2006240246A (ja) | エアバッグカバーの成形用金型及び成形方法並びにエアバッグカバー | |
| JP2025005366A (ja) | 長尺成形品及びその製造方法 | |
| JP2001239544A (ja) | 表皮をもつ樹脂部品及びその製造方法 | |
| JP2023144185A (ja) | エアーバッグリッドの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110107 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20120711 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120920 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120925 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121114 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130402 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130424 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160502 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5259208 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |