JP5228659B2 - 熱間圧延棒線の直接焼入方法 - Google Patents
熱間圧延棒線の直接焼入方法 Download PDFInfo
- Publication number
- JP5228659B2 JP5228659B2 JP2008185597A JP2008185597A JP5228659B2 JP 5228659 B2 JP5228659 B2 JP 5228659B2 JP 2008185597 A JP2008185597 A JP 2008185597A JP 2008185597 A JP2008185597 A JP 2008185597A JP 5228659 B2 JP5228659 B2 JP 5228659B2
- Authority
- JP
- Japan
- Prior art keywords
- water
- ring
- quenching
- cooling
- coil
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000000034 method Methods 0.000 title claims description 68
- 238000010791 quenching Methods 0.000 title claims description 52
- 230000000171 quenching effect Effects 0.000 title claims description 48
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 87
- 238000001816 cooling Methods 0.000 claims description 55
- 238000009825 accumulation Methods 0.000 claims description 23
- 238000005096 rolling process Methods 0.000 claims description 22
- 229910000831 Steel Inorganic materials 0.000 claims description 16
- 239000010959 steel Substances 0.000 claims description 16
- 238000001953 recrystallisation Methods 0.000 claims description 9
- 229910000975 Carbon steel Inorganic materials 0.000 description 12
- 239000010962 carbon steel Substances 0.000 description 12
- 230000000694 effects Effects 0.000 description 12
- 238000005496 tempering Methods 0.000 description 12
- 238000004804 winding Methods 0.000 description 12
- 230000015572 biosynthetic process Effects 0.000 description 8
- 238000007654 immersion Methods 0.000 description 8
- 229910045601 alloy Inorganic materials 0.000 description 7
- 239000000956 alloy Substances 0.000 description 7
- 239000010410 layer Substances 0.000 description 7
- 239000000463 material Substances 0.000 description 6
- 230000017260 vegetative to reproductive phase transition of meristem Effects 0.000 description 6
- 229910001566 austenite Inorganic materials 0.000 description 5
- 238000009835 boiling Methods 0.000 description 5
- 229910000734 martensite Inorganic materials 0.000 description 5
- 230000008569 process Effects 0.000 description 5
- 239000003507 refrigerant Substances 0.000 description 5
- 230000003014 reinforcing effect Effects 0.000 description 4
- 239000002436 steel type Substances 0.000 description 4
- 229910000851 Alloy steel Inorganic materials 0.000 description 3
- 230000009471 action Effects 0.000 description 3
- 230000003111 delayed effect Effects 0.000 description 3
- 229910052758 niobium Inorganic materials 0.000 description 3
- 238000005728 strengthening Methods 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- 230000009466 transformation Effects 0.000 description 3
- 229910052720 vanadium Inorganic materials 0.000 description 3
- 229910000760 Hardened steel Inorganic materials 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- 239000002826 coolant Substances 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 238000002474 experimental method Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 238000005098 hot rolling Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 239000003595 mist Substances 0.000 description 2
- 229910052750 molybdenum Inorganic materials 0.000 description 2
- 229910001562 pearlite Inorganic materials 0.000 description 2
- 238000010583 slow cooling Methods 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 229910000859 α-Fe Inorganic materials 0.000 description 2
- 238000003491 array Methods 0.000 description 1
- 238000005279 austempering Methods 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 230000008034 disappearance Effects 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 238000009533 lab test Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 239000011572 manganese Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 238000001556 precipitation Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000007670 refining Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
Images



Landscapes
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
- Winding, Rewinding, Material Storage Devices (AREA)
Description
直棒に適用される方法であって、0.2〜0.3%Cの炭素鋼又は低合金鋼の材料を棒鋼に仕上げ圧延した後、直進させて強力な水冷装置に貫通させ、表面のみMs温度(マルテンサイト変態開始温度)以下に急冷して焼入する。その後の空冷時に内部の自己熱により復熱させて焼戻し処理とする。当該方法では焼戻し不要という大きな効果があるが、内部は焼きが入らないので表層焼入となって得られる強度は半端である。全面焼入を狙うと二つの問題が生ずる。一つは異形棒表面に水冷を強力且つ長時間作用させるので水冷熱流速の接線方向・軸方向の変動によって直棒に曲がりが発生し易く生産が安定しない。他は、強度は十分上昇するが焼戻し工程や矯正工程が必要となりコストが増加する。
線材に適用され、約0.2%Cの低合金鋼の材料を線材に仕上げ圧延した後レイング式巻取機により巻き取り、水平走行するコンベア上に落下させて非同心直列水平リング列を形成し、衝風帯を通過させてマルテンサイト変態を誘導しその後コイルに集束する。降伏応力785MPaが市販されている。本方法の問題点は、衝風冷却の熱伝達率の値が高々150W/m2Kであって冷却速度は大きくない。そのため焼入性合金の添加量が相当増加する。特にMo,V,Nb等の添加、増加はコスト負担が大きい。更に焼入性の強化は焼戻しの抵抗増加となる。衝風冷却後の空冷による自己熱焼戻しが不足し、再加熱の焼戻し処理が必要になる。
線材に適用され、上記方法において衝風冷却帯が温水冷却帯となっている。熱伝達率の値は約300となって倍増するので前記方法に比較して添加合金量が削減される。さらに線材が所定温度に冷却された時期に温水中から引き上げ、以後は空冷され自己熱焼戻しをある程度可能としている。当方法の問題は、温水中ないし引き上げ後に焼入と焼戻しが同時併行する。Ms温度直下の初期に生成したマルテンサイトは焼き戻されるがMf温度近傍の低温で発生したマルテンサイトの焼戻しは不十分になる。その結果十分な延靭性が得られにくい。その上水平リング列ではリングが孤立する列中央部とリングが重なる列両側部の冷却速度は大きく異なるので冷却の過不足が生じ易い。本方法では一応焼戻しが省略され降伏応力785が製造されているがコイル内の機械的性質のバラツキが大きいこと、合金量が削減されるとは言え温水冷却に適応する添加量が必要である。
該文献には前記と同様の方法において温水の温度を低下させて冷却能を強化し、炭素鋼においても焼入可能と開示されている。即ち焼入性合金の添加は不要になる。当方法には2問題がある。第1に線材は非同心直列水平リング列の状態で焼入され形状が固定されるのでコイルに集束し結束する際、弾性的に拘束しなければならない。10〜17mm径の太い線材では拘束に伴う内部応力は無視できずそのままでは遅れ破壊が生じやすい。従って少なくとも集束後且つ結束前に焼戻し処理を適用しなければならない。その必要性と方法が開示されている。圧延の生産能率(通常50〜100t/h)と同等能率の焼戻し炉をライン内に設置することが解決策となるが設備費が高価になる。他は、巻き取りから浸漬までの時間が長く加工オーステナイトの再結晶・粒成長が進む。結晶粒の粗大化は焼入鋼の延靭性に良くない。
該文献には温水焼入の原型が開示されている。本方法は本来冷却強さが中間的な疑似パテンティングを目的とするが、冷水を使用することにより焼入が可能と容易に推測される。垂直型のレイング式巻取機により垂直に落下するリング列はそのまま水槽底部に集積して冷却とコイル形成が併行する。前記例のような集束・結束に伴う内部応力の発生が無い。問題はリングの重なりが平行密接になり易く、平行的に数〜数十リングが重なると沸騰によりリング間の冷水が押し出され部分的に焼が入らず実用されなかった。また巻取機から直接水中で集積しているがその冶金的効果ないし悪影響に関して何ら示唆が無く、気づかれてもいない。
本発明と同一発明者によってなされたもので、該文献には前記問題を解決する方法が開示されている。リングの平行的密接を防止するため鋼線業界で通称されている花捲き(リング中心の軌跡が順次コイル中心の回りに円を描き花びら状に配置される)という規則的な巻取方法を組み込んでいる。本方法により冷却を全長均等にする条件の一つが解決されると記載されている。本方法では、正確な花捲きを形成するためリング集積台を冷却槽の底ではなく冷媒液の上方に待機させて気中で集積を開始し、集積高さに対応して該集積台を水平遠心放射状の流れを持つ冷媒中に下降させてコイル下方より順次全周均等に冷却する。冷媒を冷水とすれば直接焼入が可能と記されているが、新たに二つの問題が判明した。
該文献には前記の特許文献6の方法の一部を細径線の熱処理に応用する方法が開示されている。赤熱鋼線をレイング式巻取機で垂直リング列とし、偏心回転する集積台上に捲き落として所謂花捲きコイルを形成しつつ上方からミストスプレイにより冷却して例えば焼入を行う。当方法の問題は、対象線径が3.5mm以下で小さいので焼入も可能であるが、10mm以上の棒線では得られる冷却速度が小さく焼きが入らないという欠点がある。
1)焼入性が小さい炭素鋼でも焼入可能とするため冷水への浸漬焼入方式を採用する。
2)冷却のコイル内均一性を確保するため事例6の方法を基本的に踏襲する。該方法において均一性は花捲きコイルの形成とその後の遠心放射状冷媒流への同心的浸漬に基づく。
3)上記方法において新たに判明したリングの気中集積とその後の低速浸漬に起因する不完全焼入の発生(水焼入の場合のみ発生)を水面直下で集積することにより解決する。
4)延靭性をより向上させるため仕上げ圧延直後の十分な水冷と巻取後の冷水中での集積により圧延後の再結晶・粒成長を抑止しオースフォーム効果を誘導する。
垂直らせんリング列を水中で集積する最大の理由は以下である。事例6に記載された気中集積は正確なコイル形成に対して極めて効果的である。集積に関する先行事例(特許文献1)ではリング列を温水槽の底部で偏心集積しようとする。実際には1m以上の深さでは水の抵抗と沸騰の攪乱によりリング列を偏心集積させることはとてもできなかった。該知見から事例6の気中集積が考案された。
集積台を集積速度(約1cm/s)と同一速度でゆっくり降下させて該台上の赤熱リング列の塊を冷水中に浸漬すると冷水槽の表面が激しく沸騰し、さらに放射状流れがリング列に衝突して激しく波立って水面自体が不明確になる。不明確な水面の上下で冷水接触、沸騰、離反、空冷、蒸発、温水接触等乱雑に起こる。その結果流れが部分的に滞ると当該部の水温が上昇し冷却を大きく弱める。しかも下降速度が大きくないので初期冷却(約900℃から約500℃まで)は緩冷になり易く且つバラツキが大きくなる。

設備は比較的小さく既存工場の付設することが容易である。費用も従来の各種方法より有利である。更に一般に付設されている線材制御冷却装置ステルモアを部分改造して実施することもでき、その場合一層低廉になる。
Claims (4)
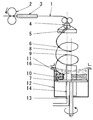
- 熱間圧延された鋼棒線の直接焼入方法であって、仕上げ圧延後の赤熱棒線を垂直軸の回りに自転するらせん状誘導管に貫通させて垂直らせんリング列に形成し、次いで該リング列を水平の集積台上に落下させて集積し、該集積台を該リング列の中心軸と偏心した軸の回りに回転させることにより着地する個々のリングの中心の軌跡が順次等間隔で円を描くように集積させるコイルの形成方法において、該集積台を上層部において水平遠心放射状の流れを持つ冷水槽の中の該上層部に予め浸漬して待機させ、集積部位を水面下一定の水準で維持することによりリング列全周・全長を均等に水焼入することを特徴とする棒線の直接焼入方法。
- 集積部位の深さを水面より下方へ30mm以上で300mm以内の一定値とすることを特徴とする請求項1に記載の棒線の直接焼入方法。
- 仕上げ圧延直後の棒線を水冷装置に貫通させて予備冷却して再結晶とその後の粒成長を抑止することを特徴とする請求項1又は請求項2に記載の棒線の直接焼入方法。
- 垂直らせんリング列を形成する方法が、仕上げ圧延後の赤熱棒線をレイング式巻取機によりらせんリング列に形成した後一旦該リング列を水平に走行するコンベア上に落下させて非同心直列水平リング列に変形させ、次いで該コンベア端で該水平リング列を水平に飛び出させ、落下させて垂直らせんリング列とすることを特徴とする請求項1又は請求項2又は請求項3に記載の棒線の直接焼入方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008185597A JP5228659B2 (ja) | 2008-07-17 | 2008-07-17 | 熱間圧延棒線の直接焼入方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008185597A JP5228659B2 (ja) | 2008-07-17 | 2008-07-17 | 熱間圧延棒線の直接焼入方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010024481A JP2010024481A (ja) | 2010-02-04 |
| JP2010024481A5 JP2010024481A5 (ja) | 2011-11-24 |
| JP5228659B2 true JP5228659B2 (ja) | 2013-07-03 |
Family
ID=41730575
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008185597A Expired - Fee Related JP5228659B2 (ja) | 2008-07-17 | 2008-07-17 | 熱間圧延棒線の直接焼入方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5228659B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6050542B1 (ja) * | 2016-06-07 | 2016-12-21 | 榮子 山田 | 鋼線材のコイル形成と制御冷却の併行処理方法 |
| CN110918643A (zh) * | 2019-12-09 | 2020-03-27 | 西宁特殊钢股份有限公司 | 一种改善钢棒热轧材成品中心等轴晶区比率的方法 |
| CN113046536B (zh) * | 2021-03-05 | 2024-04-19 | 常州利腾机械有限公司 | 一种工业减速机毛坯的热处理工艺 |
| CN115232952B (zh) * | 2022-06-17 | 2023-11-21 | 中国科学院空天信息创新研究院 | 一种高频组件中螺旋线制备方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5735639A (en) * | 1980-08-08 | 1982-02-26 | Sumitomo Electric Ind Ltd | Production of high strength steel wire material |
| JPS5779124A (en) * | 1980-11-05 | 1982-05-18 | Sumitomo Electric Ind Ltd | Production of homogeneous hot rolled steel wire rod |
| JP3890567B2 (ja) * | 2003-09-02 | 2007-03-07 | 山田 勝彦 | 熱間圧延鋼線材の制御冷却方法 |
| JP2005246401A (ja) * | 2004-03-02 | 2005-09-15 | Katsuhiko Yamada | 鋼線材の制御冷却方法 |
-
2008
- 2008-07-17 JP JP2008185597A patent/JP5228659B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010024481A (ja) | 2010-02-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6586519B2 (ja) | 効果的に結晶粒を微細化する継目無鋼管のオンライン制御冷却方法および製造方法 | |
| RU2530596C2 (ru) | Высокопрочный тонкий литой полосовой продукт и способ его изготовления | |
| KR930010321B1 (ko) | 초미세 조직의 금속 재료와 그 제조 방법 | |
| JP4821939B2 (ja) | スチームインジェクション用継目無鋼管及びその製造方法 | |
| US11313005B2 (en) | Seamless steel pipe and method for producing the seamless steel pipe | |
| US3231432A (en) | Process for the quenching of hot rolled rods in direct sequence with rod mill | |
| MX2013004025A (es) | Metodos de fabricacion de tubos de acero para varillas de perforacion con propiedades mecanicas mejoradas, y varillas obtenidas a traves de los mismos. | |
| JP5228659B2 (ja) | 熱間圧延棒線の直接焼入方法 | |
| CN113546960A (zh) | 一种棒材螺纹钢切分轧制无微合金化控轧控冷方法 | |
| KR20200081486A (ko) | 적어도 100 밀리미터의 두께를 갖는 강 섹션 및 그 제조 방법 | |
| CN119303991B (zh) | 一种2100MPa级桥索用热轧盘条及其制造方法 | |
| RU2596737C1 (ru) | Способ производства стальных мелющих шаров | |
| CN108486470A (zh) | 一种超厚超宽钢板及其模焊热处理方法 | |
| JP5907083B2 (ja) | 靭性に優れた継目無鋼管の製造方法及び製造設備 | |
| US3320101A (en) | Hot rolled steel rod | |
| JPH08295934A (ja) | 耐磨耗性の優れた高炭素電縫鋼管の製造方法 | |
| JP2017066435A (ja) | 高強度鋼線の製造方法 | |
| JP2010024481A5 (ja) | ||
| RU2745922C1 (ru) | Способ производства мелющих шаров | |
| RU2756671C1 (ru) | Способ производства мелющих шаров (варианты) | |
| Chinese Society for Metals (CSM) et al. | Study on Nb microalloying in high carbon pearlite steels for rails | |
| JPH06346146A (ja) | 冷間成形コイルばね用線材の製造方法と装置 | |
| RU2791495C1 (ru) | Способ производства мелющих шаров из стали (варианты) | |
| CN116145016B (zh) | 具有优异卷绕和耐腐蚀性的超高强度弹簧钢丝及生产方法 | |
| WO2005024073A1 (ja) | 熱間圧延線材の制御冷却方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110705 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110705 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20110705 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20110705 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20110706 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110819 |
|
| A625 | Written request for application examination (by other person) |
Free format text: JAPANESE INTERMEDIATE CODE: A625 Effective date: 20110705 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111104 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130109 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130226 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130304 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20190329 Year of fee payment: 6 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5228659 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S802 | Written request for registration of partial abandonment of right |
Free format text: JAPANESE INTERMEDIATE CODE: R311802 |
|
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| R370 | Written measure of declining of transfer procedure |
Free format text: JAPANESE INTERMEDIATE CODE: R370 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |