JP5111723B2 - 金属アノード又は鋳返し金属アノードの管理方法、金属製錬における物量管理方法、及びラベル - Google Patents
金属アノード又は鋳返し金属アノードの管理方法、金属製錬における物量管理方法、及びラベル Download PDFInfo
- Publication number
- JP5111723B2 JP5111723B2 JP2004192260A JP2004192260A JP5111723B2 JP 5111723 B2 JP5111723 B2 JP 5111723B2 JP 2004192260 A JP2004192260 A JP 2004192260A JP 2004192260 A JP2004192260 A JP 2004192260A JP 5111723 B2 JP5111723 B2 JP 5111723B2
- Authority
- JP
- Japan
- Prior art keywords
- metal anode
- label
- anode
- cast
- cast metal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 229910052751 metal Inorganic materials 0.000 title claims description 83
- 239000002184 metal Substances 0.000 title claims description 83
- 238000000034 method Methods 0.000 title claims description 29
- 238000003723 Smelting Methods 0.000 title claims description 8
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 33
- 229910052802 copper Inorganic materials 0.000 claims description 33
- 239000010949 copper Substances 0.000 claims description 33
- 238000007726 management method Methods 0.000 claims description 16
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 16
- 238000005266 casting Methods 0.000 claims description 11
- 239000010410 layer Substances 0.000 claims description 9
- 229920000642 polymer Polymers 0.000 claims description 8
- 239000004925 Acrylic resin Substances 0.000 claims description 7
- 229920000178 Acrylic resin Polymers 0.000 claims description 7
- 239000003292 glue Substances 0.000 claims description 7
- 239000002904 solvent Substances 0.000 claims description 6
- 239000002253 acid Substances 0.000 claims description 5
- 230000001070 adhesive effect Effects 0.000 claims description 5
- 239000002861 polymer material Substances 0.000 claims description 5
- 238000000746 purification Methods 0.000 claims description 5
- 239000012790 adhesive layer Substances 0.000 claims description 4
- 239000000758 substrate Substances 0.000 claims description 4
- 238000004804 winding Methods 0.000 claims description 3
- 238000007639 printing Methods 0.000 claims description 2
- 238000005219 brazing Methods 0.000 claims 1
- 238000007670 refining Methods 0.000 description 11
- 239000003973 paint Substances 0.000 description 6
- 230000000052 comparative effect Effects 0.000 description 5
- KDLHZDBZIXYQEI-UHFFFAOYSA-N Palladium Chemical compound [Pd] KDLHZDBZIXYQEI-UHFFFAOYSA-N 0.000 description 4
- 230000002378 acidificating effect Effects 0.000 description 4
- 239000000853 adhesive Substances 0.000 description 4
- 238000001816 cooling Methods 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- 238000013142 basic testing Methods 0.000 description 3
- 239000003086 colorant Substances 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 239000000428 dust Substances 0.000 description 3
- 239000003792 electrolyte Substances 0.000 description 3
- 238000009434 installation Methods 0.000 description 3
- KJTLSVCANCCWHF-UHFFFAOYSA-N Ruthenium Chemical compound [Ru] KJTLSVCANCCWHF-UHFFFAOYSA-N 0.000 description 2
- BUGBHKTXTAQXES-UHFFFAOYSA-N Selenium Chemical compound [Se] BUGBHKTXTAQXES-UHFFFAOYSA-N 0.000 description 2
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 2
- 238000005299 abrasion Methods 0.000 description 2
- 238000004458 analytical method Methods 0.000 description 2
- 229910052787 antimony Inorganic materials 0.000 description 2
- WATWJIUSRGPENY-UHFFFAOYSA-N antimony atom Chemical compound [Sb] WATWJIUSRGPENY-UHFFFAOYSA-N 0.000 description 2
- 229910052785 arsenic Inorganic materials 0.000 description 2
- RQNWIZPPADIBDY-UHFFFAOYSA-N arsenic atom Chemical compound [As] RQNWIZPPADIBDY-UHFFFAOYSA-N 0.000 description 2
- 229910052793 cadmium Inorganic materials 0.000 description 2
- BDOSMKKIYDKNTQ-UHFFFAOYSA-N cadmium atom Chemical compound [Cd] BDOSMKKIYDKNTQ-UHFFFAOYSA-N 0.000 description 2
- 238000004891 communication Methods 0.000 description 2
- 238000012790 confirmation Methods 0.000 description 2
- 239000000498 cooling water Substances 0.000 description 2
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 2
- 229910052737 gold Inorganic materials 0.000 description 2
- 239000010931 gold Substances 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 239000003921 oil Substances 0.000 description 2
- 229910052763 palladium Inorganic materials 0.000 description 2
- 239000011505 plaster Substances 0.000 description 2
- 229910052697 platinum Inorganic materials 0.000 description 2
- 239000010970 precious metal Substances 0.000 description 2
- 238000010079 rubber tapping Methods 0.000 description 2
- 229910052707 ruthenium Inorganic materials 0.000 description 2
- 229910052711 selenium Inorganic materials 0.000 description 2
- 239000011669 selenium Substances 0.000 description 2
- 229910052709 silver Inorganic materials 0.000 description 2
- 239000004332 silver Substances 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 230000007306 turnover Effects 0.000 description 2
- 229910001018 Cast iron Inorganic materials 0.000 description 1
- 239000006227 byproduct Substances 0.000 description 1
- 229910000365 copper sulfate Inorganic materials 0.000 description 1
- ARUVKPQLZAKDPS-UHFFFAOYSA-L copper(II) sulfate Chemical compound [Cu+2].[O-][S+2]([O-])([O-])[O-] ARUVKPQLZAKDPS-UHFFFAOYSA-L 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 238000005868 electrolysis reaction Methods 0.000 description 1
- 239000013067 intermediate product Substances 0.000 description 1
- 238000002372 labelling Methods 0.000 description 1
- 239000003550 marker Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 230000003252 repetitive effect Effects 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 229920002379 silicone rubber Polymers 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- 238000011179 visual inspection Methods 0.000 description 1
Images







Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Landscapes
- Electrolytic Production Of Metals (AREA)
Description
更には、金属(例えば銅)製錬における物量管理においても有効な方法に関する。
電解工場では、アノードを整列させる機械(以下「整列機」と称する。)を通した後、専用クレーンで電解槽に装入することが多い。また、鉛製錬等に於いても同様な手法がある。
これは、バーコードであると全方位から検知ができないこと、汚れに対して、検知能力が極端に低下すること、酸性雰囲気で取り扱われるにもかかわらず、耐酸性の対策が成されて無いこと、耐さっか性、耐水性等の対策がないことから現実に実施が成されていないと思われる。
また鋳返しボートに関しては、ボートを縦積みしたり、並べて置いたりした場合、記載された番号を目視で読み取るのが困難な場合があり、ボート番号によるボート管理が困難になることがあった。
また鋳返し等のボートにIDタグを貼付け、IDタグリーダーを任意の場所に設置することで、ボートの搬出入管理を行うことを目的とする。
(1)高分子系材料からなるフィルムで表面が保護され、アクリル系樹脂の糊層を備えた高分子系のシート基材からなるラベルを、鋳造後、60℃以上120℃以下に冷却した、粗雑な表面を有する金属アノード又は鋳返し金属アノードに貼付けることにより、前記糊層を軟化させて粘着性を向上させ、電解精製の工程中も継続して前記糊層の粘性を維持させることを特徴とする金属アノード又は鋳返し金属アノードの管理方法。
(2)前記金属アノード又は前記鋳返し金属アノードに貼付けた前記ラベルは、前記ラベル貼付面とラベルリーダーのモニタ面のなす角度が22度以下となるように配置したことを特徴とする上記(1)記載の金属アノード又は鋳返し金属アノードの管理方法。
(3)金属アノード又は鋳返し金属アノードが銅アノード又は鋳返し銅アノードである、上記(1)又は(2)記載の金属アノード又は鋳返し金属アノードの管理方法。
(5)前記金属アノード又は前記鋳返し金属アノードに貼付けた前記ラベルに耐溶剤性、耐熱性、耐さっか性、耐酸性、耐水性リボンで印字を施す上記(1)〜(4)のいずれかに記載の金属アノード又は鋳返し金属アノードの管理方法。
(7)前記金属アノード又は前記鋳返し金属アノードに貼付けた前記ラベルを手動のハンディラベル貼付器により、巻き取りラベルをセットし、レバーを握ることにより、精確かつ簡易にラベル貼付を可能とする上記(1)〜(6)のいずれかに記載の金属アノード又は鋳返し金属アノードの管理方法。
(9)高分子系のシートにアクリル系樹脂の糊層を備え、高分子系材料からなるフィルムで表面を保護し、60℃以上120℃以下の粗雑な表面を有する金属アノード又は鋳返し金属アノードに貼付けることにより、前記糊層を軟化させて粘着性を向上させ、電解精製の工程中も継続して前記糊層の粘性を維持させるラベル。
(1)銅の電解工場および各置場でのアノード及び鋳返しの在庫量、仕掛銅量、貴金属量などのリアルタイムでの管理が可能となる。
(2)上記(1)を基礎とした銅及び副産物の生産計画を迅速に行える。
(3)上記(1)を基礎とした高精度な貴金属の生産計画が可能となる。
このように、本発明ではラベルにQRコード及び英数字を印刷する方法を採用し、具体的なラベルの貼付方法や、耐酸・耐熱の特徴(0040項に詳細耐久性能を記述)を持ったラベルの材質及びラベルの読み取り方法を試験し、明記した本発明と、特許文献1に記載の発明とは根本的に異なる。
本発明に於ける処理対象金属は、銅の他鉛等の金属に適用される。例えば銅アノードの表面の粗れた部分においても貼付け可能で、銅アノードのハンドリング及び電解槽での高温多湿及び酸性雰囲気に耐久しうるラベルとしては、高分子系のシート基材とアクリル樹脂系糊層及び表面保護フィルム(高分子系)から構成されたものを適用するものである。
ロット毎に成分分析を行うことにより、例えば、銅、鉛、砒素、アンチモン、金、銀、白金、カドミウム、セレン、パラジウム、ルテニウム等の成分は、迅速に把握されている。
このデータと相まって、物量管理が容易に行われ、適正な生産スケジュールの作成が可能となるのである。
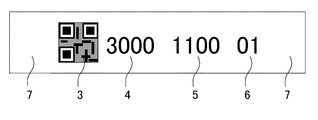
本発明でラベルに印刷する「QRコード+英数字」例を図2に示す。このQRコード3は、後述する英数字および漢字などの情報をコード化したものであり、これによりリーダーでの360度全方向での読み取りが可能になる。具体的には、図6の21のように、ラベルを斜め、または通常と反対方向に貼付けても、読み取りが可能になる。
また、ラベルには数色の着色が可能である。ロット番号や成分品位により、ラベルの両端7に着色した数色の組み合せにより、複数ロットの識別を目視判断により明瞭にすることが可能である。
ラベルは、高分子系材料のシート部に、アクリル系樹脂の糊剤を備えたものを用いるが、その構造は図3のようにシート基材8の表面にフィルム9を施したものである。ラベルに耐溶剤性、耐熱性、耐さっか性、耐酸性、耐水性リボンで印字を施すことが好ましい。
尚、ラベルの粘着性・耐水性が高いことから電解槽にてラベルに電解液やダストなどの付着物が発生した場合にも、ラベル表面の水洗処理による洗浄が可能である。
アノードへのラベルの貼付は、電解工場で電解槽に装入されるまでの間で任意の場所で任意の時間に実施して良いが、図1のようにロットごとにアノードを立てかけて並べた状態で貼付けるのが、作業効率が最も良い。
(アノード耳部の冷却速度確認試験)
図5において示されるハンディ型ラベル貼付器(以後、「貼付器」と称する)は、ラベルを台紙から剥離させる機能により片手作業でのラベルの貼付を容易にさせる。
巻き取りラベルをハンディ型貼付器にセットした時の模式図を図5に示す。専用プリンタで印刷された巻き取りラベルをラベルホルダー11にセットし、台紙をラベル押さえ12にセットする。レバー13を握ることにより、台紙が巻き取られ、ラベルのみが取り出し口14から排出され、回転式ローラー15でラベルを抑えることにより、簡易にラベルが貼り付けられる構造となっている。
図1のようにアノードが並べられている時に、上記貼付器を用いて貼付けることにより、連続的なラベルの貼付けが容易となる。
ラベルのQRコードを読み取るリーダーは、固定式及びハンディ式がある。アノード及び鋳返しがコンベヤ等で整列的に運搬される場所には固定式カメラを適用し、その他電解槽や各置場などアノードや鋳返しが一時的に配置される場所ではハンディ式を適用するのが好ましい。
また固定式リーダーについては、任意の場所に取り付けることが可能であるが、アノード及び鋳返しを管理する上では、電解槽への装入前後、アノード・鋳返し各置場、及び転炉または精製炉周辺等に設置するのが効果的である。
本発明では、コンベヤ20の速度が4.2m/min、アノード耳部の傾斜角16が22度であったが、リーダー位置19においても良好な読み取りが確認された。
鋳返しは通常、ボート等に入れられ運搬される。ボート等はフォークリフトやクレーン等の重機によって、各置場もしくは転炉または精製炉などの鋳返しを装入する炉の周辺に搬送される。このように、鋳返しはボート等の単位で管理することが多く、また搬送時にコンベヤなどの固定ラインを通らないため付番に関しては、読み取り範囲が広く、タグとリーダーとの離隔距離が長く、対面角度の広角なIDタグが好適である。
ボートに付けるIDタグの位置は任意の場所で良いが、例えば図7に示すように、ボートの側壁22にセットすれば、フォークリフトにセットしたリーダー23で読み取ることが可能である。
尚、通信回路は無線やLANの適用も可能である。
上記成分組成データとロット毎の重量と相まって、物量管理が容易に行われ、適正な生産スケジュールの作成が可能となるのである。
(比較例)

(比較例)
また1次元コードであるバーコードは横方向にのみしか情報を持たせることができず、同じ情報量でも2次元コードのQRコードより表示面積が大きくなり、取り扱える情報量には格段の差がある。さらに英数字も記入した場合、ラベルの大きさが大きくなりアノード耳部への貼付けに支障を来たすため採用しなかった。
Claims (9)
- 高分子系材料からなるフィルムで表面が保護され、アクリル系樹脂の糊層を備えた高分子系のシート基材からなるラベルを、鋳造後、60℃以上120℃以下に冷却した、粗雑な表面を有する金属アノード又は鋳返し金属アノードに貼付けることにより、前記糊層を軟化させて粘着性を向上させ、電解精製の工程中も継続して前記糊層の粘性を維持させることを特徴とする金属アノード又は鋳返し金属アノードの管理方法。
- 前記金属アノード又は前記鋳返し金属アノードに貼付けた前記ラベルは、前記ラベル貼付面とラベルリーダーのモニタ面のなす角度が22度以下となるように配置したことを特徴とする請求項1記載の金属アノード又は鋳返し金属アノードの管理方法。
- 金属アノード又は鋳返し金属アノードが銅アノード又は鋳返し銅アノードである、請求項1又は2記載の金属アノード又は鋳返し金属アノードの管理方法。
- 前記金属アノード又は前記鋳返し金属アノードに貼付けた前記ラベルにQR(QuickResponse)コード及び又は英数字を記載することを特徴とする請求項1〜3のいずれかに記載の金属アノード又は鋳返し金属アノードの管理方法。
- 前記金属アノード又は前記鋳返し金属アノードに貼付けた前記ラベルに耐溶剤性、耐熱性、耐さっか性、耐酸性、耐水性リボンで印字を施すことを特徴とする請求項1〜4のいずれかに記載の金属アノード又は鋳返し金属アノードの管理方法。
- 前記金属アノード又は前記鋳返し金属アノードに貼付けた前記ラベルで、該ラベルの一部もしくは全部にカラーリングを施し、ラベルを目視により簡易に判断することを特徴とする請求項1〜5のいずれかに記載の金属アノード又は鋳返し金属アノードの管理方法。
- 前記金属アノード又は前記鋳返し金属アノードに貼付けた前記ラベルを手動のハンディラベル貼付器により、巻き取りラベルをセットし、レバーを握ることにより、精確かつ簡易にラベル貼付を可能とすることを特徴とする請求項1〜6のいずれかに記載の金属アノード又は鋳返し金属アノードの管理方法。
- 前記金属アノード又は前記鋳返し金属アノードに貼付けた前記ラベルを、ラベルリーダーにより読み取ることを特徴とする請求項1〜7のいずれかに記載の金属製錬における物量管理方法。
- 高分子系のシートにアクリル系樹脂の糊層を備え、高分子系材料からなるフィルムで表面を保護し、60℃以上120℃以下の粗雑な表面を有する金属アノード又は鋳返し金属アノードに貼付けることにより、前記糊層を軟化させて粘着性を向上させ、電解精製の工程中も継続して前記糊層の粘性を維持させるラベル。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004192260A JP5111723B2 (ja) | 2004-06-29 | 2004-06-29 | 金属アノード又は鋳返し金属アノードの管理方法、金属製錬における物量管理方法、及びラベル |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004192260A JP5111723B2 (ja) | 2004-06-29 | 2004-06-29 | 金属アノード又は鋳返し金属アノードの管理方法、金属製錬における物量管理方法、及びラベル |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006009133A JP2006009133A (ja) | 2006-01-12 |
| JP5111723B2 true JP5111723B2 (ja) | 2013-01-09 |
Family
ID=35776693
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004192260A Expired - Fee Related JP5111723B2 (ja) | 2004-06-29 | 2004-06-29 | 金属アノード又は鋳返し金属アノードの管理方法、金属製錬における物量管理方法、及びラベル |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5111723B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4916491B2 (ja) * | 2008-09-11 | 2012-04-11 | パンパシフィック・カッパー株式会社 | 不良陰極板の選別排除方法及びそのシステム |
| JP4916493B2 (ja) * | 2008-09-18 | 2012-04-11 | パンパシフィック・カッパー株式会社 | 不良陰極板の選別排除方法及びそのシステム |
| JP5591474B2 (ja) * | 2009-01-29 | 2014-09-17 | パンパシフィック・カッパー株式会社 | 電流効率集計システム |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01136985A (ja) * | 1987-11-20 | 1989-05-30 | Mitsubishi Metal Corp | 銅アノードの管理方法 |
| JPH06110388A (ja) * | 1992-02-14 | 1994-04-22 | Lintec Corp | 情報表示シート及びその製造方法 |
| JPH0781725A (ja) * | 1993-09-14 | 1995-03-28 | Csk Corp | Idタグ付き伝票を用いた物品管理システム |
| JPH09244536A (ja) * | 1996-03-14 | 1997-09-19 | Matsushita Electric Ind Co Ltd | ラベル |
| JP3925983B2 (ja) * | 1997-03-04 | 2007-06-06 | 日鉱金属株式会社 | 電解製錬の異常検出方法及びそれを実施する異常検出システム |
| JP2000016415A (ja) * | 1998-07-01 | 2000-01-18 | Towa Seiko Kk | 印字体付きラベル貼着機 |
| JP2000319618A (ja) * | 1999-01-26 | 2000-11-21 | Oji Paper Co Ltd | 粘着シート |
| JP2002356792A (ja) * | 2001-05-31 | 2002-12-13 | Nippon Mining & Metals Co Ltd | 鋳返し粗銅の電解精製に用いる収容籠 |
| JP3945213B2 (ja) * | 2001-10-12 | 2007-07-18 | 株式会社豊田自動織機 | 工程の在庫管理方法 |
| JP2003223104A (ja) * | 2002-01-31 | 2003-08-08 | Sato Corp | 貼り合わせラベル |
-
2004
- 2004-06-29 JP JP2004192260A patent/JP5111723B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006009133A (ja) | 2006-01-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104843486A (zh) | 一种smt物料输送方法及输送系统 | |
| JP5111723B2 (ja) | 金属アノード又は鋳返し金属アノードの管理方法、金属製錬における物量管理方法、及びラベル | |
| JP4588092B2 (ja) | 不良陰極板の選別装置及び不良陰極板の選別方法 | |
| CN205110152U (zh) | 一种自动扫码分料设备 | |
| CN209306017U (zh) | 自动贴标签设备 | |
| TW201039703A (en) | Quality control and inspection process flow for printed circuit board manufacturing | |
| JP4509689B2 (ja) | 金属アノード又は鋳返し金属アノードの管理方法、金属製錬における物量管理方法 | |
| KR101000743B1 (ko) | Qr 코드 인쇄 표지판 및 그 제작 방법 | |
| CN112561017A (zh) | 一种蛇形管焊缝标识追溯系统 | |
| JP2007326700A (ja) | 鋼材の管理方法と管理システム | |
| JP4916493B2 (ja) | 不良陰極板の選別排除方法及びそのシステム | |
| CN104834953A (zh) | 电子元件承载带、电子元件装配装置及标签印刷装置 | |
| JP2008269201A (ja) | Icタグ | |
| JP2009220952A (ja) | コンテナターミナルゲートの受付手続システム | |
| CN114386546A (zh) | 一种rfid物品识别系统 | |
| CN202346045U (zh) | 一种可标识区分的托盘 | |
| KR100800332B1 (ko) | 색깔과 모양이 형성된 라벨을 이용한 유통방법 | |
| CN112801247A (zh) | Inlay贴标写码检测设备及其贴标写码检测的方法 | |
| CN204926145U (zh) | 一种耐高温条码标签 | |
| WO2016097968A1 (en) | Anode rod tracking system for electrolysis plants | |
| JP4916491B2 (ja) | 不良陰極板の選別排除方法及びそのシステム | |
| KR101160002B1 (ko) | Rfid를 이용한 후판 정보 제공 시스템 및 방법 | |
| JP2006225079A (ja) | コンテナシャシの運行管理システム | |
| CN213257689U (zh) | 具有同轴定位功能的激光标记系统 | |
| JP6771420B2 (ja) | 鋼管1本毎の自動識別管理方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20060529 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20060529 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070319 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091221 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100202 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100330 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100427 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100603 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20100818 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110510 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110603 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120306 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120413 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121009 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121010 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151019 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5111723 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313115 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313117 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |