JP5082425B2 - レーザ加工方法、レーザ加工装置、およびスプリングアーム製造方法 - Google Patents
レーザ加工方法、レーザ加工装置、およびスプリングアーム製造方法 Download PDFInfo
- Publication number
- JP5082425B2 JP5082425B2 JP2006341374A JP2006341374A JP5082425B2 JP 5082425 B2 JP5082425 B2 JP 5082425B2 JP 2006341374 A JP2006341374 A JP 2006341374A JP 2006341374 A JP2006341374 A JP 2006341374A JP 5082425 B2 JP5082425 B2 JP 5082425B2
- Authority
- JP
- Japan
- Prior art keywords
- laser beam
- irradiated
- twist
- laser
- return path
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Classifications
-
- G—PHYSICS
- G11—INFORMATION STORAGE
- G11B—INFORMATION STORAGE BASED ON RELATIVE MOVEMENT BETWEEN RECORD CARRIER AND TRANSDUCER
- G11B5/00—Recording by magnetisation or demagnetisation of a record carrier; Reproducing by magnetic means; Record carriers therefor
- G11B5/48—Disposition or mounting of heads or head supports relative to record carriers ; arrangements of heads, e.g. for scanning the record carrier to increase the relative speed
- G11B5/4806—Disposition or mounting of heads or head supports relative to record carriers ; arrangements of heads, e.g. for scanning the record carrier to increase the relative speed specially adapted for disk drive assemblies, e.g. assembly prior to operation, hard or flexible disk drives
- G11B5/4833—Structure of the arm assembly, e.g. load beams, flexures, parts of the arm adapted for controlling vertical force on the head
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49998—Work holding
Landscapes
- Supporting Of Heads In Record-Carrier Devices (AREA)
Description
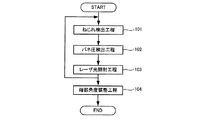
金属製で長尺の被照射体を準備する被照射体準備工程、および
上記被照射体の長手方向における途中部分に対しレーザ光を、この被照射体の幅方向に沿って一端から他端へと向かう往路と、この他端からこの一端へと向かう復路との双方で照射することによりこの被照射体を曲げるレーザ光照射工程を有することを特徴とする。
上記レーザ光照射工程が、上記往路と上記復路とでは、レーザ光の、上記幅方向についての横断速度、上記途中部分に対して照射するレーザ光の出力、および、この途中部分におけるレーザ光のスポット径のうちの少なくともいずれか1つを異ならせて上記被照射体にレーザ光を照射することで上記ねじれ検出工程で検出されたねじれを打ち消す工程であることは好ましい態様である。
上記レーザ光がパルスレーザ光であって、
上記レーザ光照射工程が、上記往路と上記復路とでは、パルスレーザ光のパルス幅およびパルス間隔のうちの少なくとも一方を異ならせて上記被照射体にレーザ光を照射することで上記ねじれ検出工程で検出されたねじれを打ち消す工程であることをことも好ましい態様である。
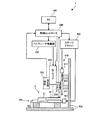
レーザ光を出射する出射口を有するレーザ光出射部、
上記レーザ光が照射される被照射体が固定される固定台、
上記被照射体と上記出射口との間の相対位置を変更する相対位置変更機構、および
上記レーザ光出射部と上記相対位置変更機構とを協働させることにより、上記レーザ光を上記被照射体に対して、この被照射体の一端から他端への往路と、この他端からこの一端への復路との双方で照射させるレーザ光照射制御部を備えたことを特徴とする。
磁気ディスクに記録されたデータにアクセスする磁気ヘッドを端部に保持するスプリングアームを製造するスプリングアーム製造方法において、
曲げ加工を経て上記スプリングアームとなる金属製で長尺の被照射体を準備する準備工程、および
上記被照射体の長手方向における途中部分に対しレーザ光を、この被照射体の幅方向に沿って一端から他端へと向かう往路と、この他端からこの一端へと向かう復路との双方で照射することによりこの被照射体を曲げるレーザ光照射工程を有することを特徴とする。
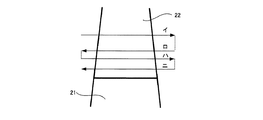
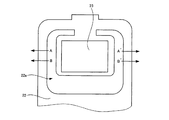
2 金属片
21 ベースプレート
21a 孔
22 フレキシャ
22a 切欠
23 磁気ヘッド
100 PC
200 制御コントローラ
300 パルスレーザ発振器
400 ステージドライバ
410 Zステージ部
411、421 駆動モータ
412 Zステージ
420 X−Yステージ部
422 X−Yステージ
500 フレーム
600 加工ヘッド
700 角度測定器
800 バネ圧測定器
801 接触端子
Claims (8)
- 金属製で長尺の被照射体を準備する被照射体準備工程、
前記被照射体の長手方向における途中部分に対しレーザ光を、該被照射体の幅方向に沿って一端から他端へと向かう往路と、該他端から該一端へと向かう復路との双方で照射することにより該被照射体を曲げるレーザ光照射工程、および
前記被照射体のねじれを検出するねじれ検出工程を備え、
前記レーザ光照射工程が、前記往路と前記復路とでは、レーザ光の、前記幅方向についての横断速度、前記途中部分に対して照射するレーザ光の出力、および、該途中部分におけるレーザ光のスポット径のうちの少なくともいずれか1つを異ならせて、前記被照射体にレーザ光を照射することで前記ねじれ検出工程で検出されたねじれを打ち消す工程であることを特徴とするレーザ加工方法。 - 金属製で長尺の被照射体を準備する被照射体準備工程、
前記被照射体の長手方向における途中部分に対しレーザ光を、該被照射体の幅方向に沿って一端から他端へと向かう往路と、該他端から該一端へと向かう復路との双方で照射することにより該被照射体を曲げるレーザ光照射工程、および
前記被照射体のねじれを検出するねじれ検出工程を備え、
前記レーザ光がパルスレーザ光であって、
前記レーザ光照射工程が、前記往路と前記復路とでは、パルスレーザ光のパルス幅およびパルス間隔のうちの少なくとも一方を異ならせて前記被照射体にレーザ光を照射することで前記ねじれ検出工程で検出されたねじれを打ち消す工程であることを特徴とするレーザ加工方法。 - 前記往路と前記復路とでは、レーザ光が照射される箇所が前記長手方向に異なることを特徴とする請求項1または2記載のレーザ加工方法。
- 前記レーザ光照射工程の後で前記被照射体の端部にレーザ光を照射することで該端部の角度を調整する端部角度調整工程を備えたことを特徴とする請求項1または2記載のレーザ加工方法。
- レーザ光を出射する出射口を有するレーザ光出射部、
前記レーザ光が照射される被照射体が固定される固定台、
前記被照射体と前記出射口との間の相対位置を変更する相対位置変更機構、
前記レーザ光出射部と前記相対位置変更機構とを協働させることにより、前記レーザ光を前記被照射体に対して、該被照射体の一端から他端への往路と、該他端から該一端への復路との双方で照射させるレーザ光照射制御部、および
前記被照射体のねじれを検出するねじれ検出部を備え、
前記レーザ光照射制御部が、前記往路と前記復路とでは、レーザ光の、前記幅方向についての横断速度、前記途中部分に対して照射するレーザ光の出力、および、該途中部分におけるレーザ光のスポット径のうちの少なくともいずれか1つを異ならせて、前記被照射体にレーザ光を照射することで前記ねじれ検出部で検出されたねじれを打ち消すものであることを特徴とするレーザ加工装置。 - レーザ光を出射する出射口を有するレーザ光出射部、
前記レーザ光が照射される被照射体が固定される固定台、
前記被照射体と前記出射口との間の相対位置を変更する相対位置変更機構、
前記レーザ光出射部と前記相対位置変更機構とを協働させることにより、前記レーザ光を前記被照射体に対して、該被照射体の一端から他端への往路と、該他端から該一端への復路との双方で照射させるレーザ光照射制御部、および
前記被照射体のねじれを検出するねじれ検出部を備え、
前記レーザ光がパルスレーザ光であって、
前記レーザ光照射制御部が、前記往路と前記復路とでは、パルスレーザ光のパルス幅およびパルス間隔のうちの少なくとも一方を異ならせて前記被照射体にレーザ光を照射することで前記ねじれ検出部によって検出されたねじれを打ち消すものであることを特徴とするレーザ加工装置。 - 磁気ディスクに記録されたデータにアクセスする磁気ヘッドを端部に保持するスプリングアームを製造するスプリングアーム製造方法において、
曲げ加工を経て前記スプリングアームとなる金属製で長尺の被照射体を準備する準備工程、
前記被照射体の長手方向における途中部分に対しレーザ光を、該被照射体の幅方向に沿って一端から他端へと向かう往路と、該他端から該一端へと向かう復路との双方で照射することにより該被照射体を曲げるレーザ光照射工程、および
前記被照射体のねじれを検出するねじれ検出工程を備え、
前記レーザ光照射工程が、前記往路と前記復路とでは、レーザ光の、前記幅方向についての横断速度、前記途中部分に対して照射するレーザ光の出力、および、該途中部分におけるレーザ光のスポット径のうちの少なくともいずれか1つを異ならせて、前記被照射体にレーザ光を照射することで前記ねじれ検出工程で検出されたねじれを打ち消す工程であることを特徴とするスプリングアーム製造方法。 - 磁気ディスクに記録されたデータにアクセスする磁気ヘッドを端部に保持するスプリングアームを製造するスプリングアーム製造方法において、
曲げ加工を経て前記スプリングアームとなる金属製で長尺の被照射体を準備する準備工程、
前記被照射体の長手方向における途中部分に対しレーザ光を、該被照射体の幅方向に沿って一端から他端へと向かう往路と、該他端から該一端へと向かう復路との双方で照射することにより該被照射体を曲げるレーザ光照射工程、および
前記被照射体のねじれを検出するねじれ検出工程を備え、
前記レーザ光がパルスレーザ光であって、
前記レーザ光照射工程が、前記往路と前記復路とでは、パルスレーザ光のパルス幅およびパルス間隔のうちの少なくとも一方を異ならせて前記被照射体にレーザ光を照射することで前記ねじれ検出工程で検出されたねじれを打ち消す工程であることを特徴とするスプリングアーム製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006341374A JP5082425B2 (ja) | 2006-12-19 | 2006-12-19 | レーザ加工方法、レーザ加工装置、およびスプリングアーム製造方法 |
| US11/974,320 US8008601B2 (en) | 2006-12-19 | 2007-10-12 | Laser processing method, laser processing apparatus and spring arm manufacturing method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006341374A JP5082425B2 (ja) | 2006-12-19 | 2006-12-19 | レーザ加工方法、レーザ加工装置、およびスプリングアーム製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008149355A JP2008149355A (ja) | 2008-07-03 |
| JP5082425B2 true JP5082425B2 (ja) | 2012-11-28 |
Family
ID=39525889
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006341374A Expired - Fee Related JP5082425B2 (ja) | 2006-12-19 | 2006-12-19 | レーザ加工方法、レーザ加工装置、およびスプリングアーム製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US8008601B2 (ja) |
| JP (1) | JP5082425B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20100242790A1 (en) * | 2009-03-24 | 2010-09-30 | Xerox Corporation | Cationically and hybrid curable uv gels |
| JP5808204B2 (ja) * | 2011-09-06 | 2015-11-10 | 日本発條株式会社 | 取付部の位置決め方法、ヘッド・サスペンション半製品の製造方法、及びヘッド・サスペンション半製品 |
| EP2853336B1 (en) * | 2013-09-30 | 2018-07-11 | Airbus Operations GmbH | Method of and system for fabricating a module through welding and peening the weld seam and/or the members |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3549733A (en) * | 1968-12-04 | 1970-12-22 | Du Pont | Method of producing polymeric printing plates |
| JPS63303237A (ja) * | 1987-06-03 | 1988-12-09 | Fujitsu Ltd | レ−ザ光によるばね圧力調整方法 |
| JPH0777063B2 (ja) * | 1988-03-08 | 1995-08-16 | 富士通株式会社 | スプリングアームの成形加工方法 |
| JP2618123B2 (ja) * | 1991-08-28 | 1997-06-11 | 富士通株式会社 | レーザによる金属板曲げ加工方法及び装置 |
| US5712463A (en) * | 1995-09-19 | 1998-01-27 | International Business Machines Corporation | Laser apparatus and method for adjusting the gram load static attitude and flying height of a slider in a head suspension assembly |
| US5687597A (en) * | 1996-05-31 | 1997-11-18 | Hutchinson Technology Incorporated | Gram load adjusting system for magnetic head suspensions |
| JP3614268B2 (ja) | 1997-02-14 | 2005-01-26 | 日本発条株式会社 | ハードディスク用サスペンションのフレキシャひずみ修正装置 |
| JP2000339894A (ja) | 1999-05-25 | 2000-12-08 | Fujitsu Ltd | サスペンション修正方法およびその修正装置 |
| US6837092B1 (en) * | 2000-02-10 | 2005-01-04 | Hutchinson Technology Incorporated | Method for adjusting a head suspension parameter |
| JP3800936B2 (ja) * | 2000-09-04 | 2006-07-26 | 松下電工株式会社 | 金属板の曲げ加工方法及び装置 |
| JP2002260358A (ja) * | 2001-02-28 | 2002-09-13 | Tdk Corp | サスペンション荷重調整方法および装置 |
| GB0125350D0 (en) * | 2001-10-22 | 2001-12-12 | Sigtronics Ltd | PCB formation by laser cleaning of conductive ink |
| SG108878A1 (en) * | 2001-10-30 | 2005-02-28 | Semiconductor Energy Lab | Laser irradiation method and laser irradiation apparatus, and method for fabricating semiconductor device |
| JP4532058B2 (ja) * | 2002-08-26 | 2010-08-25 | 日本発條株式会社 | 修正方法、修正装置及び修正プログラム |
| US7063755B2 (en) * | 2003-08-20 | 2006-06-20 | General Motors Corporation | Method for laser annealing |
| JP4333388B2 (ja) * | 2004-02-05 | 2009-09-16 | 富士通株式会社 | ロール角/ピッチ角独立修正方法及び独立修正制御装置 |
-
2006
- 2006-12-19 JP JP2006341374A patent/JP5082425B2/ja not_active Expired - Fee Related
-
2007
- 2007-10-12 US US11/974,320 patent/US8008601B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US20080142492A1 (en) | 2008-06-19 |
| JP2008149355A (ja) | 2008-07-03 |
| US8008601B2 (en) | 2011-08-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6626036B2 (ja) | 測定機能を有するレーザ加工システム | |
| JP6560678B2 (ja) | レーザー光線、レーザー工具、レーザー機械、機械コントローラを用いた工作物の機械加工方法 | |
| CN101990478B (zh) | 加工控制装置以及激光加工装置 | |
| AU2020298772B2 (en) | Standoff distance monitoring and control for directed energy deposition additive manufacturing systems | |
| JP2007283403A (ja) | レーザ溶接装置およびその調整方法 | |
| US20090128960A1 (en) | Thin plate formation method, thin plate and suspension correction apparatus, and correction method | |
| US6711929B2 (en) | Method and apparatus for adjusting load applied by suspension | |
| JP6592547B2 (ja) | レーザ光の芯出し方法及びレーザ加工装置 | |
| JP5446334B2 (ja) | レーザ溶接装置、およびレーザ溶接方法 | |
| JP5082425B2 (ja) | レーザ加工方法、レーザ加工装置、およびスプリングアーム製造方法 | |
| JP2000339894A (ja) | サスペンション修正方法およびその修正装置 | |
| JP6583099B2 (ja) | レーザ加工装置 | |
| CN108620733B (zh) | 检流计扫描器 | |
| JPWO2009139026A1 (ja) | ガルバノスキャナシステムの駆動パターン作成方法 | |
| CN108700400B (zh) | 用于检测工件表面拓扑结构的测量方法及测量装置 | |
| JP6780544B2 (ja) | レーザ溶接装置 | |
| JP4194458B2 (ja) | レーザマーキング装置及びレーザマーキング装置のワークディスタンス調整方法 | |
| CN114523190A (zh) | 评价方法、评价系统以及激光加工系统 | |
| JP5741417B2 (ja) | レーザー加工ロボットシステム | |
| KR20190008644A (ko) | 작업 품질 검사 기능을 구비한 레이저 클리닝 장치 및 그 방법 | |
| JP2007021551A (ja) | レーザ溶接装置およびレーザ溶接システム | |
| CN119194050A (zh) | 一种航空发动机钛合金叶片强化加工系统及方法 | |
| JP2008073699A (ja) | レーザ加工装置及びレーザ加工装置の制御方法 | |
| CN112676696B (zh) | 控制装置、控制系统以及记录有程序的记录介质 | |
| JP4333388B2 (ja) | ロール角/ピッチ角独立修正方法及び独立修正制御装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090907 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111116 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111122 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120117 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120807 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120820 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5082425 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150914 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |