JP4986996B2 - 湾曲した複合構造要素の製造方法 - Google Patents
湾曲した複合構造要素の製造方法 Download PDFInfo
- Publication number
- JP4986996B2 JP4986996B2 JP2008510069A JP2008510069A JP4986996B2 JP 4986996 B2 JP4986996 B2 JP 4986996B2 JP 2008510069 A JP2008510069 A JP 2008510069A JP 2008510069 A JP2008510069 A JP 2008510069A JP 4986996 B2 JP4986996 B2 JP 4986996B2
- Authority
- JP
- Japan
- Prior art keywords
- ply
- web
- composite
- cap
- curved
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000002131 composite material Substances 0.000 title claims abstract description 100
- 238000000034 method Methods 0.000 title claims abstract description 64
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 59
- 239000000835 fiber Substances 0.000 claims abstract description 66
- 239000000463 material Substances 0.000 claims description 14
- 238000009966 trimming Methods 0.000 claims description 5
- 238000007789 sealing Methods 0.000 claims description 2
- 230000007547 defect Effects 0.000 claims 1
- 239000000758 substrate Substances 0.000 abstract description 8
- 238000005520 cutting process Methods 0.000 abstract description 3
- 239000004744 fabric Substances 0.000 description 18
- 238000009727 automated fiber placement Methods 0.000 description 11
- 230000037303 wrinkles Effects 0.000 description 6
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 5
- 239000004593 Epoxy Substances 0.000 description 4
- 229910052799 carbon Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 229920000049 Carbon (fiber) Polymers 0.000 description 3
- 239000004917 carbon fiber Substances 0.000 description 3
- 238000010276 construction Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 229920002799 BoPET Polymers 0.000 description 2
- 229920002430 Fibre-reinforced plastic Polymers 0.000 description 2
- 239000004760 aramid Substances 0.000 description 2
- 229920003235 aromatic polyamide Polymers 0.000 description 2
- 239000004918 carbon fiber reinforced polymer Substances 0.000 description 2
- 239000011151 fibre-reinforced plastic Substances 0.000 description 2
- 239000011152 fibreglass Substances 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 239000011159 matrix material Substances 0.000 description 2
- 239000011156 metal matrix composite Substances 0.000 description 2
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 2
- 239000010453 quartz Substances 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- 238000003892 spreading Methods 0.000 description 2
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- 229920000271 Kevlar® Polymers 0.000 description 1
- 239000004696 Poly ether ether ketone Substances 0.000 description 1
- 241000826860 Trapezium Species 0.000 description 1
- JUPQTSLXMOCDHR-UHFFFAOYSA-N benzene-1,4-diol;bis(4-fluorophenyl)methanone Chemical compound OC1=CC=C(O)C=C1.C1=CC(F)=CC=C1C(=O)C1=CC=C(F)C=C1 JUPQTSLXMOCDHR-UHFFFAOYSA-N 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 125000003700 epoxy group Chemical group 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- ORQBXQOJMQIAOY-UHFFFAOYSA-N nobelium Chemical compound [No] ORQBXQOJMQIAOY-UHFFFAOYSA-N 0.000 description 1
- 229920001652 poly(etherketoneketone) Polymers 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920002530 polyetherether ketone Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 239000004634 thermosetting polymer Substances 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/18—Handling of layers or the laminate
- B32B38/1808—Handling of layers or the laminate characterised by the laying up of the layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
- B29C70/34—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core and shaping or impregnating by compression, i.e. combined with compressing after the lay-up operation
- B29C70/342—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core and shaping or impregnating by compression, i.e. combined with compressing after the lay-up operation using isostatic pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/10—Isostatic pressing, i.e. using non-rigid pressure-exerting members against rigid parts or dies
- B29C43/12—Isostatic pressing, i.e. using non-rigid pressure-exerting members against rigid parts or dies using bags surrounding the moulding material or using membranes contacting the moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
- B29C70/38—Automated lay-up, e.g. using robots, laying filaments according to predetermined patterns
- B29C70/382—Automated fiber placement [AFP]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
- B29C70/38—Automated lay-up, e.g. using robots, laying filaments according to predetermined patterns
- B29C70/386—Automated tape laying [ATL]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/54—Component parts, details or accessories; Auxiliary operations, e.g. feeding or storage of prepregs or SMC after impregnation or during ageing
- B29C70/545—Perforating, cutting or machining during or after moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0004—Cutting, tearing or severing, e.g. bursting; Cutter details
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/04—Punching, slitting or perforating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/18—Handling of layers or the laminate
- B32B38/1808—Handling of layers or the laminate characterised by the laying up of the layers
- B32B38/1816—Cross feeding of one or more of the layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/18—Handling of layers or the laminate
- B32B38/1858—Handling of layers or the laminate using vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
- B29C70/46—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using matched moulds, e.g. for deforming sheet moulding compounds [SMC] or prepregs
- B29C70/48—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using matched moulds, e.g. for deforming sheet moulding compounds [SMC] or prepregs and impregnating the reinforcements in the closed mould, e.g. resin transfer moulding [RTM], e.g. by vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2063/00—Use of EP, i.e. epoxy resins or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2307/00—Use of elements other than metals as reinforcement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2309/00—Use of inorganic materials not provided for in groups B29K2303/00 - B29K2307/00, as reinforcement
- B29K2309/10—Mica
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/001—Profiled members, e.g. beams, sections
- B29L2031/003—Profiled members, e.g. beams, sections having a profiled transverse cross-section
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
- B29L2031/3076—Aircrafts
- B29L2031/3082—Fuselages
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1002—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1002—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina
- Y10T156/1051—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina by folding
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1052—Methods of surface bonding and/or assembly therefor with cutting, punching, tearing or severing
- Y10T156/1062—Prior to assembly
- Y10T156/1067—Continuous longitudinal slitting
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1052—Methods of surface bonding and/or assembly therefor with cutting, punching, tearing or severing
- Y10T156/1062—Prior to assembly
- Y10T156/1075—Prior to assembly of plural laminae from single stock and assembling to each other or to additional lamina
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1052—Methods of surface bonding and/or assembly therefor with cutting, punching, tearing or severing
- Y10T156/108—Flash, trim or excess removal
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Robotics (AREA)
- Moulding By Coating Moulds (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Forging (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Description
この開示は一般に複合構造に関する。より特定的には、この開示は複合材料からの負荷を担持する構造要素の製造に関する。
複合材料は、自動車、船舶および航空宇宙産業を含むさまざまな産業においてますます用いられている。複合材料は、ボート船体または自動車のボディパネルのような負荷を担持しない構造を生産するために用いられてきた。複合材料は、圧力容器および航空機の胴体などの負荷を担持する構造の製造にも適用されてきた。
1つの局面では、繊維配置および手動または自動のレイアッププロセスの組合せを用いた、構造要素の曲率に沿って位置合わせされた荷重支持繊維を備える湾曲した複合構造要素の半自動製造をいくつかの実施例において可能にする方法が与えられる。
み得る。複合材料は、一般的な繊維配向を含む複数の繊維を含むことができ、ウェブ配置の繊維配向は、曲面の長手方向の中心線と実質的に位置合わせされ得る。この方法はさらに、ウェブプライを硬化するステップを含み得る。
この開示に従う実施例は湾曲した複合構造要素の製造方法を与える。この方法は、高度な繊維配置(AFP)機械を用いて、複合材料の繊維配向が構造要素の曲率と実質的に位置合わせされるように、湾曲した複合ウェブプライを製作することを含み得る。次にウェブプライはトリミングされ、ウェブプライの形状と一致するための曲面を有する製造工具上に置くことができる。
複合テープから構成されるキャッププライを置くことを含み得る。次いで、構造要素レイアップは、複合材料の硬化を可能にするために真空バッグに封止されてもよく、その後に構造要素は検査されて余分の材料がトリミングで取除かれてもよい。複合構造要素のこの製造方法は、ウェブプライ繊維が構造要素の全長に沿ってその曲率と位置合わせされて配向されるという利点を有する。
置(AFP)機械を用いることができる、繊維配置プロセスを含むことができる。当該技術で公知であるように、繊維配置プロセスは、典型的には製造工具または心棒の上に複数の「トウ」(すなわち、一般に「プリプレッグトウ」として知られる、エポキシなどの熱硬化性樹脂材料が予め含浸された、炭素もしくは炭素繊維などの連続的なフィラメントの撚られていない束)またはスリットのある複合テープ(「スリットテープ」)を自動配置することを含む。従来の繊維配置機械は移動可能なペイオフヘッドに複数のトウを分配し、ペイオフヘッドは、トウを平行にし(すなわちトウを平行に並べ)、トウを表面に対して圧縮する1つ以上の圧密ローラを用いてトウを心棒表面に適用する。典型的なトウは、平らにされたとき、約0.12インチから0.25インチの幅がある。さらにこのような機械は、典型的には、配置中に個々のトウを分配し、クランプ締めし、裁断し、再開するための手段を含む。
きる。
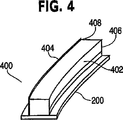
206の上に折重ねることができる。同様に、斜めプライ502を、湾曲したウェブの上に繊維を引張って均一に広げることにより、まず湾曲したウェブ表面202に配置することができ、次に、図1Bに示される例としての構造要素の断面のような「L」形状の断面を形成するために、外部キャップ面の上に折重ねることができる。
、さまざまな実施例は他のプライとの組合せで1つを越えるキャッププライを含んでもよい。このプロセスはステップ910に続く。
棒は、構造要素レイアップの外表面に一致することができる。次に、ステップ920において、構造要素レイアップは、図8に示されるように心棒もしくは他の工具上で真空バッグ内部に封止されている間に、または図7に示されるように凹型の工具もしくは心棒の上で、硬化することができる。上述のように、真空は、複合プライの層の間および複合材料とそれぞれの心棒との間に捉えられた空気を複合材料の内部および真下から取除くことができる。このプロセスはステップ922に続く。
・ ウェブ表面および両方のキャップ面上に45度の斜めプライ、
・ 2つのキャップ面の各々の上のキャッププライ、
・ 2つのキャップ面の各々の上の付加的なキャッププライ、
・ ウェブ表面上のウェブプライおよび2つのキャップ面上のキャッププライ、
・ ウェブ表面およびキャップ面上の45度の斜めプライ、
・ 2つのキャップ面の各々の上のキャッププライ、
・ 2つのキャップ面の各々上の付加的なキャッププライ、
・ ウェブ表面およびキャップ面の上の45度の斜めプライ、
・ ウェブ表面およびキャップ面の上のクロスプライ、
・ ウェブ表面およびキャップ面の上の45度の斜めプライ、
・ 2つのキャップ面の各々の上のキャッププライ、
・ ウェブ表面およびキャップ面上の45度の斜めプライ、
・ ウェブ表面上および2つのキャップ面上のクロスプライ、
・ ウェブ表面およびキャップ面上の45度の斜めプライ。
面に置かれることができる。さらに、0度のウェブプライは、前の例の最後の3つのプライの前にキャッププライと同時に置くことができる。同様に、前の例の後半分のプライ間とは逆順序で、付加的な0度のウェブプライ、2つの付加的なクロスプライおよび2つの付加的な斜めプライを置くことにより、対称なプライ順序を得ることができる。
・ ウェブ表面および両方のキャップ面上の45度の斜めプライ、
・ ウェブ表面およびキャップ面上のクロスプライ、
・ ウェブ表面およびキャップの表面上の45度の斜めプライ、
・ ウェブ表面上のウェブプライおよび2つのキャップ面上のキャッププライ、
・ ウェブ表面およびキャップ面上の45度の斜めプライ、
・ ウェブ表面上および2つのキャップ面上のクロスプライ、
・ ウェブ表面およびキャップ面上の45度の斜めプライ、
・ ウェブ表面上のウェブプライおよび2つのキャップ面上のキャッププライ、
・ ウェブ表面およびキャップ面上の45度の斜めプライ、
・ ウェブ表面上および2つのキャップ面上のクロスプライ、
・ ウェブ表面およびキャップ面上の45度の斜めプライ、
・ ウェブ表面上のウェブプライおよび2つのキャップ面上のキャッププライ。
Claims (8)
- 湾曲した複合構造要素を製造する方法であって、
複合材料を含む湾曲した複合ウェブプライを製造工具上に置くステップを含み、製造工具は平坦な弓形の形状の曲面を含み、複合材料は一般的な繊維配向を含む複数の繊維を含み、ウェブプライの繊維配向は繊維の歪みなく曲面の長手方向の中心線と実質的に位置合わせされ、さらにウェブプライを硬化するステップと、
曲面と交差してキャップ面と曲面との間に隅部を形成する製造工具のキャップ面に複合テープを含むキャッププライを置くステップをさらに含み、複合テープは一般的なテープ繊維配向を含む複数のテープ繊維を含み、テープ繊維配向はキャップ面の長手方向の中心線と実質的に位置合わせされ、キャッププライがウェブプライに合う隅部に沿って接合部が形成される、方法。 - 曲面の上に斜めプライを置くステップをさらに含む、請求項1に記載の方法。
- 曲面の上にクロスプライを置くステップをさらに含む、請求項1に記載の方法。
- 複合材料の真下およびその内部から捉えられている空気を取除くために、製造工具上のウェブプライを含む湾曲した複合構造要素レイアップを真空バッグ内に封止するステップをさらに含む、請求項1に記載の方法。
- レイアップの表面の反対の形状を有する第2の湾曲した製造工具上に、ウェブプライを含む湾曲した複合構造要素レイアップを移送するステップをさらに含む、請求項1に記載の方法。
- ウェブプライを含む湾曲した複合構造要素レイアップを欠陥について検査するステップをさらに含む、請求項1に記載の方法。
- ウェブプライを含む湾曲した複合構造要素レイアップを余分の材料を取除くためにトリミングするステップをさらに含む、請求項1に記載の方法。
- 航空機の製造において用いられる、請求項1に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/119,756 | 2005-05-03 | ||
| US11/119,756 US8632653B2 (en) | 2005-05-03 | 2005-05-03 | Method of manufacturing curved composite structural elements |
| PCT/US2006/016191 WO2006119002A2 (en) | 2005-05-03 | 2006-04-27 | Method of manufacturing curved composite structural elements |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008540168A JP2008540168A (ja) | 2008-11-20 |
| JP4986996B2 true JP4986996B2 (ja) | 2012-07-25 |
Family
ID=36809431
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008510069A Active JP4986996B2 (ja) | 2005-05-03 | 2006-04-27 | 湾曲した複合構造要素の製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US8632653B2 (ja) |
| EP (1) | EP1899146B1 (ja) |
| JP (1) | JP4986996B2 (ja) |
| AT (1) | ATE552099T1 (ja) |
| ES (1) | ES2381988T3 (ja) |
| HK (1) | HK1115098A1 (ja) |
| WO (1) | WO2006119002A2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11529773B2 (en) | 2017-03-17 | 2022-12-20 | Subaru Corporation | Fiber-material molding machine and fiber-material molding method |
Families Citing this family (96)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7249943B2 (en) | 2003-08-01 | 2007-07-31 | Alliant Techsystems Inc. | Apparatus for forming composite stiffeners and reinforcing structures |
| DE602004025482D1 (de) * | 2004-12-06 | 2010-03-25 | Saab Ab | Verfahren zur Herstellung eines gekrümmten Trägers aus Verbundwerkstoff |
| US7943076B1 (en) | 2005-05-03 | 2011-05-17 | The Boeing Company | Method of manufacturing curved composite structural elements |
| US8632653B2 (en) | 2005-05-03 | 2014-01-21 | The Boeing Company | Method of manufacturing curved composite structural elements |
| US20070040350A1 (en) * | 2005-08-19 | 2007-02-22 | Wiswell John R | Recumbent trike |
| EP1775106B1 (en) * | 2005-10-17 | 2010-12-22 | Saab Ab | Manufacturing method for a curved object of composite material and curved object obtained thereby |
| ES2314581T3 (es) * | 2005-12-20 | 2009-03-16 | Saab Ab | Elemento de rigidizacion y procedimiento de fabricacion de un elemento de rigidizacion. |
| US9102103B2 (en) * | 2006-02-02 | 2015-08-11 | The Boeing Company | Thermoplastic composite parts having integrated metal fittings and method of making the same |
| US8333858B2 (en) * | 2006-02-02 | 2012-12-18 | The Boeing Company | Method for fabricating curved thermoplastic composite parts |
| US10449736B2 (en) | 2006-02-02 | 2019-10-22 | The Boeing Company | Apparatus for fabricating thermoplastic composite parts |
| US10232532B1 (en) | 2006-02-02 | 2019-03-19 | The Boeing Company | Method for fabricating tapered thermoplastic composite parts |
| US7807005B2 (en) * | 2006-02-02 | 2010-10-05 | The Boeing Company | Fabrication process for thermoplastic composite parts |
| US8491745B2 (en) * | 2007-02-03 | 2013-07-23 | The Boeing Company | Method and material efficient tooling for continuous compression molding |
| US8691137B2 (en) | 2009-03-04 | 2014-04-08 | The Boeing Company | Method of molding partus using a tool sleeve for mold die |
| JP2010507504A (ja) * | 2006-10-23 | 2010-03-11 | コンストリュクシオン・アンデュストリエル・ド・ラ・メディテラネ・セーエヌイーエム | シリンダー形状部を成型するための複合ツール |
| US7854874B2 (en) * | 2006-11-20 | 2010-12-21 | The Boeing Company | Apparatus and methods for forming hat stiffened composite parts using thermally expansive tooling cauls |
| US8303757B2 (en) * | 2006-12-04 | 2012-11-06 | The Boeing Company | Tensioning device for composite structures |
| EP1932652A1 (en) * | 2006-12-11 | 2008-06-18 | Saab Ab | A method and apparatus for manufacturing a curved elongated structural element |
| EP2117925B1 (en) * | 2007-01-12 | 2017-07-19 | THE NORDAM GROUP, Inc. | Aircraft window erosion shield |
| JP5492768B2 (ja) * | 2007-06-12 | 2014-05-14 | ヘクセル ランフォルセマン | 少なくとも1の撚糸が配置された複合材料の製造方法 |
| ITTO20070557A1 (it) | 2007-07-27 | 2009-01-28 | Alenia Aeronautica Spa | Procedimento di fabbricazione di un elemento curvo in materiale composito |
| US7968169B2 (en) * | 2007-08-07 | 2011-06-28 | The Boeing Company | Compound contoured composite beams and fabrication methods |
| GB2452298B (en) * | 2007-08-30 | 2010-01-13 | Gkn Aerospace Services Ltd | Composite structure |
| FR2920743B1 (fr) * | 2007-09-07 | 2009-12-18 | Airbus France | Cadre de structure en materiau composite et fuselage d'aeronef comportant un tel cadre |
| US8048253B2 (en) * | 2007-09-26 | 2011-11-01 | Fiberforge Corporation | System and method for the rapid, automated creation of advanced composite tailored blanks |
| CA2708269C (en) * | 2007-12-18 | 2013-10-15 | Bell Helicopter Textron Inc. | Rotor blade and method of making same |
| US8152948B2 (en) | 2008-01-09 | 2012-04-10 | The Boeing Company | Contoured composite parts |
| CN101910493B (zh) * | 2008-01-11 | 2013-07-24 | 东丽株式会社 | 弯曲形状强化纤维基材、及使用其的层合体、预成型体、纤维强化树脂复合材料和它们的制造方法 |
| JP5429599B2 (ja) * | 2008-12-24 | 2014-02-26 | 東レ株式会社 | 湾曲形状強化繊維積層体、プリフォーム、繊維強化樹脂複合材料の製造方法 |
| US8349105B2 (en) * | 2008-04-17 | 2013-01-08 | The Boeing Company | Curved composite frames and method of making the same |
| US8932423B2 (en) * | 2008-04-17 | 2015-01-13 | The Boeing Company | Method for producing contoured composite structures and structures produced thereby |
| US9278484B2 (en) | 2008-04-17 | 2016-03-08 | The Boeing Company | Method and apparatus for producing contoured composite structures and structures produced thereby |
| US9090028B2 (en) * | 2008-04-17 | 2015-07-28 | The Boeing Company | Method for producing contoured composite structures and structures produced thereby |
| US9669579B2 (en) | 2008-11-13 | 2017-06-06 | The Boeing Company | Aircraft skin attachment system |
| US20100116938A1 (en) * | 2008-11-13 | 2010-05-13 | Kline William T | Method and apparatus for joining composite structural members and structural members made thereby |
| US8282757B2 (en) | 2009-11-10 | 2012-10-09 | Alliant Techsystems Inc. | Automated composite annular structure forming |
| US9662841B2 (en) | 2009-11-10 | 2017-05-30 | Orbital Atk, Inc. | Radially extending composite structures |
| US8389424B2 (en) * | 2009-11-11 | 2013-03-05 | Albany Engineered Composites, Inc. | Reinforcement for darted Pi preforms |
| US10821653B2 (en) * | 2010-02-24 | 2020-11-03 | Alexander M. Rubin | Continuous molding of thermoplastic laminates |
| US9266279B2 (en) | 2010-07-08 | 2016-02-23 | Orbital Atk, Inc. | Variable material stretch-forming apparatus and methods |
| US8795567B2 (en) | 2010-09-23 | 2014-08-05 | The Boeing Company | Method for fabricating highly contoured composite stiffeners with reduced wrinkling |
| FR2965748B1 (fr) * | 2010-10-06 | 2012-10-26 | Coriolis Composites Attn Olivier Bouroullec | Procede de fabrication de raidisseurs en materiau composite |
| GB2484476B (en) * | 2010-10-11 | 2012-12-12 | Gkn Aerospace Services Ltd | Composite structure |
| US8551380B2 (en) | 2010-11-12 | 2013-10-08 | The Boeing Company | Method of laying up prepreg plies on contoured tools using a deformable carrier film |
| US9387657B2 (en) | 2010-11-12 | 2016-07-12 | The Boeing Company | Method of fabricating a curved composite structure using composite prepreg tape |
| US9701067B2 (en) | 2010-11-12 | 2017-07-11 | The Boeing Company | Method of laying up prepreg plies on contoured tools using a deformable carrier film |
| CN102476455B (zh) * | 2010-11-29 | 2015-07-08 | 上海杰事杰新材料(集团)股份有限公司 | 一种热塑性复合材料车门的制造方法 |
| GB2486231B (en) * | 2010-12-07 | 2013-04-03 | Gkn Aerospace Services Ltd | Composite structure |
| US10169492B2 (en) * | 2011-06-20 | 2019-01-01 | The Boeing Company | Fiber placement optimization for steered-fiber plies |
| US9545757B1 (en) * | 2012-02-08 | 2017-01-17 | Textron Innovations, Inc. | Composite lay up and method of forming |
| US8826957B2 (en) * | 2012-08-31 | 2014-09-09 | General Electric Company | Methods and systems for automated ply layup for composites |
| CA2891264C (en) * | 2012-11-09 | 2021-01-05 | Cubic Tech Corporation | Systems and method for producing three-dimensional articles from flexible composite materials |
| CA2891537C (en) | 2012-11-26 | 2021-02-02 | Ocv Intellectual Capital, Llc | Multi-axial fabrics, polymer-fiber laminates, and bodies incorporating same for connecting applications |
| US9327470B1 (en) * | 2012-12-05 | 2016-05-03 | The Boeing Company | Variable-radius laminated radius filler and system and method for manufacturing same |
| US10828846B2 (en) | 2013-01-07 | 2020-11-10 | The Boeing Company | Method and apparatus for fabricating contoured laminate structures |
| BR112015013772B1 (pt) * | 2013-01-07 | 2021-06-08 | The Boeing Company | método para fabricação de um enrijecedor composto |
| US9314974B2 (en) | 2013-01-07 | 2016-04-19 | The Boeing Company | Method and apparatus for fabricating contoured laminate structures |
| JP6366611B2 (ja) | 2013-03-12 | 2018-08-01 | ディーフェンバッハー ゲゼルシャフト ミット ベシュレンクテル ハフツング マシーネン− ウント アンラーゲンバウDieffenbacher GmbH Maschinen− und Anlagenbau | 先進複合構成部材を製造する方法及びシステム |
| US9789662B2 (en) | 2013-03-13 | 2017-10-17 | Cubic Tech Corporation | Engineered composite systems |
| WO2014160483A1 (en) | 2013-03-13 | 2014-10-02 | Cubic Tech Corporation | Flexible composite systems and methods |
| CA2906068C (en) | 2013-03-13 | 2021-11-09 | Dsm Ip Assets B.V. | Systems and method for producing three-dimensional articles from flexible composite materials |
| DE102013213711A1 (de) * | 2013-07-12 | 2015-01-15 | Brose Fahrzeugteile Gmbh & Co. Kommanditgesellschaft, Hallstadt | Verfahren zur Herstellung eines Strukturbauteils für Kraftfahrzeuge aus einem Organoblech |
| US9579875B2 (en) | 2014-02-04 | 2017-02-28 | The Boeing Company | Bonded tab and tooling device |
| US10399284B2 (en) | 2014-05-16 | 2019-09-03 | The Boeing Company | Method and apparatus for forming contoured composite laminates |
| US9782937B1 (en) | 2014-05-16 | 2017-10-10 | The Boeing Company | Apparatus for forming contoured composite laminates |
| US9630376B2 (en) * | 2014-09-22 | 2017-04-25 | The Boeing Company | Composite filler |
| US9545759B2 (en) * | 2015-01-30 | 2017-01-17 | CGTech | Automated fiber placement with course trajectory compensation |
| DE102015110195A1 (de) * | 2015-06-24 | 2016-12-29 | Airbus Operations Gmbh | Vorrichtung und Verfahren zum Umformen eines Faserhalbzeugs |
| US10434726B1 (en) | 2015-07-13 | 2019-10-08 | The Boeing Company | Forming thermoplastic composite parts having steered fiber orientations |
| US9809297B2 (en) * | 2015-08-26 | 2017-11-07 | The Boeing Company | Structures containing stiffeners having transition portions |
| US10005267B1 (en) | 2015-09-22 | 2018-06-26 | Textron Innovations, Inc. | Formation of complex composite structures using laminate templates |
| US10183735B2 (en) | 2016-02-01 | 2019-01-22 | The Boeing Company | Window frame assembly for aircraft |
| US11077644B2 (en) | 2016-12-14 | 2021-08-03 | The Boeing Company | Material systems and methods of manufacturing material systems |
| US11273622B2 (en) | 2016-12-14 | 2022-03-15 | The Boeing Company | Stiffening elements that comprise integral current flowpaths |
| US11014337B2 (en) | 2016-12-14 | 2021-05-25 | The Boeing Company | Laminate structures comprising fiber-reinforced thermoplastic prepreg plies |
| US11254048B2 (en) * | 2017-02-21 | 2022-02-22 | Kansas State University Research Foundation | Additive manufacturing of continuous fiber thermoplastic composites |
| US10744727B2 (en) | 2017-03-21 | 2020-08-18 | Textron Innovations Inc. | Methods of making a specimen with a predetermined wrinkle defect |
| US10746640B2 (en) | 2017-03-21 | 2020-08-18 | Textron Innovations Inc. | Methods of making a tubular specimen with a predetermined wrinkle defect |
| FR3081369B1 (fr) | 2018-05-28 | 2020-05-08 | Stelia Aerospace | Dispositif et procede de mise en forme d'une piece d'ebauche pour la formation d'une piece thermoplastique structurelle |
| US10618210B2 (en) * | 2018-05-30 | 2020-04-14 | Corning Incorporated | High capacity print station, method of making a polymer composite part, and polymer composite part |
| US10933596B2 (en) * | 2018-06-22 | 2021-03-02 | Spirit Aerosystems, Inc. | System and method for splicing plies in stringer sheets |
| US11014314B2 (en) | 2018-06-28 | 2021-05-25 | The Boeing Company | End effector for forming prepreg plies on highly contoured surfaces |
| US20200086970A1 (en) * | 2018-09-18 | 2020-03-19 | The Boeing Company | Composite fabric wing spar with interleaved tape cap plies |
| US11305498B2 (en) | 2018-12-21 | 2022-04-19 | The Boeing Company | System and method for fabricating a composite ply layup |
| US11318689B2 (en) | 2018-12-21 | 2022-05-03 | The Boeing Company | Ply transporting and compacting apparatus and method therefor |
| US11220074B2 (en) | 2019-01-07 | 2022-01-11 | Goodrich Corporation | Reduced wrinkles in multi-section composite tank |
| US11511502B2 (en) * | 2019-08-27 | 2022-11-29 | Spirit Aerosystems, Inc. | Method for securing core to tool during machining |
| ES2958761T3 (es) * | 2019-11-13 | 2024-02-14 | Airbus Operations Slu | Dispositivo y método de formación de un laminado compuesto para obtener un perfil en forma de Z |
| JP7404499B2 (ja) * | 2020-02-28 | 2023-12-25 | 三菱重工業株式会社 | 積層体および複合材製造方法 |
| CN111483156B (zh) * | 2020-04-08 | 2021-02-02 | 北京航天新风机械设备有限责任公司 | 一种复合材料大型薄壁含筋半罩铺层方法 |
| US20220016856A1 (en) * | 2020-07-16 | 2022-01-20 | Honeywell Federal Manufacturing & Technologies, Llc | Customized composite debulking caul |
| CN111844809A (zh) * | 2020-08-17 | 2020-10-30 | 沈阳飞机工业(集团)有限公司 | 复合材料c型框辅助铺叠工具及其使用方法 |
| CN112078148B (zh) * | 2020-08-18 | 2022-03-04 | 武汉大学 | 一种应用于曲面的复合材料自动铺放装置 |
| CN113478868B (zh) * | 2021-05-25 | 2023-05-05 | 贵州石鑫玄武岩科技有限公司 | 一种层切式复合材料板簧生产装置 |
| CN115107299B (zh) * | 2022-07-05 | 2024-02-09 | 江西昌兴航空装备股份有限公司 | 一种垂尾整体梁铺贴方法 |
| CN116782439B (zh) * | 2023-08-23 | 2023-11-17 | 哈尔滨远驰航空装备有限公司 | 电加热复合材料结构及其成型方法 |
Family Cites Families (90)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB763972A (en) | 1953-09-30 | 1956-12-19 | Andre Rubber Co | Improvements in or relating to flexible couplings for pipes |
| US3042562A (en) | 1959-05-04 | 1962-07-03 | Dow Chemical Co | Product and method for production of articles having compound curves |
| US3259021A (en) | 1961-05-05 | 1966-07-05 | North American Aviation Inc | Multiple purpose fabrication apparatus and method |
| US3556922A (en) * | 1968-08-27 | 1971-01-19 | Du Pont | Fiber-resin composite of polyamide and inorganic fibers |
| US3775219A (en) * | 1971-04-05 | 1973-11-27 | Goldsworthy Eng Inc | Composite-tape placement head |
| US4208238A (en) * | 1977-07-11 | 1980-06-17 | Grumman Aerospace Corporation | Gantry for use in the manufacture of laminar structures |
| US4133711A (en) * | 1977-07-11 | 1979-01-09 | Grumman Aerospace Corporation | Automated integrated composite lamination system |
| US4249704A (en) | 1978-04-25 | 1981-02-10 | Mitsubishi Denki Kabushiki Kaisha | Automatic taping apparatus |
| US4305903A (en) * | 1980-02-25 | 1981-12-15 | Norris Industries, Inc. | Composite fiber reinforced member and method |
| DE3249987C2 (de) | 1981-06-22 | 1995-08-17 | Vought Aircraft Co | Vorrichtung für die Herstellung eines Formteils |
| GB2101519B (en) | 1981-06-22 | 1986-03-19 | Vought Corp | Apparatus for tape laying and manufacture of composite structures |
| US4591402A (en) | 1981-06-22 | 1986-05-27 | Ltv Aerospace And Defense Company | Apparatus and method for manufacturing composite structures |
| GB8305749D0 (en) * | 1983-03-02 | 1983-04-07 | British Aerospace | Tape laying apparatus |
| US4588466A (en) * | 1983-04-08 | 1986-05-13 | Vektronics Manufacturing, Inc. | Tape laying method and apparatus |
| US4576849A (en) | 1983-06-06 | 1986-03-18 | Hercules Incorporated | Curved composite beam |
| US4461669A (en) * | 1983-09-30 | 1984-07-24 | The Boeing Company | Pivotal mount for laminating head |
| US4475976A (en) * | 1983-12-23 | 1984-10-09 | The Boeing Company | Method and apparatus for forming composite material articles |
| US4726924A (en) | 1984-06-28 | 1988-02-23 | The Boeing Company | Method of planar forming of zero degree composite tape |
| US4720255A (en) * | 1984-06-28 | 1988-01-19 | The Boeing Company | Apparatus for planar forming of zero degree composite tape |
| JPS61290038A (ja) * | 1985-06-19 | 1986-12-20 | Agency Of Ind Science & Technol | Frpテ−プの自動貼着方法および装置 |
| US4696707A (en) * | 1987-08-18 | 1987-09-29 | The Ingersoll Milling Machine Company | Composite tape placement apparatus with natural path generation means |
| FR2590069B1 (fr) | 1985-11-14 | 1987-12-11 | Alsthom | Enrubanneuse pour l'enrubannage a chaud d'un conducteur electrique |
| US4955803A (en) * | 1986-02-03 | 1990-09-11 | The Board Of Trustees Of The Leland Stanford Junior University | Apparatus for forming fiber composite materials |
| US4750965A (en) * | 1986-03-28 | 1988-06-14 | The Ingersoll Milling Machine Company | Adaptive control for tape laying head having natural path generation |
| US4867834A (en) | 1986-04-07 | 1989-09-19 | Hercules | Filament winding system |
| US4847063A (en) | 1987-12-02 | 1989-07-11 | Fiber Materials, Inc. | Hollow composite body having an axis of symmetry |
| FR2635484B1 (fr) | 1988-08-18 | 1991-04-05 | Aerospatiale | Procede et dispositifs de fabrication de pieces planes incurvees en materiau composite |
| US5358583A (en) * | 1988-10-19 | 1994-10-25 | E. I. Du Pont De Nemours And Company | Apparatus and method for shaping fiber reinforced resin matrix materials and product thereof |
| US5038291A (en) * | 1989-04-03 | 1991-08-06 | General Electric Company | Computerized ply pattern generation |
| US5338806A (en) * | 1989-11-02 | 1994-08-16 | The United States Of America As Represented By The Administrator Of The National Aeronautics And Space Administration | Tough, processable simultaneous semi-interpenetrating polyimides |
| US5431984A (en) | 1990-12-11 | 1995-07-11 | Avco Corporation | Composite preforms with groves for fibers and groves for off-gassing |
| CA2057201C (en) * | 1990-12-19 | 1998-05-19 | Vernon M. Benson | Multiple axes fiber placement machine |
| EP0496695A3 (en) | 1991-01-15 | 1993-04-21 | United Technologies Corporation | A unitary, multi-legged helicopter rotor flexbeam made solely of composite materials and the method of manufacturing same |
| US5292475A (en) * | 1992-03-06 | 1994-03-08 | Northrop Corporation | Tooling and process for variability reduction of composite structures |
| DE4208670C2 (de) * | 1992-03-18 | 1995-02-02 | Peguform Werke Gmbh | Verfahren zur Herstellung von Trägern aus faserverstärkten Kunststoffen für Kraftfahrzeug-Stoßfänger sowie derartige Träger |
| US5242523A (en) | 1992-05-14 | 1993-09-07 | The Boeing Company | Caul and method for bonding and curing intricate composite structures |
| US5431749A (en) * | 1993-09-30 | 1995-07-11 | The Ingersoll Milling Machine Company | Tape laying head with curved tape laying capability and improved adaptive steering |
| US5538589A (en) * | 1994-08-31 | 1996-07-23 | The Boeing Company | Composite stringer assembly machine |
| JPH08187788A (ja) * | 1995-01-10 | 1996-07-23 | Toray Ind Inc | 円弧状frp体の製造方法および装置 |
| US5648109A (en) * | 1995-05-03 | 1997-07-15 | Massachusetts Institute Of Technology | Apparatus for diaphragm forming |
| FR2766407B1 (fr) | 1997-07-22 | 1999-10-15 | Aerospatiale | Procede de fabrication de pieces de grandes dimensions en materiau composite a matrice thermoplastique, telles que des troncons de fuselage d'aeronefs |
| DE69812405T2 (de) | 1997-11-05 | 2004-01-08 | Sikorsky Aircraft Corp., Stratford | Zuführsteuerungssystem für faserauflegevorrichtungen |
| GB9828368D0 (en) | 1998-12-22 | 1999-02-17 | British Aerospace | Forming reinforcing components |
| DE19909869C2 (de) | 1999-03-08 | 2001-05-10 | Daimler Chrysler Ag | Verfahren zur Herstellung eines Verkleidungsteils |
| JP2001038752A (ja) * | 1999-07-30 | 2001-02-13 | Fuji Heavy Ind Ltd | 複合材曲面パネルの成形装置及び成形方法 |
| FR2808472B1 (fr) | 2000-05-05 | 2003-02-28 | Aerospatiale Matra Airbus | Procede de fabrication d'un panneau en materiau composite a bandes raidisseurs et panneau ainsi obtenu |
| US6451152B1 (en) | 2000-05-24 | 2002-09-17 | The Boeing Company | Method for heating and controlling temperature of composite material during automated placement |
| DE10031510A1 (de) | 2000-06-28 | 2002-01-17 | Airbus Gmbh | Strukturbauteil für ein Flugzeug |
| US6454893B1 (en) | 2000-08-24 | 2002-09-24 | Lockheed Martin Corporation | Method of shaping continuous fiber lamina to an undulated surface by cutting individual fibers |
| RU2248879C2 (ru) | 2000-11-21 | 2005-03-27 | Еадс Дойчланд Гмбх | Конфекционно-технический способ, затяжной модуль и держатель сшиваемого материала для формирования текстильных заготовок для изготовления армированных волокнами пластмассовых деталей |
| US6723271B2 (en) | 2001-04-16 | 2004-04-20 | W. Scott Hemphill | Method and apparatus for making composite parts |
| US6648273B2 (en) | 2001-10-30 | 2003-11-18 | The Boeing Company | Light weight and high strength fuselage |
| US7014806B2 (en) * | 2002-03-08 | 2006-03-21 | Airbus Deutschland Gmbh | Method for producing a three-dimensional fiber reinforced ring frame component |
| EP1342554B1 (de) | 2002-03-08 | 2010-02-03 | Airbus Deutschland GmbH | Verfahren zum Herstellen textiler Vorformlinge aus textilen Halbzeugen |
| EP1342553B1 (de) | 2002-03-08 | 2016-05-18 | Airbus Operations GmbH | Verfahren zum Herstellen eines Fensterrahmens für Flugzeuge aus faserverstärktem Kunststoff und Vorrichtung zur Durchführung des Verfahrens |
| JP3999031B2 (ja) | 2002-04-26 | 2007-10-31 | 東京特殊電線株式会社 | 角形断面マグネットワイヤの製造方法 |
| WO2003099545A1 (fr) | 2002-05-29 | 2003-12-04 | Societe De Technologie Michelin | Appareil et procede d'application d'une bandelette sur une surface rotative |
| US7138167B2 (en) * | 2002-08-12 | 2006-11-21 | Shikibo Ltd. | Preform precursor for fiber-reinforced composite material, preform for fiber-reinforced composite material, and method of manufacturing the precursor and the preform |
| US7137182B2 (en) | 2002-11-22 | 2006-11-21 | The Boeing Company | Parallel configuration composite material fabricator |
| JP4286563B2 (ja) | 2003-03-14 | 2009-07-01 | シキボウ株式会社 | 複合材料用ドライプリフォームとその製造方法および製造装置 |
| US7384585B2 (en) * | 2003-01-14 | 2008-06-10 | Shikibo Ltd. | Method for producing dry preform for composite material |
| FR2853914B1 (fr) | 2003-04-17 | 2005-11-25 | Hexcel Fabrics | Procede et installation de fabrication d'une preforme de renfort |
| US7249943B2 (en) | 2003-08-01 | 2007-07-31 | Alliant Techsystems Inc. | Apparatus for forming composite stiffeners and reinforcing structures |
| JP3742082B2 (ja) * | 2003-08-08 | 2006-02-01 | 株式会社ジャムコ | 曲率を有した繊維強化プラスチック部材の連続成形方法及び装置 |
| US7527222B2 (en) * | 2004-04-06 | 2009-05-05 | The Boeing Company | Composite barrel sections for aircraft fuselages and other structures, and methods and systems for manufacturing such barrel sections |
| US7134629B2 (en) * | 2004-04-06 | 2006-11-14 | The Boeing Company | Structural panels for use in aircraft fuselages and other structures |
| JP2006056022A (ja) * | 2004-08-17 | 2006-03-02 | Murata Mach Ltd | 湾曲したfrp桁材用の強化繊維プリフォームの製作方法 |
| US7842145B2 (en) | 2004-10-05 | 2010-11-30 | The Boeing Company | Method for laying composite tape |
| DE602004025482D1 (de) | 2004-12-06 | 2010-03-25 | Saab Ab | Verfahren zur Herstellung eines gekrümmten Trägers aus Verbundwerkstoff |
| ES2267367B1 (es) | 2004-12-30 | 2009-05-01 | Airbus España S.L. | Procedimiento y util para el encintado de moldes de piezas curvas. |
| EP1685947B1 (en) | 2005-02-01 | 2011-04-13 | Honda Motor Co., Ltd. | Method for the manufacture of FRP composites |
| US8632653B2 (en) | 2005-05-03 | 2014-01-21 | The Boeing Company | Method of manufacturing curved composite structural elements |
| US7943076B1 (en) | 2005-05-03 | 2011-05-17 | The Boeing Company | Method of manufacturing curved composite structural elements |
| DE102005028765B4 (de) | 2005-06-22 | 2016-01-21 | Airbus Operations Gmbh | Verfahren zur Herstellung eines Verstärkungsprofils |
| US7469735B2 (en) | 2005-08-03 | 2008-12-30 | The Boeing Corporation | Composite structural element fabricating device and method |
| ES2314581T3 (es) | 2005-12-20 | 2009-03-16 | Saab Ab | Elemento de rigidizacion y procedimiento de fabricacion de un elemento de rigidizacion. |
| ATE405413T1 (de) * | 2005-12-20 | 2008-09-15 | Saab Ab | Versteifungselement und verfahren zu dessen herstellung |
| US7747421B2 (en) | 2005-12-23 | 2010-06-29 | The Boeing Company | Head assignment modeling and simulation |
| EP1972426B1 (en) | 2005-12-29 | 2015-11-11 | Airbus Operations S.L. | Method and tools for producing ring frames from a composite material |
| US8333858B2 (en) | 2006-02-02 | 2012-12-18 | The Boeing Company | Method for fabricating curved thermoplastic composite parts |
| CA2643185C (en) | 2006-03-08 | 2013-08-27 | Toray Industries, Inc. | Process, and apparatus, for producing reinforcing fiber molding |
| US8449709B2 (en) | 2007-05-25 | 2013-05-28 | The Boeing Company | Method of fabricating fiber reinforced composite structure having stepped surface |
| JP5429599B2 (ja) | 2008-12-24 | 2014-02-26 | 東レ株式会社 | 湾曲形状強化繊維積層体、プリフォーム、繊維強化樹脂複合材料の製造方法 |
| JP5278790B2 (ja) | 2008-01-11 | 2013-09-04 | 東レ株式会社 | 繊維強化樹脂複合材料の製造方法および製造装置 |
| CN101910493B (zh) | 2008-01-11 | 2013-07-24 | 东丽株式会社 | 弯曲形状强化纤维基材、及使用其的层合体、预成型体、纤维强化树脂复合材料和它们的制造方法 |
| US8932423B2 (en) | 2008-04-17 | 2015-01-13 | The Boeing Company | Method for producing contoured composite structures and structures produced thereby |
| US9090028B2 (en) | 2008-04-17 | 2015-07-28 | The Boeing Company | Method for producing contoured composite structures and structures produced thereby |
| US8349105B2 (en) | 2008-04-17 | 2013-01-08 | The Boeing Company | Curved composite frames and method of making the same |
| US9278484B2 (en) | 2008-04-17 | 2016-03-08 | The Boeing Company | Method and apparatus for producing contoured composite structures and structures produced thereby |
| US8709576B2 (en) | 2008-11-21 | 2014-04-29 | Airbus Operations (Sas) | Curved structural part made of composite material and a process for manufacturing such a part |
-
2005
- 2005-05-03 US US11/119,756 patent/US8632653B2/en not_active Expired - Fee Related
-
2006
- 2006-04-27 WO PCT/US2006/016191 patent/WO2006119002A2/en active Application Filing
- 2006-04-27 EP EP06769909A patent/EP1899146B1/en not_active Revoked
- 2006-04-27 JP JP2008510069A patent/JP4986996B2/ja active Active
- 2006-04-27 AT AT06769909T patent/ATE552099T1/de active
- 2006-04-27 ES ES06769909T patent/ES2381988T3/es active Active
-
2008
- 2008-09-11 HK HK08110115.1A patent/HK1115098A1/xx not_active IP Right Cessation
-
2013
- 2013-11-18 US US14/082,839 patent/US9630390B2/en not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11529773B2 (en) | 2017-03-17 | 2022-12-20 | Subaru Corporation | Fiber-material molding machine and fiber-material molding method |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1899146A2 (en) | 2008-03-19 |
| WO2006119002A3 (en) | 2007-04-05 |
| ATE552099T1 (de) | 2012-04-15 |
| HK1115098A1 (en) | 2008-11-21 |
| JP2008540168A (ja) | 2008-11-20 |
| US8632653B2 (en) | 2014-01-21 |
| EP1899146B1 (en) | 2012-04-04 |
| ES2381988T3 (es) | 2012-06-04 |
| WO2006119002A2 (en) | 2006-11-09 |
| US20060249868A1 (en) | 2006-11-09 |
| US9630390B2 (en) | 2017-04-25 |
| US20140069576A1 (en) | 2014-03-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4986996B2 (ja) | 湾曲した複合構造要素の製造方法 | |
| US7943076B1 (en) | Method of manufacturing curved composite structural elements | |
| US7469735B2 (en) | Composite structural element fabricating device and method | |
| KR102027013B1 (ko) | 형상화된 복합재 구조물을 제조하는 방법, 장치 및 그에 의해 생산된 구조물 | |
| US6553734B1 (en) | Composite structural panel with undulated body | |
| EP2452807B1 (en) | Method for minimizing fiber distortion during fabrication of one-piece composite barrel section | |
| US8535784B2 (en) | Contoured composite parts | |
| US9724891B2 (en) | Bead-stiffened composite parts | |
| US20120237356A1 (en) | Wind turbine blade and its producing method | |
| US11453181B2 (en) | Preform figuring method, composite material shaping method, composite material, and aircraft structural part | |
| US8419886B2 (en) | Method of manufacturing composite parts | |
| US10661511B2 (en) | Anisotropic reinforcement of composite structures |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20081125 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20091111 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20100217 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20100217 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110215 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20110516 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20110526 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110608 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110927 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20111227 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20120110 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120112 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120327 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120424 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4986996 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150511 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |