JP4961180B2 - プリント配線板 - Google Patents
プリント配線板 Download PDFInfo
- Publication number
- JP4961180B2 JP4961180B2 JP2006231821A JP2006231821A JP4961180B2 JP 4961180 B2 JP4961180 B2 JP 4961180B2 JP 2006231821 A JP2006231821 A JP 2006231821A JP 2006231821 A JP2006231821 A JP 2006231821A JP 4961180 B2 JP4961180 B2 JP 4961180B2
- Authority
- JP
- Japan
- Prior art keywords
- wiring layer
- layer
- core material
- wiring board
- printed wiring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images








Landscapes
- Production Of Multi-Layered Print Wiring Board (AREA)
Description
特許文献1に記載のプリント配線板は、その厚さ方向に、配線層と絶縁層とが交互に複数積層された積層構造を有し、隣り合う配線層同士は、介在する絶縁層(樹脂シート)を貫通するバンプによってそれぞれ電気的に接続されている。
そこで、プリント配線板の剛性をさらに向上させることが望まれている。
しかしながら、特許文献1に記載のプリント配線板は、重なり合う複数のシート状補強材を有する絶縁層をバンプで貫通させることが困難であるため、隣り合う配線層同士間で導通不良となる場合がある。
従って、通常、特許文献1に記載のプリント配線板では、各絶縁層に含まれるシート状補強材の枚数はそれぞれ1枚であるため、その剛性のさらなる向上が望まれる。
1)絶縁性を有する板状であって、一面側に第1の配線層(29)を有し他面側に第2の配線層(18)を有する第1のコア材(1)と、絶縁性を有する板状であって、一面側に第3の配線層(8)を有し他面側に第4の配線層(27)を有する第2のコア材(1)とが、前記第2の配線層と前記第3の配線層とが互いに向き合うようにして、絶縁層(23)を介して貼り合わされ、前記第1の配線層と前記第2の配線層とは前記第1のコア材を貫通する第1のビア(14)によって電気的に接続され、前記第2の配線層と前記第3の配線層とは前記絶縁層を貫通する導電性を有するバンプ(21)によって電気的に接続され、前記第3の配線層と前記第4の配線層とは前記第2のコア材を貫通する第2のビア(4)によって電気的に接続されてなり、前記第1のビアは、前記第1の配線層、前記第1のコア材及び前記第2の配線層を共に貫通して形成され、前記第1及び第2の配線層を電気的に接続する導電性を有した第1の充填材で満たされた第1の貫通孔を含み、前記第2のビアは、前記第3の配線層、前記第2のコア材及び前記第4の配線層を共に貫通して形成され、前記第3及び第4の配線層を電気的に接続する導電性を有した第2の充填材で満たされた第2の貫通孔を含み、前記バンプは、前記第1の貫通孔から前記第2の貫通孔に向けて先細の円錐状をなし、前記第2の貫通孔を満たす前記第2の充填材中に埋め込まれた尖端を有することを特徴とするプリント配線板(80)である。
2)前記第1及び第2の充填材は、銅ペーストからなり、前記バンプは、銀ペーストからなることを特徴とする1)項記載のプリント配線板である。
3)前記第1のコア材は、絶縁性を有する第1の樹脂(1b)と、前記第1の樹脂の内部に前記第1のコア材の面に沿って重なって複数配置された第1のシート状補強材(1a)とを有し、前記第2のコア材は、絶縁性を有する第2の樹脂(1b)と、前記第2の樹脂の内部に前記第2のコア材の面に沿って重なって複数配置された第2のシート状補強材(1a)とを有することを特徴とする1)項または2)項記載のプリント配線板である。
4)前記第1のシート状補強材及び前記第2のシート状補強材は、ガラスクロス、アラミドクロス、ガラス不織布、及びアラミド不織布のいずれかであることを特徴とする3)項記載のプリント配線板である。
まず、本発明のプリント配線板の第1参考例をA1工程〜A5工程として図1〜図5を用いて説明する。
図1〜図5は、本発明のプリント配線板の第1参考例におけるA1工程〜A5工程をそれぞれ説明するための模式的断面図である。
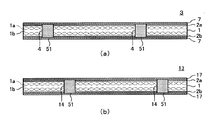
絶縁性を有する板状のコア材1の両面側に銅箔2a,2bが貼り合わされた、所謂、両面銅張り板を2枚準備する。
コア材1は、エポキシ樹脂等の絶縁性を有する樹脂1bと、この樹脂1b中にコア材1の面に直交する方向、即ちコア材1の厚さ方向に配置された2枚のシート状補強材1aとを有して構成されている。
シート状補強材1aとして、ガラスクロス,アラミドクロス,ガラス不織布,アラミド不織布等を用いることができる。
第1参考例では、コア材1の厚さを0.2mmとし、銅箔2a,2bの厚さをそれぞれ12μmとした。
なお、第1の両面銅張り板3及び第2の両面銅張り板13において、コア材1の厚さ及び銅箔2a,2bの厚さはこれに限定されるものではなく、第1の両面銅張り板3と第2の両面銅張り板13とでコア材1の厚さや銅箔2a,2bの厚さがそれぞれ異なっていてもよい。
貫通孔4,14は、ドリル加工やレーザ加工により形成することができる。
第1参考例では、貫通孔4,14の孔径をそれぞれ0.1mmとした。
従って、貫通孔4のアスペクト比(貫通孔4の孔径に対するコア材1の厚さの比率)、及び、貫通孔14のアスペクト比(貫通孔14の孔径に対するコア材1の厚さの比率)は、それぞれ2である。
第1の両面銅張り板3において、貫通孔4の内壁を覆うように、銅箔2a,2bのそれぞれの表面に、例えば、銅からなる第1めっき層5を形成する。
また、第2の両面銅張り板13において、貫通孔14の内壁を覆うように、銅箔2a,2bのそれぞれの表面に、例えば、銅からなる第2めっき層15を形成する。
第1めっき層5及び第2めっき層15は、例えば、無電解銅めっきを行った後、さらに電解銅めっきを行うことで形成することができる。
第1参考例では、第1めっき層5及び第2めっき層15の厚さがそれぞれ約15μmとなるように、めっき条件を設定した。
詳しくは、充填材6である孔埋め用絶縁性樹脂インクを、例えばスクリーン印刷法により、貫通孔4,14のそれぞれの内部に充填させた後に硬化させ、第1めっき層5及び第2めっき層15の表面より突出して硬化した余分なインクを、例えばバフ研磨により除去して平坦な表面を形成する。孔埋め用インクとしては市販の孔埋め用インクを使用することができる。また、他の充填方法としてロールコート法を用いることができる。
第1の両面銅張り板3において、充填材6の露出部を覆うように、第1めっき層5の表面に、例えば、銅からなる第3めっき層7を形成する。
また、第2両面銅張り板13において、充填材6の露出部を覆うように、第2めっき層15の表面に、例えば、銅からなる第4めっき層17を形成する。
第3めっき層7及び第4めっき層17は、上述した第1めっき層5及び第2めっき層15と同様の方法によって形成することができる。
第1参考例では、第3めっき層7及び第4めっき層17の厚さがそれぞれ約10μmとなるように、めっき条件を設定した。
また、フォトリソ法により、第2の両面銅張り板13の一面A13側の第4めっき層17,第2めっき層15,及び銅箔2aを部分的にエッチングして、第2配線層18を形成する。
バンプ21は周知の方法によって形成することができる。
第1参考例では、Ag(銀)ペーストをスクリーン印刷法によって印刷して、高さH21が80μmであり第2配線層18と接する底部の直径R21が80μmであるバンプ21を形成した。
図4(a)に示すように、第1の両面銅張り板3の一面A3と第2の両面銅張り板13の一面A13とを互いに向き合わせて、第1の両面銅張り板3と第2の両面銅張り板13とを、未硬化状態のプリプレグ23を介して加圧及び加熱することにより、プリプレグ23が硬化されて、図4(b)に示す第1の両面銅張り板3と第2の両面銅張り板13とが貼り合わされた4層シールド板25を得る。
プリプレグ23は、未硬化状態のエポキシ樹脂等の絶縁性を有する樹脂23bと、この樹脂23bの内部に配置されたシート状補強材23aとを有して構成されている。
シート状補強材23aとして、ガラスクロス、アラミドクロス、ガラス不織布、アラミド不織布等を用いることができる。
第1参考例では、未硬化状態のプリプレグ23の厚さを60μmとした。
また、上述した貼り合わせによって、バンプ21はプリプレグ23を貫通して第1配線層8に電気的に接続される。
フォトリソ法により、4層シールド板25における一面B3側の第3めっき層7,第1めっき層5,及び銅箔2bを部分的にエッチングして第3配線層27を形成し、4層シールド板25における他面B13側の第4めっき層17,第2めっき層15,及び銅箔2bを部分的にエッチングして第4配線層29を形成する。
また、この4層プリント配線板40は、第2配線層18と第4配線層29とが第2めっき層15で内壁が覆われた貫通孔(導通孔またはビアと称する場合がある)14によって電気的に接続されるので、面に沿って複数重なって配置されたガラスクロス等のシート状補強材を含むコア材を介して配線層同士を接続することが可能になるため、作製されたプリント配線板の剛性を向上させることができる。
次に、本発明のプリント配線板の第2参考例をB1工程〜B3工程として図6〜図8を用いて説明する。
図6〜図8は、本発明のプリント配線板の第2参考例におけるB1工程〜B3工程をそれぞれ説明するための模式的断面図である。
第1参考例では第1めっき層5及び第2めっき層15を形成したが、第2参考例は、これらのめっき層5,15を形成せずに、導電性を有する充填材51を用いて配線層同士を電気的に接続することを特徴の1つとしている。
なお、第1参考例と同じ構成部には、第1参考例と同じ符号を付すこととする。
まず、上述した第1参考例のA1工程と同様の工程を行う。
次に、貫通孔4,14のそれぞれの内部に導電性を有する充填材51を充填する。
詳しくは、充填材51であるCu(銅)ペーストを、例えばスクリーン印刷法により、貫通孔4,14のそれぞれの内部に充填させた後に硬化させ、銅箔2a,2bの表面より突出して硬化した余分なCuペーストを、例えばバフ研磨により除去して平坦な表面を形成する。
また、第2の両面銅張り板13において、充填材51の露出部を覆うように、第2めっき層15の表面に、例えば、銅からなる第4めっき層17を形成する。
第2参考例における第3めっき層7及び第4めっき層17の形成方法及び厚さは、第1参考例と同じである。
次に、フォトリソ法により、第1の両面銅張り板3の一面A3側の第3めっき層7及び銅箔2aを部分的にエッチングして第1配線層8aを形成する。
また、フォトリソ法により、第2の両面銅張り板13の一面A13側の第4めっき層17及び銅箔2aを部分的にエッチングして第2配線層18aを形成する。
その後、第1参考例と同様の工程を行って、4層シールド板25aを形成する。
次に、フォトリソ法により、4層シールド板25aにおける一面B3a側の第3めっき層7及び銅箔2bを部分的にエッチングして第3配線層27aを形成し、4層シールド板25aにおける他面B13a側の第4めっき層17及び銅箔2bを部分的にエッチングして第4配線層29aを形成する。
また、この4層プリント配線板60は、第2配線層18aと第4配線層29aとが内部に導電性を有する充填材51が充填された貫通孔(導通孔またはビアと称する場合がある)14によって電気的に接続されるので、面に沿って複数重なって配置されたガラスクロス等のシート状補強材を含むコア材を介して配線層同士を接続することが可能になるため、作製されたプリント配線板の剛性を向上させることができる。
次に、本発明のプリント配線板の実施例を図9を用いて説明する。
図9は、本発明のプリント配線板の実施例を説明するための模式的断面図である。
なお、第1参考例及び第2参考例と同じ構成部には、第1参考例及び第2参考例と同じ符号を付すこととする。
また、この4層プリント配線板80は、第2配線層18bと第4配線層29bとが内部に導電性を有する充填材51が充填された貫通孔(導通孔またはビアと称する場合がある)14によって電気的に接続されるので、面に沿って複数重なって配置されたガラスクロス等のシート状補強材を含むコア材を介して配線層同士を接続することが可能になるため、作製されたプリント配線板の剛性を向上させることができる。
コア材1に含まれるシート状補強材1aの枚数を増やすことにより、プリント配線板の剛性をより向上させることができる。
第1参考例、第2参考例及び実施例よりもさらに多層のプリント配線板を製造する場合においても、貼り合わせる基板同士の一方にバンプを形成しておくことにより、複数の基板を1度に貼り合わせることができる。
両面銅張り板の代わりに多層シールド板を用いることにより、さらに多層のプリント配線板を製造することができる。
Claims (4)
- 絶縁性を有する板状であって、一面側に第1の配線層を有し他面側に第2の配線層を有する第1のコア材と、
絶縁性を有する板状であって、一面側に第3の配線層を有し他面側に第4の配線層を有する第2のコア材とが、
前記第2の配線層と前記第3の配線層とが互いに向き合うようにして、絶縁層を介して貼り合わされ、
前記第1の配線層と前記第2の配線層とは前記第1のコア材を貫通する第1のビアによって電気的に接続され、
前記第2の配線層と前記第3の配線層とは前記絶縁層を貫通する導電性を有するバンプによって電気的に接続され、
前記第3の配線層と前記第4の配線層とは前記第2のコア材を貫通する第2のビアによって電気的に接続されてなり、
前記第1のビアは、
前記第1の配線層、前記第1のコア材及び前記第2の配線層を共に貫通して形成され、前記第1及び第2の配線層を電気的に接続する導電性を有した第1の充填材で満たされた第1の貫通孔を含み、
前記第2のビアは、
前記第3の配線層、前記第2のコア材及び前記第4の配線層を共に貫通して形成され、前記第3及び第4の配線層を電気的に接続する導電性を有した第2の充填材で満たされた第2の貫通孔を含み、
前記バンプは、
前記第1の貫通孔から前記第2の貫通孔に向けて先細の円錐状をなし、前記第2の貫通孔を満たす前記第2の充填材中に埋め込まれた尖端を有することを特徴とするプリント配線板。 - 前記第1及び第2の充填材は、銅ペーストからなり、
前記バンプは、銀ペーストからなることを特徴とする請求項1に記載のプリント配線板。 - 前記第1のコア材は、絶縁性を有する第1の樹脂と、前記第1の樹脂の内部に前記第1のコア材の面に沿って重なって複数配置された第1のシート状補強材とを有し、
前記第2のコア材は、絶縁性を有する第2の樹脂と、前記第2の樹脂の内部に前記第2のコア材の面に沿って重なって複数配置された第2のシート状補強材とを有することを特徴とする請求項1または請求項2に記載のプリント配線板。 - 前記第1のシート状補強材及び前記第2のシート状補強材は、ガラスクロス、アラミドクロス、ガラス不織布、及びアラミド不織布のいずれかであることを特徴とする請求項3に記載のプリント配線板。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006231821A JP4961180B2 (ja) | 2006-08-29 | 2006-08-29 | プリント配線板 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006231821A JP4961180B2 (ja) | 2006-08-29 | 2006-08-29 | プリント配線板 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008060119A JP2008060119A (ja) | 2008-03-13 |
| JP4961180B2 true JP4961180B2 (ja) | 2012-06-27 |
Family
ID=39242554
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006231821A Expired - Fee Related JP4961180B2 (ja) | 2006-08-29 | 2006-08-29 | プリント配線板 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4961180B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009019209A1 (en) | 2007-08-03 | 2009-02-12 | Solvay Solexis, Inc. | Perfluoropolymer foamable composition |
| KR101109277B1 (ko) | 2009-09-17 | 2012-01-30 | 삼성전기주식회사 | 인쇄회로기판의 제조방법 |
| JP2012064788A (ja) * | 2010-09-16 | 2012-03-29 | Kinko Denshi Kofun Yugenkoshi | 回路板とその製造方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2736042B2 (ja) * | 1995-12-12 | 1998-04-02 | 山一電機株式会社 | 回路基板 |
| JP3892209B2 (ja) * | 2000-06-22 | 2007-03-14 | 大日本印刷株式会社 | プリント配線板およびその製造方法 |
| JP2002314222A (ja) * | 2001-04-10 | 2002-10-25 | Matsushita Electric Ind Co Ltd | プリント配線基板及びその製造方法 |
| JP2002033349A (ja) * | 2001-06-07 | 2002-01-31 | Matsushita Electric Ind Co Ltd | 半導体素子の実装方法、及び回路基板 |
-
2006
- 2006-08-29 JP JP2006231821A patent/JP4961180B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008060119A (ja) | 2008-03-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8461459B2 (en) | Flex-rigid wiring board and method for manufacturing the same | |
| US6531661B2 (en) | Multilayer printed circuit board and method of making the same | |
| KR20120094523A (ko) | 배선판 및 그 제조 방법 | |
| JP2007035689A (ja) | 電子部品内蔵基板の製造方法 | |
| US7622329B2 (en) | Method for fabricating core substrate using paste bumps | |
| KR100965341B1 (ko) | 인쇄회로기판의 제조방법 | |
| KR100754070B1 (ko) | 구리 필 도금을 이용한 인쇄회로기판의 제조 방법 | |
| KR20120040892A (ko) | 인쇄회로기판 및 그의 제조 방법 | |
| JP4961180B2 (ja) | プリント配線板 | |
| JP2009054930A (ja) | 部品内蔵型多層プリント配線板及びその製造方法 | |
| JP5077800B2 (ja) | 多層プリント配線板の製造方法 | |
| KR101281898B1 (ko) | 다층 프린트배선판 및 그 제조방법 | |
| JP2009010266A (ja) | プリント配線板の製造方法及びプリント配線板 | |
| JP5022750B2 (ja) | 多層プリント配線板 | |
| US6492007B1 (en) | Multi-layer printed circuit bare board enabling higher density wiring and a method of manufacturing the same | |
| JP4824972B2 (ja) | 回路配線基板及びその製造方法 | |
| JP4856567B2 (ja) | プリント配線板及び電子部品実装基板 | |
| JP2009141301A (ja) | 抵抗素子内蔵プリント配線板 | |
| JP4892924B2 (ja) | 多層プリント配線基板及びその製造方法 | |
| JP4821276B2 (ja) | 多層プリント配線板の製造方法及び多層プリント配線板 | |
| JP4968616B2 (ja) | 多層プリント配線板の製造方法 | |
| JP2012134502A (ja) | 多層印刷回路基板及びその製造方法 | |
| KR101108816B1 (ko) | 다층 인쇄회로기판 및 이의 제조방법 | |
| JP2010205809A (ja) | 多層プリント配線板およびその製造方法 | |
| JP2009054773A (ja) | 多層配線板及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20080410 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090629 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110623 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110629 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110829 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120314 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120326 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20180330 Year of fee payment: 6 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |