JP4938190B2 - 耐腐食性金属製品の製造方法 - Google Patents
耐腐食性金属製品の製造方法 Download PDFInfo
- Publication number
- JP4938190B2 JP4938190B2 JP2001512936A JP2001512936A JP4938190B2 JP 4938190 B2 JP4938190 B2 JP 4938190B2 JP 2001512936 A JP2001512936 A JP 2001512936A JP 2001512936 A JP2001512936 A JP 2001512936A JP 4938190 B2 JP4938190 B2 JP 4938190B2
- Authority
- JP
- Japan
- Prior art keywords
- billet
- stainless steel
- reducing agent
- shavings
- aluminum
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000000034 method Methods 0.000 title claims description 44
- 229910052751 metal Inorganic materials 0.000 title claims description 8
- 239000002184 metal Substances 0.000 title claims description 8
- 230000007797 corrosion Effects 0.000 title claims description 6
- 238000005260 corrosion Methods 0.000 title claims description 6
- 238000004519 manufacturing process Methods 0.000 title claims description 4
- 239000010935 stainless steel Substances 0.000 claims description 54
- 229910001220 stainless steel Inorganic materials 0.000 claims description 54
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 52
- NLXLAEXVIDQMFP-UHFFFAOYSA-N Ammonia chloride Chemical compound [NH4+].[Cl-] NLXLAEXVIDQMFP-UHFFFAOYSA-N 0.000 claims description 49
- 229910052782 aluminium Inorganic materials 0.000 claims description 35
- 239000003638 chemical reducing agent Substances 0.000 claims description 27
- 229910000831 Steel Inorganic materials 0.000 claims description 23
- 235000019270 ammonium chloride Nutrition 0.000 claims description 23
- 238000005253 cladding Methods 0.000 claims description 23
- 238000010438 heat treatment Methods 0.000 claims description 23
- 239000010959 steel Substances 0.000 claims description 23
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 claims description 17
- 230000009467 reduction Effects 0.000 claims description 17
- 239000010936 titanium Substances 0.000 claims description 17
- 229910052719 titanium Inorganic materials 0.000 claims description 17
- XSQUKJJJFZCRTK-UHFFFAOYSA-N Urea Chemical compound NC(N)=O XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 claims description 16
- 239000004202 carbamide Substances 0.000 claims description 16
- 239000000843 powder Substances 0.000 claims description 12
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 claims description 8
- 229910052726 zirconium Inorganic materials 0.000 claims description 8
- 239000008187 granular material Substances 0.000 claims description 6
- 229910021578 Iron(III) chloride Inorganic materials 0.000 claims description 5
- RBTARNINKXHZNM-UHFFFAOYSA-K iron trichloride Chemical compound Cl[Fe](Cl)Cl RBTARNINKXHZNM-UHFFFAOYSA-K 0.000 claims description 5
- 239000004033 plastic Substances 0.000 claims description 4
- DGAQECJNVWCQMB-PUAWFVPOSA-M Ilexoside XXIX Chemical compound C[C@@H]1CC[C@@]2(CC[C@@]3(C(=CC[C@H]4[C@]3(CC[C@@H]5[C@@]4(CC[C@@H](C5(C)C)OS(=O)(=O)[O-])C)C)[C@@H]2[C@]1(C)O)C)C(=O)O[C@H]6[C@@H]([C@H]([C@@H]([C@H](O6)CO)O)O)O.[Na+] DGAQECJNVWCQMB-PUAWFVPOSA-M 0.000 claims description 3
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 claims description 3
- GYCHYNMREWYSKH-UHFFFAOYSA-L iron(ii) bromide Chemical compound [Fe+2].[Br-].[Br-] GYCHYNMREWYSKH-UHFFFAOYSA-L 0.000 claims description 3
- 239000011777 magnesium Substances 0.000 claims description 3
- 229910052749 magnesium Inorganic materials 0.000 claims description 3
- 229910052708 sodium Inorganic materials 0.000 claims description 3
- 239000011734 sodium Substances 0.000 claims description 3
- 238000012545 processing Methods 0.000 claims description 2
- 239000007789 gas Substances 0.000 description 43
- 229910001209 Low-carbon steel Inorganic materials 0.000 description 42
- 239000000047 product Substances 0.000 description 27
- 238000005096 rolling process Methods 0.000 description 27
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 18
- 239000001301 oxygen Substances 0.000 description 18
- 229910052760 oxygen Inorganic materials 0.000 description 18
- 238000006722 reduction reaction Methods 0.000 description 18
- 230000003647 oxidation Effects 0.000 description 17
- 238000007254 oxidation reaction Methods 0.000 description 17
- 230000002829 reductive effect Effects 0.000 description 15
- 239000000460 chlorine Substances 0.000 description 13
- 238000001816 cooling Methods 0.000 description 13
- 239000004484 Briquette Substances 0.000 description 12
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 12
- 239000000654 additive Substances 0.000 description 12
- 230000001590 oxidative effect Effects 0.000 description 12
- 239000011651 chromium Substances 0.000 description 11
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 10
- 229910052799 carbon Inorganic materials 0.000 description 10
- 238000006243 chemical reaction Methods 0.000 description 10
- 229910052804 chromium Inorganic materials 0.000 description 10
- 230000008569 process Effects 0.000 description 10
- 239000008188 pellet Substances 0.000 description 9
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 8
- 239000000463 material Substances 0.000 description 8
- 230000003014 reinforcing effect Effects 0.000 description 8
- WGLPBDUCMAPZCE-UHFFFAOYSA-N Trioxochromium Chemical compound O=[Cr](=O)=O WGLPBDUCMAPZCE-UHFFFAOYSA-N 0.000 description 7
- 230000008901 benefit Effects 0.000 description 7
- 229910000423 chromium oxide Inorganic materials 0.000 description 7
- 239000012467 final product Substances 0.000 description 7
- QGZKDVFQNNGYKY-UHFFFAOYSA-N Ammonia Chemical compound N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 6
- UGFAIRIUMAVXCW-UHFFFAOYSA-N Carbon monoxide Chemical compound [O+]#[C-] UGFAIRIUMAVXCW-UHFFFAOYSA-N 0.000 description 6
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 6
- 230000009471 action Effects 0.000 description 6
- 229910002091 carbon monoxide Inorganic materials 0.000 description 6
- 238000009740 moulding (composite fabrication) Methods 0.000 description 6
- 230000000996 additive effect Effects 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 5
- 238000002474 experimental method Methods 0.000 description 5
- 239000000155 melt Substances 0.000 description 5
- 239000002245 particle Substances 0.000 description 5
- 238000012360 testing method Methods 0.000 description 5
- 229910000975 Carbon steel Inorganic materials 0.000 description 4
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 4
- 239000010962 carbon steel Substances 0.000 description 4
- 238000005261 decarburization Methods 0.000 description 4
- 238000005098 hot rolling Methods 0.000 description 4
- 229910052742 iron Inorganic materials 0.000 description 4
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 4
- 239000000203 mixture Substances 0.000 description 4
- 239000007787 solid Substances 0.000 description 4
- 229910021529 ammonia Inorganic materials 0.000 description 3
- 238000000137 annealing Methods 0.000 description 3
- 238000005452 bending Methods 0.000 description 3
- 230000002950 deficient Effects 0.000 description 3
- 239000010439 graphite Substances 0.000 description 3
- 229910002804 graphite Inorganic materials 0.000 description 3
- 239000012535 impurity Substances 0.000 description 3
- 150000002894 organic compounds Chemical class 0.000 description 3
- 238000007789 sealing Methods 0.000 description 3
- 238000003466 welding Methods 0.000 description 3
- 230000004888 barrier function Effects 0.000 description 2
- WGQKYBSKWIADBV-UHFFFAOYSA-N benzylamine Chemical compound NCC1=CC=CC=C1 WGQKYBSKWIADBV-UHFFFAOYSA-N 0.000 description 2
- 238000003763 carbonization Methods 0.000 description 2
- 238000010000 carbonizing Methods 0.000 description 2
- 229910052801 chlorine Inorganic materials 0.000 description 2
- 238000004140 cleaning Methods 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 238000005238 degreasing Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 230000004927 fusion Effects 0.000 description 2
- 238000000227 grinding Methods 0.000 description 2
- 238000007689 inspection Methods 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 239000007800 oxidant agent Substances 0.000 description 2
- 239000012071 phase Substances 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 238000007670 refining Methods 0.000 description 2
- 239000000779 smoke Substances 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 231100000331 toxic Toxicity 0.000 description 2
- 230000002588 toxic effect Effects 0.000 description 2
- PAWQVTBBRAZDMG-UHFFFAOYSA-N 2-(3-bromo-2-fluorophenyl)acetic acid Chemical compound OC(=O)CC1=CC=CC(Br)=C1F PAWQVTBBRAZDMG-UHFFFAOYSA-N 0.000 description 1
- ZAMOUSCENKQFHK-UHFFFAOYSA-N Chlorine atom Chemical compound [Cl] ZAMOUSCENKQFHK-UHFFFAOYSA-N 0.000 description 1
- 244000249914 Hemigraphis reptans Species 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- REYJJPSVUYRZGE-UHFFFAOYSA-N Octadecylamine Chemical compound CCCCCCCCCCCCCCCCCCN REYJJPSVUYRZGE-UHFFFAOYSA-N 0.000 description 1
- 229940123973 Oxygen scavenger Drugs 0.000 description 1
- 244000171022 Peltophorum pterocarpum Species 0.000 description 1
- 241001085205 Prenanthella exigua Species 0.000 description 1
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 1
- -1 Zinc amide Chemical class 0.000 description 1
- VYWQTJWGWLKBQA-UHFFFAOYSA-N [amino(hydroxy)methylidene]azanium;chloride Chemical compound Cl.NC(N)=O VYWQTJWGWLKBQA-UHFFFAOYSA-N 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- AZDRQVAHHNSJOQ-UHFFFAOYSA-N alumane Chemical compound [AlH3] AZDRQVAHHNSJOQ-UHFFFAOYSA-N 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- ZAAKNRTWGPSIKF-UHFFFAOYSA-O ammonium triiodide Chemical compound [NH4+].I[I-]I ZAAKNRTWGPSIKF-UHFFFAOYSA-O 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 230000003078 antioxidant effect Effects 0.000 description 1
- JENCOQNWECEFQI-UHFFFAOYSA-N azanide;barium(2+) Chemical compound [NH2-].[NH2-].[Ba+2] JENCOQNWECEFQI-UHFFFAOYSA-N 0.000 description 1
- AGEZXYOZHKGVCM-UHFFFAOYSA-N benzyl bromide Chemical compound BrCC1=CC=CC=C1 AGEZXYOZHKGVCM-UHFFFAOYSA-N 0.000 description 1
- KCXMKQUNVWSEMD-UHFFFAOYSA-N benzyl chloride Chemical compound ClCC1=CC=CC=C1 KCXMKQUNVWSEMD-UHFFFAOYSA-N 0.000 description 1
- 229940073608 benzyl chloride Drugs 0.000 description 1
- 150000001721 carbon Chemical class 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- UBAZGMLMVVQSCD-UHFFFAOYSA-N carbon dioxide;molecular oxygen Chemical compound O=O.O=C=O UBAZGMLMVVQSCD-UHFFFAOYSA-N 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- QDOXWKRWXJOMAK-UHFFFAOYSA-N dichromium trioxide Chemical compound O=[Cr]O[Cr]=O QDOXWKRWXJOMAK-UHFFFAOYSA-N 0.000 description 1
- 238000002845 discoloration Methods 0.000 description 1
- 238000010494 dissociation reaction Methods 0.000 description 1
- 230000005593 dissociations Effects 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000002360 explosive Substances 0.000 description 1
- 238000009661 fatigue test Methods 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 230000000937 inactivator Effects 0.000 description 1
- 238000010348 incorporation Methods 0.000 description 1
- 229910052500 inorganic mineral Inorganic materials 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 239000011707 mineral Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 239000004482 other powder Substances 0.000 description 1
- 238000006213 oxygenation reaction Methods 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- 239000007790 solid phase Substances 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 230000007480 spreading Effects 0.000 description 1
- 238000009628 steelmaking Methods 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 239000013589 supplement Substances 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
- 230000001052 transient effect Effects 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/12—Both compacting and sintering
- B22F3/1208—Containers or coating used therefor
- B22F3/1216—Container composition
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F8/00—Manufacture of articles from scrap or waste metal particles
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B1/00—Preliminary treatment of ores or scrap
- C22B1/14—Agglomerating; Briquetting; Binding; Granulating
- C22B1/24—Binding; Briquetting ; Granulating
- C22B1/248—Binding; Briquetting ; Granulating of metal scrap or alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C33/00—Making ferrous alloys
- C22C33/02—Making ferrous alloys by powder metallurgy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B5/00—General methods of reducing to metals
- C22B5/02—Dry methods smelting of sulfides or formation of mattes
- C22B5/04—Dry methods smelting of sulfides or formation of mattes by aluminium, other metals or silicon
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12014—All metal or with adjacent metals having metal particles
- Y10T428/12028—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12014—All metal or with adjacent metals having metal particles
- Y10T428/12028—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, etc.]
- Y10T428/12063—Nonparticulate metal component
- Y10T428/1209—Plural particulate metal components
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12771—Transition metal-base component
- Y10T428/12861—Group VIII or IB metal-base component
- Y10T428/12951—Fe-base component
- Y10T428/12958—Next to Fe-base component
- Y10T428/12965—Both containing 0.01-1.7% carbon [i.e., steel]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12771—Transition metal-base component
- Y10T428/12861—Group VIII or IB metal-base component
- Y10T428/12951—Fe-base component
- Y10T428/12972—Containing 0.01-1.7% carbon [i.e., steel]
- Y10T428/12979—Containing more than 10% nonferrous elements [e.g., high alloy, stainless]
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Organic Chemistry (AREA)
- Metallurgy (AREA)
- Materials Engineering (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Geology (AREA)
- Geochemistry & Mineralogy (AREA)
- Environmental & Geological Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Treatment Of Steel In Its Molten State (AREA)
- Powder Metallurgy (AREA)
- Manufacture And Refinement Of Metals (AREA)
- Solid-Phase Diffusion Into Metallic Material Surfaces (AREA)
Description
(発明の技術分野)
本発明は、耐腐食性金属製品の製造方法、およびその方法により製造された製品に関する。本発明は、限定されるものでないが、特に、再生軟鋼、炭素鋼又はステンレス鋼の削りくずから形成されたコアで、ステンレス鋼クラッディングを有するものを具備してなる製品に適用されるものである。例えば、本発明は更に、以下に記載する問題を有する粉砕鉄鉱又は他の金属、金属鉱物から形成されたコアを具備してなる製品に適用されるものである。
【0002】
本明細書において、“削りくず”とは、一般的な機械加工作業から生じる残片を意味し、これはエンジニアリング鋼に対する旋盤、穿孔、成形、粉砕作業からの残片を含むものである。その他、スタンピング、パンチング作業など、種々の作業からの残片を含む。本発明の目的において、この用語は、原材料の削りくずからなる残片のみならず、例えば、ここに記載した方法で洗浄され、ないし処理された削りくずからなる残片であって、クラッド製品を製造するためのビレットを形成するのにより適した残片をも包含するものである。
【0003】
また、“エンジニアリング鋼”の用語は、軟鋼(炭素鋼を含む)、その他、可なりの量の炭素を含有する鍛造鋼、車軸又はシャフト鋼など、通常、機械加工される低合金鋼を意図するものである。
【0004】
(発明の背景)
本発明の背景は、国際特許出願PCT/GB94/00091の明細書に詳述されており、ここに参照として提示する。その明細書には他の幾つかの特許出願の明細書が参照されている。これらは以下に説明するが、それらの開示事項も全て、ここに参照として提示する。上記特許出願PCT/GB94/00091に記載されている方法による製品の1つであって、商業的価値があり、技術的に重要なものはビレットであり、これは軟鋼削りくずのブリケットで満たされたステンレス鋼ジャケットからなる。このビレットは加熱、加工されて所望の特性を有するとともに、安価な軟鋼からなるが腐食抵抗を実質的に向上させるステンレス鋼クラッドを有する仕上げ製品となる。このような製品を製造する試みがなされたが、当初、予想したのと異なり、不成功に終わっている。従って、本発明の目的は、このような不成功に至った問題の少なくとも1つと取り組むことである。
【0005】
上述のような製品を生産するための多くの実験において、ステンレス鋼クラッディングの内面およびこのクラッディングとコアとの界面に緑色の酸化クロム層が生成してしまうことが認められた。この緑色層は、ビレットくを加熱、圧延した後にコアを組織的学的に検査して削りくずの全ての表面酸化物が実質的に完全に還元していること、および削りくず粒子間が実質的に完全に融着していることが認められたにも拘らず生じてしまう。この緑色層が発生した部分ではクラッディングとコアとの間の接着は確実とならない。
【0006】
ステンレス鋼パイプ上の酸化クロムは、圧縮された削りくずのコアと、ステンレス鋼との間にバリアを形成するものと考えられる。このバリアは加熱工程およびその後の熱間圧延の間に形成され、最終製品においてコアとクラッディングとの間の接合を妨害する。この問題を解決するため、ステンレス鋼パイプ上での酸化クロムの形成を減少させたり、防止させるための努力がなされてきた。そのため、従来用いられてきた1つの技術は、加熱工程の前にパイプ内の初期の酸化物/酸素の含量を制限することに向けられている。特許出願PCT/GB94/00091には、削りくずの表面酸化物を除去するため、鋼材製造における直接還元海綿鉄の製造に使用されているキルンに類似する直接還元型キルンに、削りくずを通過させる技法が開示されている。しかし、この方法を実施するための装置および設備は高価なものとなる。
【0007】
特許出願PCT/GB94/00091に記載されている他の技法において、過熱工程の間においてビレット内に還元ガスが存在することを確保する工程を採ることによりブードワー反応式を抑制することが行われている。この工程には、ビレットを加熱した際に還元ガスを発生させるべく削りくずに添加物を添加することが含まれる。この添加物は、最終製品の品質に悪影響を及ぼすような固形堆積物を可なり残すようなものでなければならない。そこで提案されている添加物の例として、尿素および塩化アンモニウムが挙げられている。
【0008】
今日まで、上記の2つの技法が一般に一緒に使用されている。しかし、これらの技法の採用にも拘らず、可なりの酸化が依然として発生する。この最終製品はある種の目的においてしばしば一般に問題はないが、圧延の間におけるコアとジャケットとの間の接合の不備を原因とする不良品の率も商業的観点からは許容し難い程度に高い。この良品には、熱間圧延の間におけるクラッディングの過度の延びが見られる。これは各圧延パスにおける減率を極めて僅かなものに制限させ、製品の圧延効率を著しく妨げることになる。また、このような制限により製品が過度に冷却され、その結果、接合強度が弱められ、圧延することができる寸法および形状を制限することになる。更に、コアとステンレス鋼との間の不安定な接合は、コアの長尺化を生じさせ、場合によっては、ビレットの中心から突出することになる。このようなことが生じると、更に圧延することが阻害され、ビレットを破棄しなければならなくなる。
【0009】
この問題は短い軟鋼パイプ(長さ、約100mm)をステンレス鋼パイプ(長さが一般に、約200cm)の各端部に溶接することにより対処されてきた。この軟鋼パイプ端部はビレットを炉内に導入する前にかしめ、閉塞される。これらの軟鋼パイプ端部は2方向に作用すると思われる。
【0010】
ステンレス鋼の膨張係数は、軟鋼よりも大きいので、その膨張の差により、ステンレス鋼パイプをコアから分離させることになる。しかし、軟鋼パイプ端部とビレットとの間では、そのような顕著な分離は生じない。従って、軟鋼パイプ端部は、ビレットの各端部においてコアに対する一種の“栓”を形成する。この圧縮された軟鋼コアは、更に最初の圧延の間において軟鋼パイプに対し非常に容易に融着し、圧延の間においてコアがビレットから逃げてしまうことを防止する。この軟鋼端部の使用については、国際特許出願PCT/GB90/01437に詳述されている。コアは当初において依然として多孔質なので、この栓が酸化ガスがビレット内に進入するのを防止するのに如何に効果的であるかは知られていない。ビレットの端部に侵入する大気の酸素により、おそらく、ステンレス鋼パイプの端部のみが酸化される。
この軟鋼パイプ端部を使用する他の利点は、ビレットの圧延ロールへの導入、特に最初の圧延パスを容易にすることである。
【0011】
しかし、この軟鋼パイプ端部を切断し、ステンレス鋼パイプに融着させることは面倒である。更に、熱間圧延の間に、この融着部が破壊され、それにより酸化が生じ、時折、ビレットを廃棄されてしまうことを防止するためには良好な融着が必要である。
【0012】
要約すると、上記従来技術の欠点は以下の通りである。
* 削りくずを予備還元するのに高価な還元キルンを必要とする。
* 不確実な接合により、圧延の間に不良品が商業的に許容し難い程度に発生する。
* 圧延できるビレットの大きさ、形状が制限される。
* ステンレス鋼パイプに軟鋼パイプ端部を融着させるので、コストが増大する。
【0013】
上述の酸化防止技法の不確実性は、ビレットの加熱の間に発生する一連の事象によるものと思われる。
加熱の初期において、NH4Clおよび尿素が200℃ないし500℃の温度範囲において可なりの量の還元ガスが発生させる。これらのガスはビレットから炎として排出され、これは上記温度範囲において炉内に見ることができる。この炎は通常、NH4Clおよび尿素の全てがガスとして放散し、反応が完了すると急激に消滅する。NH4Clおよび尿素の双方は、600℃よりもかなり低い温度で消費される。このようにして一旦消費されると、これらの物質はいずれもビレット内に陽圧を発生させない。
【0014】
500℃、600℃でさえも、反応からの還元性ガスがビレット内に依然として存在するが、これらはビレットから徐々に拡散してしまうものと思われる。更に、このような残留還元性ガスの量は、或る温度での還元により急激に減少させることができ、それによりビレット内のガスの量を急激に収縮させる。このガス量の減少は、必ずしもそうではないが、通常、酸化性の炉雰囲気中に存在するガスを吸引する作用を生じさせる。
【0015】
残留還元性ガスはビレット内の酸化性ガスを中和するのに十分でないかも知れない。800℃ないし1250℃の温度範囲において、還元性ガスは殆どCO の状態であると思われる。ビレットは特に、炉から取り出され、圧延ミルに導入される前の10ないし15秒の間において、急激な冷却に曝されることになる。この時点において、特にもし、ビレットの両端が大気に対し、開放されていた場合、かなりの酸化がビレットの両端から発生することになる。
【0016】
従って、ビレットの加熱の間において、3つの温度段階が特定され、検査されている。第1の温度段階は、常温から500℃を若干超えた範囲である。NH4Cl又は尿素が添加剤である場合、還元性ガスが発生し、これが残留酸素およびブードワー反応式を抑制するシステムからの酸化物を一掃することになる。これは、さもなくば、温度800℃に至るまで酸化性ガスの平衡を生じさせる。NH4Clは、全加熱サイクルの比較的短い部分において反応により、300℃未満の温度において、最初にアンモニアおよび塩酸に分離するが、NH4Clは、この第1の温度段階において最も効果的な還元性ガスであることが見出されている。塩酸は還元/精錬剤であり、アンモニアは約500℃で水素と塩素とに分解する。これ以上の温度において、アンモニアは完全に消費される。ビレットをこの温度にまでしか加熱しない幾つかの実験において、ステンレス鋼パイプの内壁は依然として金属のままであり、酸化されていないことが判明した。また、軟鋼コアには或る程度の還元が発生した。
【0017】
第2の温度段階は、500℃ないし800℃の範囲である。第1の温度段階からの還元性ガスの一部はこの第2の温度段階の間においても依然として存在する。しかし、ビレットはこの第2の温度段階における酸化に対し最も影響されやすいと信じられている。なぜならば、ビレット内部の条件は、削りくず内の鉄酸化物又はビレットに侵入する酸化性炉内ガスからのCO2(むしろ、COでなく)の形成に有利に働くからである。コアを形成する鋼材の脱炭の結果として、炭素がビレット内に発生する。システム内に過剰の炭素が存在していても、CO2が圧倒的に多い雰囲気が生じることになる。ブードワー反応式によれば、そのような雰囲気はステンレス鋼にとって、酸化的なものとなる。ステンレス鋼コアの緩慢な酸化は問題ではない。なぜならば、そのような酸化は次の温度段階において還元されるからである。
【0018】
しかし、この第2の温度段階で形成された酸化クロムは、温度範囲が800℃ないし1250℃の範囲である第3の温度段階においても還元されない。この第3の温度段階において、ブードワー反応式に従う平衡において、その条件はCOの形成に有利に働く。圧倒的にCOからなる雰囲気は、炭素鋼にとって著しく還元的なものであるが、ステンレス鋼にとっては、少なくとも非酸化的(すなわち、中性)であると思われる。塩化アンモニウムを添加剤として使用した多くの実験がビレットに対し行われている。その一部のケースについては、加熱を第3の温度段階において最初に1,000℃で終了させ、ついで1,200℃で終了させた。この実験により種々の結果が得られている。つまり、ビレットには、ステンレス鋼パイプの内壁面に、若干ないし顕著な緑色の酸化物(すなわち、酸化クロム)が認められた。このような酸化クロムは疑いなく後の圧延工程において接合を妨げるものとなる。
固体塩化アンモニウム又は尿素からなる還元剤を与える工程は、国際特許出願PCT/GB94/00091に規定されている発明の課題である。
【0019】
(発明の概要)
本発明の1つの形態として、実質的にエンジニアリング鋼からなる粒状物をステンレス鋼製ジャケットに収納したものからなるビレットを、その塑性加工温度にて加熱する工程を具備してなる耐腐食性鉄製品の製造方法であって、クロムより酸素に対し大きい親和性を有する金属からなる第1の還元剤と、温度800℃未満で該ジャケット内においてガス又は蒸気状で存在する第2の還元剤とを、該ジャケット内に与える工程を含むことを特徴とする。
【0020】
本発明の他の形態として、実質的にエンジニアリング鋼からなる粒状物をステンレス鋼製ジャケットに収納したものからなるビレットを、その塑性加工温度にて加熱する工程を具備してなる耐腐食性鉄製品の製造方法であって、アルミニウム、チタン、ジルコニウム、マグネシウム、ナトリウムから選択される第1の還元剤と、温度800℃未満で該ジャケット内においてガス又は蒸気状で存在する第2の還元剤とを、該ジャケット内に与える工程を含むことを特徴とする。
【0021】
好ましくは、上記第2の還元剤が温度500℃未満でガス又は蒸気状で存在するものから選ばれるものである。
本発明の1つの実施態様において、上記第2の還元剤は、塩化アンモニウム、尿素、臭化鉄および塩化第二鉄からなる群から選択される物質である。より好ましい物質は塩化アンモニウムである。
本発明の他の実施態様において、上記第2の還元剤は、ビレットが加熱される還元炉から得られるものである。
本発明の1つの形態によれば、上記第1の還元剤は粉状形態のものである。
より好ましくは、本発明によれば、上記第1の還元剤はアルミニウムである。アルミニウム粉は市販されており、容易に入手でき、安価である。
本発明の他の実施態様において、上記第1の還元剤はチタンである。より好ましくは、このチタンは削りくずの形態のものである。
本発明の他の形態によれば、粒状物は、実質的にエンジニアリング鋼からなる削りくずの形態のものである。
【0022】
アルミニウムは酸化してアルミナの形態で製品に含まれるが、この添加剤の使用により降伏強さの大きい鋼鉄が得られることが見出された。軟鋼削りくずに対し、Alを0.06重量%以下の割合で添加することにより強度が向上する。
上記第1の還元剤および、もし使用するとすると、上記第2の還元剤を形成する物質を、上記ジャケットに充填する前に上記削りくずと混合することが好ましい。
本発明は、本発明の方法により製造されたビレットおよびこのビレットから製造される製品をも包含するものである。
【0023】
実施例1
軟鋼削りくずを用い、これに35メッシュのアルミニウム粉を添加することによりビレットを製造した。この添加したアルミニウム粉の量は上記削りくずの0.1重量%であった。このアルミニウム粉は、国際特許出願PCT/GB94/00091およびここに記載した他の関連特許出願に記載された技法に従ってステンレス鋼パイプ内に削りくずを圧縮する前に削りくず内に均一に混合させた。上記パイプの両端は末端プレートを融着させることにより閉塞させた。しかし、通気孔を末端プレートに残し、加熱時にビレットの内部からガスが飛散し得るようにした。従来のビレット加熱炉内でビレットを通常の圧延温度、1250℃に加熱した。通気孔は炉から取り出した後、直ちに封止した。この封じは通気孔を溶接し、閉じることにより行った。ビレットを冷却し、ステンレス鋼パイプの内壁面を検査したところ、全体的に緑色酸化物が認められ、軽度の酸化が生じていることを示した。
【0024】
結論として、これらの条件でこのような量で添加したアルミニウム粉は、不十分であり、いずれにしても効果的でないと言える。低温でも、アルミニウムはクロムよりも酸素に対し親和性が大きいが、このようにしてアルミニウムを削りくずと混合しても十分に分散させることができず、残留酸素によるクロムの酸化あるいは鋼材の脱炭および当初に存在している酸化鉄の還元から発生するビレット内のCO2によるクロムの酸化を防止することができない。アルミニウムをより多量に添加した場合、最終製品への添加量が許容の範囲を超えて多くなってしまう。
【0025】
実施例2
軟鋼削りくずを用い、これに0.1重量%のNH4Clおよび0.1重量%のアルミニウム粉(35メッシュ)からなる混合物を添加することによりビレットを製造した。この添加物は十分に混合し、削りくず中に均一に分散させた。ついで、このビレットを実施例1と同様に加熱した。その結果、ビレットが炉内で1250℃の温度に達するのに要する時間の最初の30−40%の間において塩化アンモニウムによる特徴的な赤/黄色の炎が炉内に認められた。実施例1と同様に、封止および冷却後にビレットを検査したところ、各端部に近い部分を除いて緑色の酸化物の痕跡は実質的に認められないほぼ完全に還元された銀色のステンレス鋼パイプ内面が認められた。これらの領域においては、ステンレス鋼は極めて僅かに変色しているに過ぎず、炉からの取り出しとビレット端部の封止までの間に極めて僅かな酸化が生じたに過ぎないことを示すものであった。
【0026】
実施例3
実施例2で発生した変色を回避するため、ビレットを炉から取り出した際の急激な冷却の結果生じるビレット内への酸化性ガスの取り込み、およびその結果生じる内部ガス量の減少の可能性を回避する試みがなされた。実施例2に記載されている工程により、2種類のビレットを作成した。但し、この場合、炉からビレットを取り出す3分前に、本発明の工程として、圧縮された塩化アンモニウム粉からなるタブレットを一方のビレットの各端部に添加し、その後、ビレットを封止した。他方のビレットについては、圧縮された塩化アンモニウム粉およびアルミニウム粉の等量からなる混合物からなるタブレットを添加した。双方の場合において、炉からビレットを取り出した際にタブレットの激しい燃焼が生じ、これは通気孔が封止されるまで継続した。通気孔から現れた炎は明るい白色であり、3000℃近傍の温度であることを示唆した。これらビレットを冷却したのち、切断、開口させた。これを検査した結果、ビレットの各端部のステンレス鋼に緑色酸化物の形成は認められなかった。従って、この技法はステンレス鋼パイプの酸化を防止するのに満足に作用するものと思われた。また、この技法は削りくずにおける酸化物の還元作用のみならず、外部酸化性ガスがビレットに侵入するのを防止する作用をも有するものであった。酸化物還元は削りくず内の添加物により達成された。ビレットの各端部での還元性ガスの発生により、炉からビレットを取り出した際に急激な冷却されたときのビレットへの酸素(すなわち、空気)の吸引を防止することができた。
【0027】
アルミニウム粉のみからなるペレットをビレットの端部に添加して同様に実験を行ったところ、上記同様の結果が得られた。
実施例3に記載した技法により、圧延のためのビレットを数個作成し、炉から取り出した後、直接、熱間圧延し、最終製品を得た。このビレットの殆どは、軟鋼端片を用いなかった。
実験室の条件において、コアとの関係においてクラッディングの有意な展びは認められず、クラッディングからのコアの有意な延出も認められなかった。更に、最終製品において、クラッディングとコアとの実質的に完全な接合が認められた。
【0028】
上記技法を使用することにより、コアを内部に維持させるため、およびビレットを炉から取り出し、後に熱間圧延する際に酸化性ガスを排除するための端部栓の使用を要しないことが結論づけられた。すなわち、酸化クロムの形成を防止ないし減少させる上記技法を使用すれば、軟鋼端部材の使用は必須のものではない。
更に、特許出願PCT/GB90/01437に記載されているのと同様に、ビレットの両端をかしめることによる利益も当然もたらされる。炉から取り出す数分前に、塩化アンモニウム粉および/又はアルミニウム粉を圧縮して大きいペレットにしたものを2つのかしめ端部内に挿入する。このかしめ端部はAl/ NH4Clペレットを固体として、又は溶融状態として適宜受理するよう作用する。このようにして添加されたAl/ NH4Clはビレットの最も侵され易い部分である開口端部で酸素トラップ又は酸素除去剤として作用する。
【0029】
この場合、製品中に含まれないようにすることを考慮してAl/ NH4Clの添加量を制限する必要はない。なぜならば、この両端は熱間圧延プロセスの間において、常に切り取り、破棄されるからである。アルミニウムは、塩化アンモニウムよりも長時間有効であるから、任意の段階で添加することができ、事実、圧延の前のビレット加熱段階の全体を通して規則的に添加することができる。事実、アルミニウムデスクを、ビレットの両端部にかしめ前に挿入することができ、従って、このデスクは初期においてガスがビレット内に入るのを物理的に制限するよう作用する。温度が上昇すると、このデスクは還元剤/酸素トラップとして作用し、600℃以上では溶けてしまう。溶融したアルミニウムは、上述のようにアルミニウム貯蔵部として、および効果的な酸素トラップとして作用するビレットの両端かしめ部内に含まれることになる。
【0030】
この場合、以下の反応が生じると思われる。
第1の加熱段階(500℃以下)において、主たる反応は塩化アンモニウムの解離であり、還元ガス/精錬ガスが発生し、その一部は反応終了後も残留する。
アルミニウム粉はこの段階において疑いなく還元反応を補足するものに過ぎないが、後の段階において非常に効果的なものとなる。第2の加熱段階(500℃−800℃)において、アルミニウムは最も還元モードになっている。アルミニウムは600℃で溶融し、その反応面積を急激に増大させる。この温度範囲において、アルミニウムは、酸素/酸化物に対する親和性がクロムよりも大きいため、極めて効果的な還元剤となる。従って、アルミニウムの酸化はクロムの酸化に優先してステンレス鋼内にて行われる。この段階において、ブードワー反応式がクロムにとって損傷を与えるものであるから、酸化は大きく抑制されるか、あるいは反応式の一酸化炭素/炭素側に完全に振れるものと思われる。なぜならば、遊離酸素/一酸化炭素および実際に第1の段階から依然として残留する強い還元性ガスを除いた実質的に全てのガスがアルミニウムによりシステムから除去されるからである。
【0031】
次の加熱段階(800℃−1250℃)は、アルミニウムが少ないガス相の存在を伴った、より強力な還元反応を生成させる以外は、おそらく前段階の継続となる。ブードワー反応式は、温度800℃以上では一酸化炭素雰囲気の形成に非常に有利に働き、アルミニウムは軟鋼において一酸化炭素を炭素に還元するよう作用する。ブードワー反応式から生じるステンレス鋼に対する酸化作用はほぼ中和される。このシステムに存在する一酸化炭素はこの温度範囲においてアルミニウムの存在下でクロムに対し還元ガス媒体として作用する。コア中の鉄鋼粒子上に存在する酸化物は、ビレット中に細かく分散したアルミニウム粉に近接して固相で還元されるか、過渡的一酸化炭素によりガス相で還元される。
最後の段階において、ビレットは炉から取り出される。この段階において、アルミニウムの酸素除去作用は、塩化アンモニウムからの還元ガスの発生との組合せで、例えビレットが炉から取り出され急激に冷却されたとしても、ビレット中に吸引されたガスは還元され、これらのガスがクロムを酸化することはない。
【0032】
必要とするAl/NH4Clペレットの量は、可視的に決定される。炎が観察されない場合は、ビレットを炉から取り出す前にこのペレットを追加してもよい。ビレットの両端にペレットを過剰に添加しても問題は生じない。なぜならば、これら端部は圧延の間に廃棄されるからである。
本発明により製造されたビレットにおいて、グラファイトも酸化を防止ないし減少させるべく作用するものと思われる。従って、粉状のグラファイトをアルミニウム粉とともに、更に使用されるならば塩化アンモニウムおよび/又は尿素とともに混合してもよい。しかし、殆どの場合、ビレットが加熱されたときにコアを構成する軟鋼削りくずから飛散する炭素が、この目的のための十分な炭素源を提供することになる。炭素含量が約0.45%以下のエンジニアリング鋼が、殆どの場合、本発明の方法による製品を製造するのに適している。
【0033】
(発明の具体的説明)
図2に示すビレットを製造するため、上述のような軟鋼又は他の適当な等級のエンジニアリング鋼の削りくずを使用した。この削りくずを最初に、一次粉砕装置8、例えばハンマーミル、他の従来公知のクラッシャーを用い処理した。この装置8により、この削りくずを第1の縮小寸法にし、表面を滑らかにし、取り扱い易くした。しかし、この段階では、小さすぎる寸法のチップまでには縮小させなかった。なぜならば、油のようで汚れている限り、そのチップがクラッシャーの孔を詰まらせる可能性が大きいからである。
クラッシャー8を通過させたこのチップをコンベヤーを介して従来の清浄/脱脂装置10へ搬送し、油分、水分および他の不純物をチップから除去した。これら不純物を除去するため、必要に応じて、この装置10に回転キルンを設け、それを介して削りくずを通過させ油分および他の不純物を焼却、除去させてもよい。
【0034】
この装置10を通過させた後、削りくずを第2又は最終クラッシャー20(ハンマーミル又は他の従来のクラッシャー)へ搬送し、ここでより小さなチップにまで粉砕した。このチップの寸法を小さくする利点は、重量に対し表面積の割合を増大することができ、後のプロセス段階での脱炭による表面酸化物の還元を可及的に迅速化できることである。しかし、このチップの寸法については特別の制限はなく、例えば2ないし10mm の範囲で適宜選択することができる。この最終粉砕工程において、ごみや表面酸化物が削りくずから分離される。
る。
【0035】
最終クラッシャーを通過させた後、チップは通常、下記のようにして練炭化される。しかし、チップを適宜、最初に加熱/アニール装置30に通過させ、チップを還元雰囲気内で温度950℃ないし1200℃で加熱してもよい。上記装置30において、チップ上の表面酸化物は還元される。この装置30は第2の回転キルンであってもよく、周知のように、この一端にチップを連続的に供給する。このチップは重力によりこのキルンを通過する。表面酸化物の還元後、冷却炉32内にて徐々に冷却されることによりアニ―ルされるが、この炉内は不活性又は還元雰囲気(例えば、メタン)で維持され、そのため、チップが再酸化される虞はほとんどない。冷却炉32も回転キルンであってもよい。装置30,32に回転キルンを用いた場合、キルン30を通過させた後、チップを冷却キルン32へと搬送される。この時の搬送は、空気を排除した密封ハウジングに装着されたスクリューコンベヤー33により行われる。なお、チップは常温にまで冷却されたのち、この冷却キルンから取り出される。
削りくずからチップを製造するための上記方法および装置については、国際特許出願PCT/GB90/01113に詳述されている。
【0036】
次に、チップは練炭化プレス34にて圧縮され、ジャケット付ビレットが形成される。もし、チップを加熱/アニール装置30に通過させた場合、練炭化は冷却後、できるだけ早い時期に行われる。アニーリングされたチップが柔らかい場合、同じ程度の圧縮のためには、練炭化するためのプレスはそれほど強力でなくてもよい。
ビレット40が図2に図示されている。このビレットは、グレードASTM A316L又はステンレス鋼の他の適当なグレードの外側ジャケット42を具備してなる。本実施例において、単一ラム48により圧縮されてブリケット46が形成される。ビレットを形成するのに使用できる改良されたプレス装置が本出願人による国際特許出願PCT/GB90/01438の明細書に記載されている。
【0037】
いずれにしても、練炭化工程の前に、等量のアルミニウム粉と塩化アンモニウム粉からなる所定量の粉体を、常温での状態でチップと混合させる。この粉体の量は削りくずに対し0.1重量%で十分である。このチップと添加剤との混合物を連続的にジャケットに挿入し、プレスにより圧縮して一連のブリケットが形成される。各端部に小さなギャップを残してブリケットがジャケットに満たされ、端部には密着用アルミニウムプレート50が所定位置に圧入される。
ついで、本出願人による国際特許出願PCT/GB90/01437の明細書に詳細に記載されているように、ビレットの両端部がかしめられて閉じられ、成形される。このプロセスにおいて、適当な支持体に装着され、共通軸芯の周りに等角度で放射状に設けられた5つのテーパー付きディスク140からなるセットの各ディスク間に、ビレットの両端部が圧入される。これらディスクは、図6に示すように、5つの尖端を有する星146の形状に成形される。ついで、このビレットは従来のビレット加熱炉35にて約1,250℃まで加熱される。なお、この炉は還元雰囲気に維持する必要はない。還元炉を使用することもできるが、そのような炉は高価であり、操作も面倒である。
【0038】
ビレットを炉から取り出す3分前に、等量部のアルミニウム粉とNH4Clとからなるペレット142を上述のようにビレットのかしめ端部内に配置させる。炉から取り出されたビレットは、英国特許第1313545に記載されているような従来同様の技法により直ちに圧延ミル36を用いて圧延される。
【0039】
上述のプロセスにより形成された多くのビレットはいずれも、冷却後の検査により、ステンレス鋼ジャケットの内面のみならず、このジャケットとコアとの界面にも上述のような緑色酸化物層の形成が実質的に認められなかった。アルミニウムプレート50を省略したビレットに対し同様のペレットを用いた場合にも、同様の結果が得られた。しかし、上記プレートを設けることは、ビレットを冷却したときに吸引される空気から酸素を“捕捉”するのを助けるという点で発明性があると考える。
【0040】
上述のようなビレットから圧延された製品(例えば、フラットバー、アングルバー、強化バー)はいずれも、軟鋼コアとステンレス鋼クラッディングとの間の接合が実質的に完全なものであった。ビレットから圧延により得られた典型的なフラットバーが図4に54として示されている。このフラットバーは軟鋼コア56と、これを被覆するかなりの厚みのステンレス鋼クラッディング58とからなるものである。ビレットから圧延により得られた典型的な円形強化バーが図4aに60として示されている。この強化バーは軟鋼コア62と、これを被覆するステンレス鋼クラッディング64とからなるものである。これらの製品は、直径が10cmのステンレス鋼パイプに、圧縮された削りくずブリケットからなるコアを挿入してなるビレットを圧延して製造されたものである。
【0041】
例示として、上述のビレットから圧延により製造された、これら製品の典型的寸法(ステンレス鋼クラッディングの厚みは括弧内に示す)を以下に示す。
38x13mmフラットバー(1.0mm)
25x13mmフラットバー(0.9mm)
19x10mmフラットバー(0.8mm)
16mm径円形強化バー(0.9mm)
20mm径円形強化バー(1.2mm)
25mm径円形強化バー(1.4mm)
32mm径円形強化バー(1.8mm)
なお、クラッディングの厚みはステンレス鋼パイプの肉厚を適当に選択することにより変更することができる。
【0042】
製品の圧延後に、端部を切断し、破棄する。
添加すべきアルミニウムおよび/又はNH4Clの量は、ビレットを構成する材料の量に依存する。上述のようにして作られた削りくずで作られたビレットは、圧縮後において空隙が10%程度の少ないものでよい。Al およびNH4Clの等量からなり、軟鋼削りくずに対し0.06−0.1重量%に相当する量の粉体が通常、適当である。
99.7%の純度で、気流粉砕された不規則なアルミニウム粉が殆どの用途において適当である。この粉体の適当な粒径は45μm±5μmである。上述のように圧縮炭素鋼削りくずからなるコアと、厚み0.9mmのASTM A316Lステンレス鋼からなるクラッディングとからなる直径16mmの高抗張力リブ付き強化バーを100個、無作為に選択したサンプルのそれぞれについて冶金学的にテストした。
【0043】
このコアの化学的組成(重量%)は以下の通りであった。
C:0.35; Mn:1.03; P:0.017; S:0.044; Si:0.25; Cu:0.10; Cr:0.15; Ni:0.16; Mo:0.04; Al:0.028; Nb+V:<0.005
【0044】
引張試験および曲げ試験を英国スタンダードBS 4449 コンクリートの強化のための熱間圧延棒鋼に基づいて行った。このテストの結果は、冷却ベッドに強化バーに到達したときの平均測定温度約840℃から判断して約900℃以上で圧延されたことを示した。しかし、記録された到達温度のいくつかは、700℃もの低いもので、商業的用途のためのものであれば、拒絶されるものであった。この実施例では、これらのものも分析に含ませた。引張試験の結果、以下の平均値が得られた。
【0045】

0.2%保証応力および極限引張応力の結果は、仕様書が要求するものよりも十分上であった。
曲げ試験において、800℃以上で圧延されたバーについては不良品は生じなかった。800℃未満の仕上げ温度のバーからのサンプル(上述のように)と、伸び率が低く、曲げ試験においても不良を示したサンプルの5との間には密接な相関関係があった。
同様のバーについて行った疲労試験において、1つのサンプルは4百万回のサイクルに耐え、2つのサンプルは2百万回のサイクルに耐えた。すなわち、その間において、いずれも不良を生じることなく、クラッディングとコアとの間の接合の剥離も生じなかった。
【0047】
上述のように、ビレットのステンレス鋼パイプの厚みは、圧延前は6mmであり、その重量はビレットの重量に対し21.6%であった。この重量比は圧延工程の間において維持され、徐々に薄くなったクラッディングを生じさせた。図面を参照して説明したプロセスにおいて、ビレットのジャケットは軟鋼端部材を溶接していないステンレス鋼パイプからなるものであったが、軟鋼端部材を溶接してもよい。事実、上述のように、このような軟鋼端部材の使用はコストの面の利点も含む種々の利点をも有する。軟鋼端部材の原料コストは、同一の長さのステンレス鋼パイプのものよりも実質的に小さい。従って、軟鋼端部材を伴ったビレットの全体的コストは、軟鋼端部材の製造コストおよびその溶接コストなどの追加コストを必要とするにも拘らず、軟鋼端部材を伴わないビレットのコストよりも安価であると思われる。このようなビレット70の例が図7に示されている。このビレットは、軟鋼ブリケットからなるコア72を具備し、これがステンレス鋼パイプ74内に圧入されている。軟鋼からなる短いパイプ76がパイプ74の各端部に溶接されている。図3に示したディスク50と同様のアルミニウムディスク78が上記パイプの各端部に挿入され、ついで上述のようにかしめ閉じされる。
ビレット70は上述の技法および国際特許出願PCT/GB90/01437に記載されている技法より製造、圧延される。
【0048】
アルミニウム粉の代わりにチタン削りくずを用い、上記実施例2と同様に製造されたビレットについてテストした結果、上記同様の結果が得られた。同様のことがジルコニウムを用いた場合も同様であった。チタンは約1800℃、ジルコニウムは1857℃で溶融する。900℃以上では、酸素は、アルミニウムの場合ようにチタン粒子表面に酸化層を形成するよりも、むしろチタン中に溶け込む。従って、チタンの酸素吸収および/又は減少能力は、粒子表面に限定されない。しかし、チタンおよびジルコニウムは共に、アルミニウムよりもかなり高価であり、容易に入手することができない。チタンおよびジルコニウムの使用がアルミニウムよりも有利であることを割り引くものではないが、特別の要求を必要とする製品を除いては、これら代替的添加剤がアルミニウムに代わる商業的に実行可能なものとは言えない。
【0049】
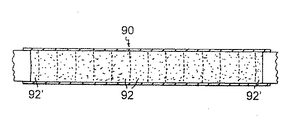
チタンおよび/又はジルコニウムの削りくず又は粉体を、ブリケットを構成する削りくずと混合してビレットの各端部に挿入する。これは図8に模式的に説明されている。これには、ステンレス鋼パイプ94に圧入されたブリケット92のコアを有するビレット90が示されている。全てのブリケットは、図1と参照して説明したように清浄化、処理されたエンジニアリンググレードの鋼材の削りくずから形成される。1重量%のアルミニウム粉が、ビレットの各端部のブリケット92’を除いて、ブリケットを構成する削りくずとビレット中で混合される。この端部ブリケット92’はチタン削りくず(ジルコニウムを用いてもよい)が混合された削りくずからなるものである。軟鋼からなる短いパイプ96が適宜、パイプ94の各端部に溶接される。この例では、図3,図7に示すアルミニウムディスク50,78が省略されている。パイプ94の各端部は上述のようにかしめられる。
【0050】
1メートルの長さのビレットについて、10cm径のパイプに挿入される1/2kgの重さのブリケット92’に対し1重量%のチタン削りくずを含有させれば十分である。このブリケット中のチタンは、ビレットが圧延温度(1,250℃)に達しても溶けていないから、炉から取り出したとき、および圧延時において、酸素がビレットへ侵入するのを防止する上でアルミニウムよりも効果的となり得る。圧延が完了した時点での製品の温度は一般的には900℃である。アルミニウムは600℃で溶け、ビレットを炉から取り出す前にビレットの底に沈下してしまうであろう。
【0051】
或る状況下ではアルミニウムの代わりに、又はアルミニウムと共に使用し得る他の金属として、ナトリウムおよびマグネシウムを挙げることができる。しかし、これらは、室温でも発火するのを防止し得る特別の注意を払わない限り、非常に危険である。
NH4Clの代わりに尿素粉体を用い、上記実施例2と同様に製造されたビレットについてテストした結果、多少可変的ではあるが、上記同様の結果が得られた。尿素は、本発明の技法で使用する場合、塩化アンモニウムに代わり得る商業的に実行可能な代替物である。
塩化アンモニウム又は尿素の代わりに、又は塩化アンモニウム又は尿素と共に使用し得る他の物質として、以下のものを挙げることができる。
【0052】
* 硝酸アンモニウム: 210℃で分解する。しかし、この物質は爆発性であり、毒性の煙を発し、他の物質の燃焼性を向上させる。また、高圧では安全性に問題がある。
* 三沃化アンモニウム: 175℃で分解する。しかし、その分子量は400で、必要とする量は比較的多い。また、高価である。
* 臭化鉄: 27℃で蒸発し、ついで分解する。その作用は塩化アンモニウムと同様であり、そのため、代替物として有用であると言える。しかし、より高価となる。
* 塩化第2鉄: 無水物のものは332℃で沸騰する。その作用は塩化アンモニウムと同様である。これは分解しない。これは非常に吸湿性であるため、削りくずと混合することは困難である。しかし、少量の細かいチップを濃塩酸で処理し、塩化第2鉄とすることにより、正しく投与することができる。これはチップを圧縮してブリケットにする直前にチップに添加される。もし、プレス中の雰囲気およびプレスが充填されるためのホッパーが乾燥、かつ、不活性に保たれるならば、無水塩化第2鉄がビレット形成プロセルの間に湿気を吸収することはないであろう。
【0053】
還元性又は不活性の種々の有機化合物を、塩化アンモニウム又は尿素の代わりに、又は塩化アンモニウム又は尿素と共に使用し得る。その例として、特に、以下のものを挙げることができる。
* ベンジルアミン: 液体であり、184℃で沸騰し、分子量は108である。
* オクタデシルアミン: 被覆性アミンであり、不活性化剤として削りくずチップと混合することができる。
* 臭化ベンジル: 液体であり、199℃で沸騰し、分解して有毒な煙を発生する。塩化ベンジルも同様に危険である。
* 塩酸尿素: 固体の還元剤であり、145℃で分解する。分子量は96℃である。
* 亜鉛アミド: 還元剤であり、真空中で200℃で分解する。バリウムジアミドは280℃で溶融する。
* ニトリルアミド: 不安定な弱酸であり、72℃で分解する。
【0054】
上記有機化合物の殆どは、高温で分解する。酸素が不十分であると、これらは炭素を形成する。この炭素は広く拡散するので、上述のグラファイトの添加と同様の作用を有する。上記有機化合物の使用が塩化アンモニウム又は尿素よりも有利な面を割り引くものではないが、現段階では、これらの使用による利益は殆どない。
路35は還元炉であってもよく、その場合は周知のように、ビレット加熱サイクルの間、メタンにより提供されるような還元雰囲気が維持されることになる。炉ガス(還元性)は、ビレットが依然として冷たい間において、残留酸素と置換する。更に、ビレット内に依然として存在する残留酸素、炭酸ガス、その他、ビレットが800℃まで加熱されたときチップの脱炭の結果として発生する酸化性ガスが、炉ガスによりCOに還元される。このように、炉ガスは、塩化アンモニウム、尿素、その他、ビレットが800℃まで加熱されたときガス状還元剤を与える上記粉状添加剤と同様にして、酸化クロムの形成を防止するよう作用する。従って、適当に制御された条件下では、上述のような添加剤を添加する必要はなくなる。しかし、温度800℃以上におけるクロムの酸化を防止するため、上述のように、アルミニウム粉又はその代替物を削りくずと混合することは依然として必要なことである。更に、上述のようなペレットをビレットを炉から取り出す前にビレットの端部に添加することが必要である。ビレットのためのパイプを形成するために使用されるステンレス鋼のグレードとして、ASTM A316L、A304Lおよび409、および3Cr12などを挙げることができる。その他の適当なグレードのものも当然、あり得る。
【0055】
なお、ここに記載したものに対し、認識し得る他の機械的均等物、変形物、改良も、本発明の範囲に包含されるものである。従って、本発明は明細書に開示されたものの他、請求の範囲で示された範疇の全ての態様を包含するものである。
【図面の簡単な説明】
【図1】 スクラップ鋼削りくずを用い最終製品を製造するプロセスにおける一連の段階を模式的に示すブロック図。
【図2】 ステンレス鋼チューブ内に収容された軟鋼コアからなるビレットを模式的に示す断面図。
【図3】 ビレットの一端の詳細を模式的に示す断面図。
【図4】 ビレットから圧延された平坦なバーの詳細を模式的に示す断面図。
【図4a】 ビレットから圧延された円形強化バーの詳細を模式的に示す断面図。
【図5】 図6のA-A 線に沿う模式的断面図。
【図6】 かしめ後のビレットの一端の詳細を示す図。
【図7】 第1の変形ビレットの、図2に対応させた模式的断面図。
【図8】 第2の変形ビレットの、図2に対応させた模式的断面図。
【符号の説明】
8 クラッシャー
10 清浄/脱脂装置
20 最終クラッシャー
30 加熱/アニール装置
32 冷却炉
34 練炭化プレス
40 ビレット
42 外側ジャケット
46 ブリケット
50 アルミニウムプレート
56 軟鋼コア
58 ステンレス鋼クラッディング
60 円形強化バー
62 軟鋼コア
64 ステンレス鋼クラッディング
Claims (12)
- エンジニアリング鋼からなる粒状物をステンレス鋼製ジャケットに収納したものからなるビレットを、その塑性加工温度にて加熱する工程を具備してなるステンレス鋼製クラッディングを有するエンジニアリング鋼のコアからなる耐腐食性金属製品の製造方法であって、アルミニウム、チタン、ジルコニウム、マグネシウム、ナトリウムからなる群から選択される第1の還元剤と、塩化アンモニウム、尿素、臭化鉄および塩化第二鉄からなる群から選択される第2の還元剤とを、該ジャケット内に与える工程を含み、該工程において、該第2の還元剤がガス又は蒸気状態として存在する間に該ジャケットの端部を封止することを特徴とする方法。
- 該第2の還元剤が温度500℃未満でガス又は蒸気状で存在するものから選ばれるものである請求項1記載の方法。
- 該第2の還元剤は、エンジニアリング鋼からなる粒状物をステンレス鋼製ジャケットに収納したビレットが加熱される還元炉から得られるものである請求項1又は2記載の方法。
- 該第2の還元剤が塩化アンモニウムである請求項1記載の方法。
- 該第2の還元剤が尿素である請求項1記載の方法。
- 該第1の還元剤がアルミニウムである請求項1ないし5のいずれか1項に記載の方法。
- 該アルミニウムが粉状体のものである請求項6記載の方法。
- 該第1の還元剤がチタンである請求項1ないし5のいずれか1項に記載の方法。
- 該チタンが削りくずの形態のものである請求項8記載の方法。
- 該粒状物が削りくずの形態のものである請求項1ないし9のいずれか1項に記載の方法。
- エンジニアリング鋼からなる粒状物をステンレス鋼製ジャケットに収納したものであり、ステンレス鋼製クラッディングを有するエンジニアリング鋼のコアからなるビレットであって、該ビレットは請求項1ないし10のいずれか1項に記載の方法により製造されたもの。
- ステンレス鋼製クラッディングを有するエンジニアリング鋼のコアを具備してなる製品であって、該製品が請求項11記載のビレットを加熱、塑性加工することにより製造されたもの。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| NZ33694299 | 1999-07-28 | ||
| NZ336942 | 1999-07-28 | ||
| PCT/GB2000/002894 WO2001007671A1 (en) | 1999-07-28 | 2000-07-27 | Process for manufacturing corrosion resistant composite metal products |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003505593A JP2003505593A (ja) | 2003-02-12 |
| JP4938190B2 true JP4938190B2 (ja) | 2012-05-23 |
Family
ID=19927405
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001512936A Expired - Fee Related JP4938190B2 (ja) | 1999-07-28 | 2000-07-27 | 耐腐食性金属製品の製造方法 |
Country Status (15)
| Country | Link |
|---|---|
| US (1) | US6706416B1 (ja) |
| EP (1) | EP1216312B1 (ja) |
| JP (1) | JP4938190B2 (ja) |
| KR (1) | KR100740915B1 (ja) |
| CN (1) | CN1325667C (ja) |
| AR (1) | AR024988A1 (ja) |
| AT (1) | ATE267883T1 (ja) |
| AU (1) | AU778313B2 (ja) |
| CA (1) | CA2380235C (ja) |
| DE (1) | DE60011111T2 (ja) |
| ES (1) | ES2222912T3 (ja) |
| HK (1) | HK1050719A1 (ja) |
| MY (1) | MY126609A (ja) |
| TW (1) | TW496902B (ja) |
| WO (1) | WO2001007671A1 (ja) |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011048363A1 (en) | 2009-10-22 | 2011-04-28 | Whitehead, John Anthony Bailie | Methods for the production of clad steel products |
| PL2490839T3 (pl) * | 2009-10-22 | 2020-02-28 | Cladinox International Limited | Metalowe wyroby odporne na korozję |
| US8709126B1 (en) * | 2010-02-03 | 2014-04-29 | Stc.Unm | Generation of metal and alloy micron, submicron, or nano particles in simple, rapid process |
| CN101947870B (zh) * | 2010-11-01 | 2012-10-03 | 山东大学 | 一种耐腐蚀杆件复合材料及其制备方法 |
| CN102011463B (zh) * | 2010-11-01 | 2012-06-20 | 山东大学 | 一种不锈钢复合耐腐蚀钢筋及其制备方法 |
| US10974349B2 (en) * | 2010-12-17 | 2021-04-13 | Magna Powertrain, Inc. | Method for gas metal arc welding (GMAW) of nitrided steel components using cored welding wire |
| CA2832415A1 (en) | 2011-04-18 | 2012-10-26 | Cladinox International Limited | Methods for the production of clad steel products |
| CN103764388B (zh) * | 2011-12-29 | 2016-08-17 | 奥秘合金设计有限公司 | 冶金结合的不锈钢 |
| WO2013101574A1 (en) * | 2011-12-29 | 2013-07-04 | Arcanum Alloy Design Inc. | Metallurgically bonded stainless steel |
| WO2014002127A1 (ja) * | 2012-06-25 | 2014-01-03 | 株式会社栗本鐵工所 | 長尺軽金属ビレット及びその製造方法 |
| US8978430B2 (en) | 2013-03-13 | 2015-03-17 | Commercial Metals Company | System and method for stainless steel cladding of carbon steel pieces |
| WO2015170101A2 (en) | 2014-05-09 | 2015-11-12 | Cladinox International Limited | Methods for the production of clad steel products |
| US20160230284A1 (en) | 2015-02-10 | 2016-08-11 | Arcanum Alloy Design, Inc. | Methods and systems for slurry coating |
| WO2017201418A1 (en) | 2016-05-20 | 2017-11-23 | Arcanum Alloys, Inc. | Methods and systems for coating a steel substrate |
| CN106269856B (zh) * | 2016-08-16 | 2018-04-10 | 武威市锦范工贸有限责任公司 | 一种包覆轧制复合制备不锈钢复合螺纹钢筋的方法 |
| CN106238492A (zh) * | 2016-10-11 | 2016-12-21 | 太原理工大学 | 一种利用回收铁、钢屑制备金属复合板的方法 |
| CN109058267A (zh) * | 2018-08-15 | 2018-12-21 | 全椒县全动机械有限公司 | 一种内燃机简易螺钉座及其制造工艺 |
| WO2020062538A1 (zh) * | 2018-09-29 | 2020-04-02 | 江苏科环新材料有限公司 | 受热面防磨蚀的水冷壁用管及其制备方法与应用 |
| CN110835673A (zh) * | 2019-12-09 | 2020-02-25 | 中航沈飞民用飞机有限责任公司 | 一种防止不锈钢热处理氧化的方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6169981A (ja) * | 1985-07-11 | 1986-04-10 | Toshiba Corp | 装飾品部材 |
| US5124214A (en) * | 1990-09-21 | 1992-06-23 | Camborne Industries Plc | Recycling scrap metal |
| JPH06320253A (ja) * | 1993-05-12 | 1994-11-22 | Nippon Steel Corp | 深絞り性および加工時の耐界面破壊特性に優れた高耐食性クラッド鋼板の製造方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3680624A (en) * | 1968-02-14 | 1972-08-01 | Technicon Instr | Method of continuously casting tube |
| US3625277A (en) * | 1970-04-13 | 1971-12-07 | Technicon Instr | Continuous casting process |
| CA1077691A (en) * | 1976-07-26 | 1980-05-20 | Makoto Mitarai | Method for producing clad steel pipes |
| EP0201202B2 (en) * | 1985-04-05 | 1994-08-31 | Nippon Steel Corporation | Method for producing a clad plate by hot-rolling |
| ES2078353T3 (es) * | 1989-09-21 | 1995-12-16 | Camborne Ind Plc | Compactacion de metal de chatarra en un tubo para el reciclado. |
| US5088399A (en) * | 1990-09-21 | 1992-02-18 | Camborne Industries Plc | Apparatus for compacting scrap metal |
| GB9300835D0 (en) * | 1993-01-18 | 1993-03-10 | Camborne Ind Plc | Process for manufacturing corrosion resistant metal products |
-
2000
- 2000-07-19 MY MYPI20003291 patent/MY126609A/en unknown
- 2000-07-27 US US10/048,121 patent/US6706416B1/en not_active Expired - Lifetime
- 2000-07-27 ES ES00948169T patent/ES2222912T3/es not_active Expired - Lifetime
- 2000-07-27 WO PCT/GB2000/002894 patent/WO2001007671A1/en active IP Right Grant
- 2000-07-27 CN CNB008134855A patent/CN1325667C/zh not_active Expired - Fee Related
- 2000-07-27 DE DE2000611111 patent/DE60011111T2/de not_active Expired - Lifetime
- 2000-07-27 CA CA 2380235 patent/CA2380235C/en not_active Expired - Fee Related
- 2000-07-27 AT AT00948169T patent/ATE267883T1/de active
- 2000-07-27 JP JP2001512936A patent/JP4938190B2/ja not_active Expired - Fee Related
- 2000-07-27 AU AU61733/00A patent/AU778313B2/en not_active Ceased
- 2000-07-27 KR KR1020027001197A patent/KR100740915B1/ko not_active IP Right Cessation
- 2000-07-27 EP EP20000948169 patent/EP1216312B1/en not_active Expired - Lifetime
- 2000-07-28 AR ARP000103926 patent/AR024988A1/es not_active Application Discontinuation
- 2000-09-30 TW TW89120371A patent/TW496902B/zh not_active IP Right Cessation
-
2003
- 2003-04-22 HK HK03102859A patent/HK1050719A1/xx not_active IP Right Cessation
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6169981A (ja) * | 1985-07-11 | 1986-04-10 | Toshiba Corp | 装飾品部材 |
| US5124214A (en) * | 1990-09-21 | 1992-06-23 | Camborne Industries Plc | Recycling scrap metal |
| JPH06320253A (ja) * | 1993-05-12 | 1994-11-22 | Nippon Steel Corp | 深絞り性および加工時の耐界面破壊特性に優れた高耐食性クラッド鋼板の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1376210A (zh) | 2002-10-23 |
| KR20020037336A (ko) | 2002-05-18 |
| KR100740915B1 (ko) | 2007-07-19 |
| MY126609A (en) | 2006-10-31 |
| CN1325667C (zh) | 2007-07-11 |
| DE60011111D1 (de) | 2004-07-01 |
| WO2001007671A1 (en) | 2001-02-01 |
| DE60011111T2 (de) | 2005-06-09 |
| ATE267883T1 (de) | 2004-06-15 |
| CA2380235C (en) | 2012-07-10 |
| AR024988A1 (es) | 2002-11-06 |
| AU778313B2 (en) | 2004-11-25 |
| HK1050719A1 (en) | 2003-07-04 |
| TW496902B (en) | 2002-08-01 |
| EP1216312A1 (en) | 2002-06-26 |
| US6706416B1 (en) | 2004-03-16 |
| CA2380235A1 (en) | 2001-02-01 |
| ES2222912T3 (es) | 2005-02-16 |
| JP2003505593A (ja) | 2003-02-12 |
| AU6173300A (en) | 2001-02-13 |
| EP1216312B1 (en) | 2004-05-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4938190B2 (ja) | 耐腐食性金属製品の製造方法 | |
| US20150151512A1 (en) | Billet, method of working a billet, and ferrous product produced from a billet | |
| EP1769090A2 (en) | Cored wire composition for increasing titanium content of steel | |
| EP0501966B1 (en) | Recycling scrap metal | |
| KR100306714B1 (ko) | 내식철함유금속제품의제조방법 | |
| EP1439237B1 (fr) | Procédé de recyclage de poussière d'aciérie et produit obtenu avec ce procédé | |
| US135512A (en) | Improvement in manufacturing iron and steel | |
| JP2914844B2 (ja) | 浸炭抑制作用の優れた熱間塑性加工用黒鉛系顆粒状潤滑剤組成物 | |
| JP2021146295A (ja) | 樹脂の熱融着防止剤 | |
| JPH0219163B2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070518 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20080519 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20080519 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100511 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20100809 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20100816 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101109 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20101221 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110421 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20110502 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110628 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20110912 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20110920 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20111024 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20111031 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20111124 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20111201 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111228 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120131 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120223 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150302 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4938190 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |