JP4859618B2 - 耐遅れ破壊性に優れた中空スタビライザの製造方法 - Google Patents
耐遅れ破壊性に優れた中空スタビライザの製造方法 Download PDFInfo
- Publication number
- JP4859618B2 JP4859618B2 JP2006279757A JP2006279757A JP4859618B2 JP 4859618 B2 JP4859618 B2 JP 4859618B2 JP 2006279757 A JP2006279757 A JP 2006279757A JP 2006279757 A JP2006279757 A JP 2006279757A JP 4859618 B2 JP4859618 B2 JP 4859618B2
- Authority
- JP
- Japan
- Prior art keywords
- mass
- less
- delayed fracture
- strength
- temperature
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Description
しかるに、スタビライザに使用する電縫鋼管が高強度になるほど遅れ破壊感受性が増大する。たとえば、900N/mm2以上の強度は、疲労耐久性を満足させる上で必要であるが、耐遅れ破壊性にとっては問題である。なかでも、焼入れ・焼戻しで金属組織を焼戻しマルテンサイトとし900N/mm2以上の強度を付与した焼戻しマルテンサイト鋼では、遅れ破壊感受性が急増する傾向にある。
たとえば、特許文献1では、Ar3以上の温度域で仕上げ圧延した後、急冷し、巻き取ることにより、900N/mm2以上の強度を有し、耐遅れ破壊性に優れた熱延鋼帯を製造しているものの、耐遅れ破壊性を改善した電縫鋼管の製造を教示・示唆していない。特許文献2では、焼入れせずに造管後に時効処理及び必要に応じて冷間伸管加工、焼鈍を施すことにより超高張力電縫鋼管を製造しているが、熱延鋼帯を250℃以下で巻き取っているので、遅れ破壊の起点となる析出炭化物が多いマルテンサイトになることが欠点である。
本発明は、このような知見に基づき、焼きなましても強度が実質的に低下しないベイナイト主体の金属組織を有する電縫鋼管を素材とし、スタビライザ形状に曲げ加工した後に施されていた焼入れ・焼戻し熱処理を省略でき、優れた耐遅れ破壊性を呈する中空スタビライザを低コストで製造することを目的とする。
C:0.10〜0.30質量%,Si:0.5質量%以下,Mn:0.25〜2.50質量%,P:0.03質量%以下,S:0.01質量%以下,Cr:0.5〜1.5質量%,Mo:0.1〜0.5質量%,B:0.0005〜0.0100質量%,Ti:0.01〜0.10質量%,N:0.01質量%以下,Al:0.02〜0.08質量%を含み、残部がFe及び不純物からなる組成を有する鋼材を熱間圧延する。鋼材は、必要に応じNi:0.1〜1.0質量%,V:0.5質量%以下,Nb:0.01〜0.10質量%の一種又は二種以上を含むことができる。
熱間圧延後、鋼帯を酸洗して造管ラインに送り、電縫鋼管とする。好ましくは、肉厚:2.0〜4.5mm,外径:15〜40mmのサイズをもった電縫鋼管を作製する。
電縫鋼管から中空スタビライザを製造する際には、450〜710℃の温度域で1時間以下焼きなました後、室温まで冷却し、焼きなまされた電縫鋼管を目標とするスタビライザ形状に曲げ加工する。

焼きなましで強度低下を起こすことなく延性が改善されるため、電縫鋼管を冷間で曲げ加工でき、スタビライザに要求される強度レベルが確保される。しかも、耐遅れ破壊性にとって不利な焼戻しマルテンサイトではなくベイナイト主体の金属組織であるため、耐遅れ破壊性,疲労耐久性共に優れた中空スタビライザが得られる。
〔成分設計〕
800〜950℃で仕上げ圧延し、400〜600℃で巻き取った熱延鋼帯がベイナイト主体の金属組織を有し、焼入れ・焼戻しを必要とせずに900N/mm2以上の強度が得られるように、各合金成分を次のように定めている。
C:0.10〜0.30質量%
中空スタビライザとして要求される強度を得るために必要な合金元素であり、0.10質量%未満では900N/mm2以上の強度が得られない。しかし、0.30質量%を超えるC含有量では、曲げ加工性,靭性,耐遅れ破壊性が低下する。
耐遅れ破壊性を劣化させることなく高強度化に寄与する合金成分であるが、過剰添加はスケール疵の多発,熱延鋼帯の品質劣化,靭性低下の原因となるので上限を0.5質量%とした。
熱延鋼帯の冷却過程でフェライトの生成を抑制する作用があり、遅い冷却速度でも強靭なベイナイト主体の組織にする作用を呈する。Mnの作用は0.25質量%以上でみられるが、過剰添加は粒界偏析を助長させ融解強度を低下させることになるので、2.50質量%を上限とした。
P:0.03質量%以下
延性,靭性,曲げ加工性に有害な元素であり、過剰添加は電縫溶接時に溶接部割れを誘発しやすい。また、粒界に偏析して遅れ破壊感受性を増加させるので、0.03質量%を上限とした。
Mnと結合しやすい元素であり、鋼中介在物であるMnSを形成して曲げ加工性を劣化させる。MnSは、応力集中個所となって耐遅れ破壊性劣化の原因にもなる。そのため、S含有量の上限を0.01質量%とした。
Cr:0.5〜1.5質量%
温間での軟化抵抗,再加熱時の焼戻し軟化抵抗を高くする元素であり、高強度化にも寄与する。Crの効果は0.5質量%以上でみられるが、1.5質量%を超える過剰Crは曲げ加工性の低下をもたらす。
強度及び焼入れ性の向上に有効な合金成分であり、遅い冷却速度でも強靭なベイナイト主体の金属組織を生成させる作用がある。軟化抵抗の改善にも有効である。これらの作用は、0.1質量%以上のMoでみられるが、0.5質量%を超える過剰Moを含ませても、強度や焼入れ性の更なる向上が望めず、却って高価なMoを多量に消費することから経済的に不利となる。
強度,靭性の向上に有効な合金成分であり、冷却過程でフェライト変態を遅延させる作用も呈する。また、粒界の歪みエネルギーを低下させ、粒界を強化する作用を呈し、疲労耐久性の向上に寄与する。このような作用は、0.0005質量%以上でみられるが、0.0100質量%で飽和し、過剰添加は却って靭性の劣化を招く。
Ti:0.01〜0.10質量%
固溶Nを窒化物として固定し、粗粒化防止,強度・靭性の向上に寄与し、耐遅れ破壊性の改善にも有効な合金成分である。このような作用は、Ti:0.01質量%以上でみられるが、0.10質量%を超える過剰Tiは粗大な窒化物を生成させ、靭性劣化の原因となる。
Tiと結合してTiNを生成し、鋼材を高強度化し、結晶粒を微細化させる作用を呈する。結晶粒の微細化は耐遅れ破壊性に有効であるが、0.01質量%を超える過剰Nは靭性を劣化させる。
Al:0.02〜0.08質量%
製鋼段階で脱酸剤として使用される元素であり、0.02質量%以上が必要である。しかし、0.08質量%を超える過剰添加は、鋼の清浄度を低下させ、表面疵の発生を助長する。
必要に応じて添加される合金成分であり、耐食性の向上,靭性の向上,水素侵入の抑制に有効である。Niの添加効果は0.1質量%以上でみられるが、1.0質量%で飽和し、それ以上添加しても鋼材コストの上昇を招く。
V:0.5質量%以下
必要に応じ添加される合金成分であり、高強度化,耐遅れ破壊性の改善に有効であるが、高価な元素であり過剰添加は鋼材コストの上昇を招くので0.5質量%を上限とした。
Nb:0.01〜0.10質量%
必要に応じ添加される合金成分であり、炭窒化物を形成して結晶粒の粗大化を抑制し、靭性を向上させる作用を呈する。これらの効果は、0.01質量%以上のNb添加でみられるが、過剰添加は靭性劣化を招くので0.10質量%を上限とした。
熱間圧延では、ベイナイト主体の組織が作り込まれるように仕上げ温度を800〜950℃,巻取り温度を400〜600℃に調整する。
仕上げ温度が800℃を下回ると、変形抵抗が増大し、通板性に支障をきたす。更には、加工フェライトが生成しやすい二相域圧延となる。逆に950℃を超えると熱延組織が粗大化し、加工性の劣化、冷却歪みの増大により鋼帯形状が悪化し、熱延時に水ノリや冷却ムラが発生しやすくなり、機械的性質が損なわれる。
引張強さ:900N/mm2以上の強度を有する焼戻しマルテンサイト鋼は、ベイナイト鋼に比較して旧オーステナイト粒界に炭化物が析出するため、遅れ破壊感受性が大きく、また遅れ破壊感受性が急増する傾向にある。他方、ベイナイト:55面積%以上の金属組織にすると、900N/mm2以上の引張強さが得られ、耐遅れ破壊性も改善される。
フェライトは、延性に富み造管性に有利であるが高強度化には少ないほど好ましい。スタビライザ用鋼管に必要な引張強さ:900N/mm2以上を確保する上で、フェライトを20面積%以下に規制する。
残留オーステナイトは水素固溶度が大きく、曲げ加工等の際に水素固溶度の低いマルテンサイトに加工誘起変態すると、残留オーステナイトに固溶していた水素が吐き出され、耐遅れ破壊性の引き金として働く水素の供給源になる。耐遅れ破壊性の劣化に及ぼす水素の影響を抑える上で、残留オーステナイトを5面積%以下とする。
次いで、必要に応じて電縫鋼管の内面ビード,外面ビードを除去し、焼き戻しにより電縫溶接部を調質する。一般に焼入れ状態になっている溶接部は母材部に比較して硬質で伸びが小さいので、電縫鋼管を曲げ加工する際に加工性の良否を支配する個所となる。そこで、焼入れ硬化されている電縫溶接部の硬さを母材部との最大硬さ差が50HV以下となるように焼き戻すと加工性の向上が図られる。
曲げ角度:90度の曲げ加工では被加工材に導入される歪み量が多く、電縫鋼管に限らず高強度材の加工に適していない。曲げ加工に先立つ焼きなましで歪みを低減し伸びを改善することが考えられるが、一般には焼きなましにより強度が低下しやすい。この点、本成分系では、軟化抵抗を高めるCr,Mo,Ti等を合金成分としているので、焼きなましによる強度低下が抑制される。
本発明例では焼きなまし後の電縫鋼管を各種試験に供し、比較例では造管直後に焼入れ、水冷、焼戻しの工程を経た電縫鋼管を各種試験に供した。
熱延鋼帯のL断面を鏡面研磨し、エッチングすることにより試験片を作製した。試験片を倍率:1000倍でSEM観察し、十視野について各相の面積を測定し、視野ごとの面積を平均化して各相の面積率を算出した。
電縫鋼管を長さ1mの試験片に切断し、パイプベンダーに装着し、曲げ半径:鋼管直径の二倍,曲げ角度:90度,引き曲げ法で曲げ加工した。曲げ部外側で割れの発生状況を調査し、破断に至らないような亀裂でも割れ発生と評価した。
〔引張試験〕
電縫鋼管を切断して所定長さの引張片とし、内径とほぼ等しい棒状治具を管内に挿入した状態で試験片をチャッキングし、引張り試験した。
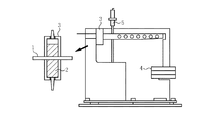
電縫溶接部に関し180度の位置から電縫鋼管の長手方向に短冊状の試験片を採取し、表面研削で長さ:100mm,幅:8.0mm,板厚:1.0mmの平板状に加工した。平板の長手方向中央位置で幅方向端縁にVノッチ(図1)を付けた試験片1を作製し、腐食液2を満たした腐食槽3(図2)に浸漬した。腐食液2には5%HCl水溶液を用い、重錘4で曲げ応力を試験片1に負荷し、変位計5で試験片1の変形を測定しながら破断に至るまでの時間を計測した。100時間経過した後でも試験片が破断しなかった最も高い曲げ応力を遅れ破壊限度とし、遅れ破壊限度:1300N/mm2以上を"耐遅れ破壊性良好"と評価した。
試験No.1,5,11,15,17,18,20は、引張強さが900N/mm2以上であったが、金属組織の20面積%を超える分率がマルテンサイト,焼戻しマルテンサイト,パーライトで占められていたため、曲げ試験で曲げ部外周に割れが発生した。また、旧オーステナイト粒界に炭化物が析出しており、クラックが頻発し遅れ破壊限度に劣っていた。
試験No.14,16は、20面積%以上のフェライトのため軟質であり、曲げ部外周に割れが検出されなかったが、900N/mm2以上の引張強さを得られなかった。試験No.7は曲げ加工性,引張強さを満足するものの、残留オーステナイトがマルテンサイトに加工誘起変態したため耐遅れ破壊性が劣化した。
これに対し、鋼成分,巻取り温度,金属組織の面積率,曲げ加工前の焼きなまし条件が本発明規定の条件を満足する試験No.2,4,6,9,10,12,13は、何れも900N/mm2以上の引張強さを示し、しかも割れなく90度曲げ加工でき、耐遅れ破壊性にも優れていた。
Claims (3)
- C:0.10〜0.30質量%,Si:0.5質量%以下,Mn:0.25〜2.50質量%,P:0.03質量%以下,S:0.01質量%以下,Cr:0.5〜1.5質量%,Mo:0.1〜0.5質量%,B:0.0005〜0.0100質量%,Ti:0.01〜0.10質量%,N:0.01質量%以下,Al:0.02〜0.08質量%を含み、残部がFe及び不純物からなる組成を有する鋼材を熱延工程に送り、
フェライト:20面積%以下,パーライト:20面積%以下,残留オーステナイト:5面積%以下,残部がベイナイトの金属組織が得られるように、仕上げ温度:800〜950℃,巻取り温度:400〜600℃の範囲で選定した条件下で前記鋼材を熱間圧延し、
酸洗を経て電縫鋼管とした後、
450〜710℃の温度域に1時間以下焼きなまし、室温まで冷却し、目標形状に曲げ加工することを特徴とする耐遅れ破壊性に優れた中空スタビライザの製造方法。 - 更にNi:0.1〜1.0質量%,V:0.5質量%以下,Nb:0.01〜0.10質量%の一種又は二種以上を含む鋼材を使用する請求項1記載の製造方法。
- Ms点以下の温度に冷却した後、連続して(Ac1変態点)〜(Ac1変態点−100℃)の温度域に焼き戻す熱処理を電縫溶接部に施し、電縫溶接部と母材部との間の最大硬さ差を50HV以下にする請求項1又は2記載の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006279757A JP4859618B2 (ja) | 2006-10-13 | 2006-10-13 | 耐遅れ破壊性に優れた中空スタビライザの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006279757A JP4859618B2 (ja) | 2006-10-13 | 2006-10-13 | 耐遅れ破壊性に優れた中空スタビライザの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008095156A JP2008095156A (ja) | 2008-04-24 |
| JP4859618B2 true JP4859618B2 (ja) | 2012-01-25 |
Family
ID=39378319
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006279757A Active JP4859618B2 (ja) | 2006-10-13 | 2006-10-13 | 耐遅れ破壊性に優れた中空スタビライザの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4859618B2 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5306845B2 (ja) * | 2009-02-12 | 2013-10-02 | Jfe条鋼株式会社 | 耐食性と低温靭性に優れた車両用高強度スタビライザ用鋼及びその製造方法とスタビライザ |
| JP2011006781A (ja) | 2009-05-25 | 2011-01-13 | Nippon Steel Corp | 低サイクル疲労特性に優れた自動車足回り部品とその製造方法 |
| RU2451756C2 (ru) * | 2010-08-16 | 2012-05-27 | Семар Тимофеевич Басюк | Способ изготовления конструктивного элемента в виде корпуса из алюминиевого сплава с каналами для охлаждения |
| JP5936652B2 (ja) * | 2014-06-30 | 2016-06-22 | ユニ・チャーム株式会社 | 吸収性物品 |
| CA3048164C (en) | 2017-01-25 | 2021-09-07 | Jfe Steel Corporation | Electric resistance welded steel tube for coiled tubing and method for manufacturing the same |
| CN115354237B (zh) * | 2022-08-29 | 2023-11-14 | 东北大学 | 抗拉强度1000MPa级热轧超高强钢板及其制备方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6417820A (en) * | 1987-07-13 | 1989-01-20 | Kobe Steel Ltd | Production of electric resistance welded steel tube for heat treatment |
| JPH01111848A (ja) * | 1987-10-26 | 1989-04-28 | Nisshin Steel Co Ltd | スタビライザーに用いられるパイプ素管 |
| JPH024944A (ja) * | 1988-06-22 | 1990-01-09 | Kobe Steel Ltd | 疲労特性の優れた電縫鋼管用鋼 |
| JP2840978B2 (ja) * | 1990-08-21 | 1998-12-24 | 新日本製鐵株式会社 | 超高張力電縫鋼管の製造方法 |
| JP2588648B2 (ja) * | 1991-07-02 | 1997-03-05 | 新日本製鐵株式会社 | 超高張力電縫鋼管の製造方法 |
| JPH05302119A (ja) * | 1992-03-27 | 1993-11-16 | Sumitomo Metal Ind Ltd | 高強度自動車部品の製造方法 |
| JP4506486B2 (ja) * | 2005-01-31 | 2010-07-21 | Jfeスチール株式会社 | 高強度中空スタビライザ用電縫鋼管および高強度中空スタビライザの製造方法 |
-
2006
- 2006-10-13 JP JP2006279757A patent/JP4859618B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008095156A (ja) | 2008-04-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3239339B1 (en) | Product formed from heat treatable steel having ultra high strength and excellent durability, and method for manufacturing same | |
| JP6465249B2 (ja) | 高強度薄肉中空スタビライザー用電縫鋼管およびその製造方法 | |
| KR101321681B1 (ko) | 중공 부재 및 그 제조 방법 | |
| KR20180099876A (ko) | 고강도 강판 및 그 제조 방법 | |
| JP5892267B2 (ja) | 電縫鋼管 | |
| JP2020509208A (ja) | 降伏比が低く均一伸びに優れた焼戻しマルテンサイト鋼及びその製造方法 | |
| JP2010242164A (ja) | 自動車構造部材用高強度溶接鋼管の製造方法 | |
| CN111511946B (zh) | 电阻焊钢管和电阻焊钢管的制造方法 | |
| CN111542638A (zh) | 耐冲击性优异的热轧钢板、钢管、部件及其制造方法 | |
| JP4910694B2 (ja) | 自動車構造部材用高張力溶接鋼管及びその製造方法 | |
| JP4859618B2 (ja) | 耐遅れ破壊性に優れた中空スタビライザの製造方法 | |
| JP6384637B1 (ja) | コイルドチュービング用電縫鋼管およびその製造方法 | |
| JP4859240B2 (ja) | 中空スタビライザ用電縫鋼管の製造方法 | |
| JP6796472B2 (ja) | 中空部材及びその製造方法 | |
| JP2009235499A (ja) | 中空スタビライザーの製造方法 | |
| JP2009203492A (ja) | 自動車構造部材用高張力溶接鋼管およびその製造方法 | |
| JP6747623B1 (ja) | 電縫鋼管 | |
| CN113631735B (zh) | 中空稳定器用电焊钢管和中空稳定器、以及其制造方法 | |
| JP2007107032A (ja) | 中空スタビライザ用鋼管の製造方法及び中空スタビライザの製造方法 | |
| JP5942572B2 (ja) | 耐疲労特性に優れた自動車部品用電縫溶接鋼管およびその製造方法 | |
| KR102492994B1 (ko) | 균일한 인장재질 및 용접부 횡크랙 저항성이 우수한 강판, 강관 및 이들의 제조방법 | |
| JP2000119750A (ja) | 疲労耐久性に優れた中空スタビライザ用高強度鋼管の製造方法 | |
| JP4765680B2 (ja) | 焼戻し効率性および焼戻し安定性に優れるマルテンサイト系ステンレス鋼 | |
| JP5653053B2 (ja) | 複相組織高Cr鋼材の製造法 | |
| JP2005206938A (ja) | 構造用Fe−Cr系鋼板とその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091013 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110921 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111101 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111101 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4859618 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141111 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |