JP4811767B2 - 二次電池の製造方法及び装置 - Google Patents
二次電池の製造方法及び装置 Download PDFInfo
- Publication number
- JP4811767B2 JP4811767B2 JP2007316308A JP2007316308A JP4811767B2 JP 4811767 B2 JP4811767 B2 JP 4811767B2 JP 2007316308 A JP2007316308 A JP 2007316308A JP 2007316308 A JP2007316308 A JP 2007316308A JP 4811767 B2 JP4811767 B2 JP 4811767B2
- Authority
- JP
- Japan
- Prior art keywords
- electrode plate
- secondary battery
- manufacturing
- positive electrode
- zigzag
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 75
- 238000000034 method Methods 0.000 claims description 38
- 238000003825 pressing Methods 0.000 claims description 31
- 238000003780 insertion Methods 0.000 claims description 21
- 230000037431 insertion Effects 0.000 claims description 21
- 239000000463 material Substances 0.000 claims description 6
- 238000007599 discharging Methods 0.000 claims description 3
- 239000011295 pitch Substances 0.000 description 11
- 230000007246 mechanism Effects 0.000 description 5
- 230000008569 process Effects 0.000 description 5
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 4
- 229910001416 lithium ion Inorganic materials 0.000 description 4
- 239000011888 foil Substances 0.000 description 3
- 238000004804 winding Methods 0.000 description 3
- 230000009471 action Effects 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 239000013585 weight reducing agent Substances 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 239000003575 carbonaceous material Substances 0.000 description 1
- 239000011889 copper foil Substances 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 239000008151 electrolyte solution Substances 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 229910052744 lithium Inorganic materials 0.000 description 1
- 229910003002 lithium salt Inorganic materials 0.000 description 1
- 159000000002 lithium salts Chemical class 0.000 description 1
- -1 lithium transition metal Chemical class 0.000 description 1
- 239000002905 metal composite material Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000007773 negative electrode material Substances 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 239000007774 positive electrode material Substances 0.000 description 1
- 238000010248 power generation Methods 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 229910052723 transition metal Inorganic materials 0.000 description 1
Images












Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Secondary Cells (AREA)
Description
図1において、符号1はリチウムイオン二次電池の角形ケースを示し、符号2はこの角形ケース1内に収納された極板群を示す。角形ケース1の所定箇所には、図示しない正極端子と負極端子が設けられている。また、角形ケース1内には、有機溶媒にリチウム塩を配合してなる電解液が充填されている。
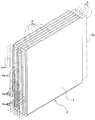
図9に示すように、この実施の形態2に係る極板群22は、ジグザグ折りされた連続状の重畳体23と、この重畳体23の各谷溝23a内に挿入された正極板4とを具備する扁平な積層体として構成される。重畳体23は二条のセパレータの連続体3,3で負極板の連続体24を挟んでなる積層体である。このため、重畳体23の各谷溝23a内に挿入された正極板4はセパレータを介して負極板の連続体24と対峙することになる。正極板4と負極板の連続体24とには互いに逆向きにセパレータから突出するリード部4a,24aが設けられ、各極のリード部4a,24aはそれぞれ束ねられて電池ケース1(図1参照)の図示しない正極端子と負極端子にそれぞれ接続される。
この実施の形態3では、ガイド棒6a,6b,6c,6d,6e,6f,6g,6h,6i,6jの鉛直方向での間隔を各列内で狭めるピッチ変更手段として、図12に示すようなリンク機構25が用いられる。
この実施の形態4では、図13(A)(B)(C)に示すように、極板搬送トレー13a,13b,13c,13d,13e,13f,13g,13h,13i,13jが、ガイド棒6a,6b,6c,6d,6e,6f,6g,6h,6i,6jの各列に対応してまとめられ、各々の後端が縦フレーム28に連結される。
体3の各谷溝3a内に挿入された正極板4と負極板5が、ガイド棒6a,6b,6c,6d,6e,6f,6g,6h,6i,6jの長さ方向で正確に位置決めされる。ストッパ16,17は必要に応じて設けられる。
3…セパレータの連続体
3a,23a…谷溝
4…正極板
5…負極板
6a,6b,6c,6d,6e,6f,6g,6h,6i,6j…ガイド棒
10…ノズル
14,15…押し部材
16,17…ストッパ
18…プッシャー
23…重畳体
24…負極板の連続体
Claims (23)
- 鉛直方向にジグザグ状に配列された複数のガイド棒の一方の列と他方の列との間にセパレータの連続体を配置する工程と、
上記ガイド棒を列同士間で水平方向に交差させることでジグザグ折りにされたセパレータの連続体の各谷溝内に正極板と負極板を交互に挿入することにより、上記セパレータを介して上記正極板と上記負極板とが交互に重なり合う積層体を形成する工程と、
上記連続体の各谷溝内から上記ガイド棒を抜去する工程と、
上記積層体を上記鉛直方向に押圧する工程と、
を有することを特徴とする二次電池の製造方法。 - 鉛直方向にジグザグ状に配列された複数のガイド棒の一方の列と他方の列との間に負極板の連続体を二条のセパレータの連続体で挟んだ重畳体を配置する工程と、
上記ガイド棒を列同士間で水平方向に交差させることでジグザグ折りにされた上記重畳体の各谷溝内に正極板を挿入することにより、上記セパレータを介して上記正極板と上記負極板とが交互に重なり合う積層体を形成する工程と、
上記重畳体の各谷溝内から上記ガイド棒を抜去する工程と、
上記重畳体を上記鉛直方向に押圧する工程と、
を有することを特徴とする二次電池の製造方法。 - 請求項1に記載の二次電池の製造方法において、上記ガイド棒を列同士間で交差させることにより上記連続体をジグザグ折りしつつ、上記各谷溝内に上記正極板と上記負極板を交互に挿入することを特徴とする二次電池の製造方法。
- 請求項2に記載の二次電池の製造方法において、上記ガイド棒を列同士間で交差させることにより上記重畳体をジグザグ折りしつつ、上記各谷溝内に上記正極板を挿入することを特徴とする二次電池の製造方法。
- 請求項1至請求項4のいずれかに記載の二次電池の製造方法において、上記ジグザグ状の連続体又は重畳体の各谷溝内に上記正極板と上記負極板の双方又は上記正極板を挿入した後に、上記ガイド棒の各列内での間隔を狭めることを特徴とする二次電池の製造方法。
- 請求項1乃至請求項5のいずれかに記載の二次電池の製造方法において、上記連続体又は上記重畳体の各谷溝内に挿入された上記正極板と上記負極板の双方又は上記正極板を上記ガイド棒の長さ方向に押圧することを特徴とする二次電池の製造方法。
- 請求項1乃至請求項6のいずれかに記載の二次電池の製造方法において、上記連続体又は上記重畳体の各谷溝内から上記ガイド棒を抜去する際に、上記積層体を上記鉛直方向に押圧することを特徴とする二次電池の製造方法。
- 請求項1乃至請求項6のいずれかに記載の二次電池の製造方法において、上記連続体又は上記重畳体の各谷溝内から上記ガイド棒を抜去した後、上記積層体を上記鉛直方向に押圧する前に、上記正極板と上記負極板を各谷溝内に更に押し込むことを特徴とする二次電池の製造方法。
- 請求項1乃至請求項8のいずれかに記載の二次電池の製造方法において、上記ガイド棒を回転自在なローラとすることを特徴とする二次電池の製造方法。
- 請求項1乃至請求項8のいずれかに記載の二次電池の製造方法において、上記ガイド棒を半円筒形とすることを特徴とする二次電池の製造方法。
- 請求項1乃至請求項10のいずれかに記載の二次電池の製造方法において、上記ガイド棒を列同士間で交差させる際に、上記ガイド棒の表面から上記連続体又は上記重畳体に向けて空気を吐出することを特徴とする二次電池の製造方法。
- 請求項1乃至請求項11のいずれかに記載の二次電池の製造方法において、上記ガイド棒の上記連続体又は上記重畳体の接する表面に摩擦低減材層を形成しておくことを特徴とする二次電池の製造方法。
- 鉛直方向にジグザグ状に配列された複数のガイド棒を有し、上記ガイド棒の一方の列と他方の列との間にセパレータの連続体が配置されると、上記ガイド棒が列同士間で水平方向に交差して上記連続体をジグザグ折りするジグザグ折り手段と、
上記ジグザグ折りされた連続体の各谷溝内に正極板と負極板を交互に挿入する極板挿入手段と、
上記連続体の各谷溝内から上記ガイド棒を抜去するガイド棒抜去手段と、
上記セパレータを介して上記正極板と上記負極板とが交互に重なり合う積層体を上記鉛直方向に押圧するプレス手段と、
を備えたことを特徴とする二次電池の製造装置。 - 鉛直方向にジグザグ状に配列された複数のガイド棒を有し、上記ガイド棒の一方の列と他方の列との間に、セパレータの二条の連続体で負極板の連続体を挟んだ重畳体が配置されると、上記ガイド棒が列同士間で水平方向に交差して上記重畳体をジグザグ折りするジグザグ折り手段と、
上記ジグザグ折りされた重畳体の各谷溝内に正極板を挿入する極板挿入手段と、
上記重畳体の各谷溝内から上記ガイド棒を抜去するガイド棒抜去手段と、
上記セパレータを介して上記正極板と上記負極板とが交互に重なり合う積層体を上記鉛直方向に押圧するプレス手段と、
を備えたことを特徴とする二次電池の製造装置。 - 請求項13に記載の二次電池の製造装置において、上記ガイド棒を列同士間で交差させることにより上記連続体をジグザグ折りしつつ、上記極板挿入手段により各谷溝内に上記正極板と上記負極板を交互に挿入するようにしたことを特徴とする二次電池の製造装置。
- 請求項14に記載の二次電池の製造装置において、上記ガイド棒を列同士間で交差させることにより上記重畳体をジグザグ折りしつつ、上記極板挿入手段により各谷溝内に上記正極板を挿入するようにしたことを特徴とする二次電池の製造装置。
- 請求項13乃至請求項16のいずれかに記載の二次電池の製造装置において、上記ジグザグ状の連続体又は重畳体の各谷溝内に上記正極板と上記負極板の双方又は上記正極板を挿入した後に、上記ガイド棒の間隔を各列内で狭めるピッチ変更手段を備えたことを特徴とする二次電池の製造装置。
- 請求項13乃至請求項17のいずれかに記載の二次電池の製造装置において、上記連続体又は上記重畳体の各谷溝内に挿入された上記正極板と上記負極板の双方又は上記正極板を上記ガイド棒の長さ方向で押圧するストッパを備えたことを特徴とする二次電池の製造装置。
- 請求項13乃至請求項18のいずれかに記載の二次電池の製造装置において、上記連続体又は上記重畳体の各谷溝内から上記ガイド棒を抜去した後、上記積層体を上記鉛直方向に押圧する前に、上記正極板と上記負極板を各谷溝内に更に押し込む押し部材を備えたことを特徴とする二次電池の製造装置。
- 請求項13乃至請求項19のいずれかに記載の二次電池の製造装置において、上記ガイド棒が回転自在なローラであることを特徴とする二次電池の製造装置。
- 請求項13乃至請求項19のいずれかに記載の二次電池の製造装置において、上記ガイド棒が半円筒形であることを特徴とする二次電池の製造装置。
- 請求項13乃至請求項21のいずれかに記載の二次電池の製造装置において、上記ガイド棒を列同士間で交差させる際に、上記ガイド棒の表面から上記連続体又は上記重畳体に向けて空気を吐出するノズルが上記ガイド棒に設けられたことを特徴とする二次電池の製造装置。
- 請求項13乃至請求項22のいずれかに記載の二次電池の製造装置において、上記ガイド棒の上記連続体又は上記重畳体の接する表面に摩擦低減材層が形成されたことを特徴とする二次電池の製造装置。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007316308A JP4811767B2 (ja) | 2007-12-06 | 2007-12-06 | 二次電池の製造方法及び装置 |
| US12/328,176 US8926715B2 (en) | 2007-12-06 | 2008-12-04 | Method and apparatus for manufacturing electrode assembly for rectangular battery |
| CN200810184839XA CN101453035B (zh) | 2007-12-06 | 2008-12-05 | 矩形电池用极板组的制造方法及装置 |
| HK09111193.3A HK1131701A1 (en) | 2007-12-06 | 2009-11-30 | An electrode plate group of a rectangle cell and its manufacturing method |
| US14/529,877 US9786945B2 (en) | 2007-12-06 | 2014-10-31 | Method and apparatus for manufacturing electrode assembly for rectangular battery |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007316308A JP4811767B2 (ja) | 2007-12-06 | 2007-12-06 | 二次電池の製造方法及び装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2009140772A JP2009140772A (ja) | 2009-06-25 |
| JP2009140772A5 JP2009140772A5 (ja) | 2011-02-24 |
| JP4811767B2 true JP4811767B2 (ja) | 2011-11-09 |
Family
ID=40735136
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007316308A Active JP4811767B2 (ja) | 2007-12-06 | 2007-12-06 | 二次電池の製造方法及び装置 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP4811767B2 (ja) |
| CN (1) | CN101453035B (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5207113B2 (ja) * | 2007-12-06 | 2013-06-12 | 大日本印刷株式会社 | 角形電池用極板群の製造方法及び装置 |
| US9450268B2 (en) | 2011-04-18 | 2016-09-20 | Eliiy Power Co., Ltd. | Method for producing and apparatus for producing secondary battery |
| US9853329B2 (en) | 2011-04-18 | 2017-12-26 | Eliiy Power Co., Ltd. | Method for producing and apparatus for producing secondary battery |
| JP5720035B2 (ja) * | 2011-04-18 | 2015-05-20 | エリーパワー株式会社 | 二次電池の製造方法及び製造装置 |
| JP5272048B2 (ja) * | 2011-06-15 | 2013-08-28 | Ckd株式会社 | シート体の搬送装置及び積層電池の製造装置 |
| EP2911229B1 (en) * | 2012-10-17 | 2019-04-10 | Eliiy Power Co., Ltd. | Secondary-battery production method and production device |
| KR101507229B1 (ko) | 2013-06-24 | 2015-03-30 | 세방전지(주) | 안전성을 향상시키는 리튬 전지의 적층 장치 및 그 방법 |
| JP2016076475A (ja) | 2014-08-06 | 2016-05-12 | 株式会社半導体エネルギー研究所 | 二次電池を有する電子機器及び眼鏡型デバイス |
| KR102260835B1 (ko) * | 2016-09-20 | 2021-06-03 | 삼성에스디아이 주식회사 | 이차전지, 전극 조립체 및 전극 조립체 제조 방법 |
| CN113964363B (zh) * | 2020-07-21 | 2024-03-26 | 深圳市科晶智达科技有限公司 | 电池组装和封口方法及组装和封口系统 |
| KR102360973B1 (ko) * | 2021-05-07 | 2022-02-09 | 노성연 | 태양광 발전기 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01100871A (ja) * | 1987-10-14 | 1989-04-19 | Yuasa Battery Co Ltd | 鉛蓄電池用極群の製造方法 |
| JPH03116663A (ja) * | 1989-09-28 | 1991-05-17 | Komatsu Ltd | 角形電池 |
| JP2000164243A (ja) * | 1998-11-30 | 2000-06-16 | Mitsubishi Chemicals Corp | 積層電極の製造方法 |
| JP2001210355A (ja) * | 2000-01-28 | 2001-08-03 | Japan Storage Battery Co Ltd | 電池及び電池の製造方法 |
| KR100388648B1 (ko) * | 2001-05-23 | 2003-06-25 | 주식회사 코캄엔지니어링 | 자동화된 리튬 2차전지 제조 시스템 |
| JP2003243270A (ja) * | 2002-02-21 | 2003-08-29 | Hitachi Aic Inc | 電子部品素子の折り曲げ機構 |
-
2007
- 2007-12-06 JP JP2007316308A patent/JP4811767B2/ja active Active
-
2008
- 2008-12-05 CN CN200810184839XA patent/CN101453035B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN101453035B (zh) | 2013-11-27 |
| CN101453035A (zh) | 2009-06-10 |
| JP2009140772A (ja) | 2009-06-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4811767B2 (ja) | 二次電池の製造方法及び装置 | |
| JP4910216B2 (ja) | 二次電池の製造方法及び装置 | |
| JP5263813B2 (ja) | 角形電池用極板群の製造方法及び装置 | |
| US9786945B2 (en) | Method and apparatus for manufacturing electrode assembly for rectangular battery | |
| JP5754023B2 (ja) | 二次電池の製造方法及び製造装置 | |
| JP5150852B2 (ja) | 角形電池用極板群の製造方法および装置 | |
| JP5207113B2 (ja) | 角形電池用極板群の製造方法及び装置 | |
| TWI586020B (zh) | 二次電池的製造方法及製造裝置 | |
| TWI555256B (zh) | Apparatus and method for manufacturing an electrode body | |
| KR101559834B1 (ko) | 2차전지의 제조 방법 및 제조 장치 | |
| JP5207117B2 (ja) | 角形電池用極板群の製造方法及び装置 | |
| KR101349205B1 (ko) | 이차 전지 다중 삽입 적층 장치 및 방법 | |
| EP2904658A1 (de) | Vorrichtung zur herstellung von elektrodenstapeln | |
| DE2746428B2 (de) | Verfahren und Vorrichtung zum spiralförmigen Aufwickeln der Elektrodenplatten und Separatoren für eine elektrochemische Zelle | |
| JP5720035B2 (ja) | 二次電池の製造方法及び製造装置 | |
| JP4811768B2 (ja) | 二次電池の製造方法及び装置 | |
| KR102608771B1 (ko) | 라미네이팅 및 제트 폴딩 스택 시스템 및 라미네이팅 및 제트 폴딩 스택 방법 | |
| EP2647078A1 (de) | Verfahren zur herstellung eines elektroden/separatorenstapels inklusive befüllung mit einem elektrolyten zum einsatz in einer elektrochemischen energiespeicherzelle | |
| DE102017204937A1 (de) | Wickelelektrodenanordnung für eine elektrochemische Zelle und Verfahren und Vorrichtungen zu deren Herstellung | |
| DE102012213111B4 (de) | Verfahren und Anordnung zur effizienten Herstellung von Folienstapeln zur Bildung einer Lithium-Ionen-Batteriezelle | |
| JP2021044210A (ja) | 電池構造体製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100909 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101221 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20101221 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101227 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20110119 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110308 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110426 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110719 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110812 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4811767 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140902 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |