JP4802424B2 - 電解液給液流量制御装置およびその装置を使用した種板製造方法 - Google Patents
電解液給液流量制御装置およびその装置を使用した種板製造方法 Download PDFInfo
- Publication number
- JP4802424B2 JP4802424B2 JP2001267081A JP2001267081A JP4802424B2 JP 4802424 B2 JP4802424 B2 JP 4802424B2 JP 2001267081 A JP2001267081 A JP 2001267081A JP 2001267081 A JP2001267081 A JP 2001267081A JP 4802424 B2 JP4802424 B2 JP 4802424B2
- Authority
- JP
- Japan
- Prior art keywords
- flow rate
- seed plate
- supply flow
- electrolytic
- rate control
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Landscapes
- Electrolytic Production Of Metals (AREA)
Description
【発明の属する技術分野】
本発明は、銅電解精製に限らず、一般的な電解精製法や電解採取法において利用できる電解液給液流量制御装置と種板の製造方法に係り、より詳しくは複数の電解槽に均一に一定量ずつ電解液を給液することができる電解液給液流量制御装置と、性状や形状(長さ)の均一な種板の製造方法に関する。
【0002】
【従来の技術】
一般の電解工場では、種板工程でアノ一ドと母板を使用して電解精製法により電気銅のもとになる種板が製造され、その種板とこれを切断された吊手リボンとクロスバーを接合してカソードが製造される。そして、電解工程でアノ一ドとカソードを使用して電解精製法により電気銅が製造される。
電解精製法による種板の製造において、垂直性の良いカソードを製造するという点では、原料として使用される種板の性状が均一であることが望ましく、またカソード製造工程における機械のトラブルを少なくするという点では種板の形状としてその長さが均一であることが好ましい。
【0003】
すなわち、種板の性状のバラツキが大きいほど、カソードの性状(歪)のバラツキも大きくなる。その結果、電解工程において電解槽でアノ一ドとカソードが接触(ショート)しやすくなるため、電流効率が低下して電気銅生産コスト(電力コスト)が悪化する。また、アノードとカソードが接触しなくとも、アノードとカソードが電解槽内に均一に配置されていないことから、電気銅表面に粒が発生しやすく、極端な場合は不良品となってしまう。さらに、種板の長さのバラツキが大きいほど種板の停止位置のずれが大きくなり、その結果種板と吊手リボンとクロスバーを接合できないというような機械トラブルの原因となる。
【0004】
このような点から、電気銅の外観状態や生産コストを悪化させないために、均一な性状や形状の種板を製造することは極めて重要であり、多くの電解工場では均一な性状や形状の種板を製造するための技術開発を進めているものの、実際には人的に管理しているのが実状である。
例えば、均一な性状の種板を製造するために、従来はバルブの開度をその都度調整することにより電解液給液流量を調整したり、極板(母板やアノード)の性状(垂直性または歪)や通停電時間を管理したり、ブスバーを希硫酸で洗浄したりしている。また、均一な長さの種板を製造するために、バルブの開度をその都度調整することにより電解液給液流量を調整したり、堰板の形状が四角であるものを採用したり、その堰板の位置レベルを調整したりしている。
しかし、種板の性状や形状を人的に管理する方法では、個人差が生じてしまい、種板の性状や形状がばらつくという問題が潜在的に存在する。さらに、電気銅を増産するのに伴い、種板電解槽を増槽していく場合、作業負荷も比例的に増える。
【0005】
また、従来の電解槽への電解液給液流量は、20〜30l/分・槽(電解槽の大きさにもよる)と少ない(流速が小さい)ため、配管やバルブがスケーリングして自然に給液量が低下する。このスケーリングを防止するため、一部では配管径を小さくしているところもあるが、バルブで給液流量を調節しているためバルブがスケーリングして、結局は給液流量が低下してしまうことから、人的にバルブの開度を調整しなければならず、やはり個人差という問題が生じる。
なお、各電解槽に流量計を使用してバルブを電気的に制御することにより電解液給液流量を調節することは可能であるが、この方法は膨大な設備費がかかることからほとんど実施されていないのが実状である。
【0006】
【発明が解決しようとする課題】
本発明は、このような現状に鑑みなされたものであり、複数の電解槽に均一に一定量ずつ電解液を給液することができる電解液給液流量制御装置と、性状や形状(長さ)の均一な種板を低コストで製造し得る方法を提案することを目的とするものである。
【0007】
【課題を解決するための手段】
本発明に係る電解液給液流量制御装置は、給液本管の途中に接続した分岐管にバルブおよび流量計を介して接続された分配函と、該分配函に接続した複数の分配管とから構成され、前記バルブの開度を調整することにより、前記分配管より各電解槽へ均一に一定量ずつ電解液が給液される仕組みとなしたことを特徴とするものである。
また、種板製造方法は、給液本管の途中に接続した分岐管にバルブおよび流量計を介して接続された分配函と、該分配函に接続した複数の分配管とから構成され、前記バルブの開度を調整することにより、前記分配管より各電解槽へ均一に一定量ずつ電解液が給液される仕組みとなした電解液給液流量制御装置により各電解槽へ電解液を給液し種板を製造する方法であって、各電解槽への電解液給液流量を301/分・槽とすることを特徴とするものである。
【0008】
本発明における分配管は、各電解槽へ電解液を給液するためのものであるため、その本数は、電解槽の槽数と同一である。
本発明の電解液給液流量制御装置において、分岐管に接続したバルブの開度を調整することにより、各電解槽へ均一に一定量ずつ電解液が給液されるのは、前記バルブの開度を調整すれば、分岐管やバルブのスケーリングを防止できるからである。また、各電解槽へ均一に一定量ずつ電解液が給液されることにより、均一な長さの種板の製造が可能となる。
本発明の種板製造方法において、各電解槽への電解液給液流量を30l/分・槽としたのは、この電解液給液流量が均一な性状の種板を製造するために必要な流量であることを知見したことによる。
【0009】
【発明の実施の形態】
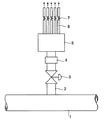
図1は本発明の電解液給液流量制御装置の一実施例を示す概略図であり、1は給液本管、2は分岐管、3は主バルブ、4は流量計、5は分配函、6は分配管、7はバルブである。なお種板電解の1組における電解槽数は5槽であることから、ここでは、5基の電解槽へ電解液を給液する装置を例にとり説明する。
【0010】
すなわち、図1に示す電解液給液流量制御装置は、給液本管1の途中に分岐孔を穿設してこの部分に分岐管2を接続し、この分岐管2に主バルブ3および流量計4を順次接続し、前記流量計4の下流側に配設した分配函5に5基の各電解槽(図面省略)へ電解液を給液するための分配管6を接続して構成したものである。ここで、各分配管6は、分配函5内の電解液が均等に流入されるように当該分配函5に接続されている。また、各分配管6に設置したバルブ7は通常は全開となっており、アノードを交換したり、電解槽等の設備を補修するときに給液を停止する必要がある場合に全閉とするものであり、必ずしも設置する必要はない。なお、前記流量計4としては、例えば電磁流量計を用いることができる。主バルブ3は、公知の自動制御システムによって自動的に開閉制御されるようになっている。
【0011】
上記構成の電解液給液流量制御装置において、給液本管1を流れる電解液は、主バルブ3を開くことにより分岐管2内へ流れ、流量計4を経て分配函5内へ流入する。その後、この分配函5内の電解液は、各分配管6を介してそれぞれの電解槽へ均一に一定量ずつ給液される。
【0012】
【実施例】
実施例1
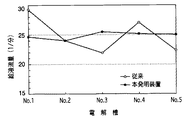
図1に示す電解液給液流量制御装置を使用した場合の電解液の給液流量の推移と、各電解槽毎の給液流量を測定した結果をそれぞれ図2および図3に示した(管理値:20〜30l/分)。なお、図2、図3には、比較のため従来の結果を併せて示した。
図2に示す結果より、本発明の電解液給液流量制御装置によれば、給液流量は一定レベル(25l/分)で推移しているのに対し、従来は経時的に給液流量が減少していることがわかる。そのため、従来は給液流量を一定とするために定期的にバルブを調整する必要があった。
また図3に示す結果より、本発明の電解液給液流量制御装置によれば、各電解槽の給液流量はほぼ均一であることがわかる。
【0013】
実施例2
図1に示す電解液給液流量制御装置を使用し、種板電解槽への給液流量を20、25、30l/分としたときの種板の性状の推移を図4に示す。本実施例における電解条件を表1に示す。ここで、種板の性状としてはSB値を採用した。なお、SB値とは所定の大きさ(310mm長さ×95mm幅×0.7〜0.8mm厚)に切断した種板を使用して、所定の測定器で種板を360°曲げた後除荷し、種板が曲げた方向とは逆方向に戻った時の水平面とのなす角度を言う。
図4に示す結果より明らかなごとく、給液流量を20、25l/分とした場合は経時的にSB値が徐々に低下しているのに対し、301/分とした場合はSB値はほぼ一定で推移している。このことから給液流量を30l/分で管理することにより、種板性状は従来よりも大幅に均一化されることがわかる。その結果、表3に示す通りカソード歪の平均値および標準偏差が従来よりも大幅に改善されていることがわかる。
【0014】
実施例3
図1に示す電解液給液流量制御装置を使用し、種板電解槽への給液流量を30l/分とし、表1に示す電解条件で製造した種板の長さの測定結果を、従来と比較して表2に示す。本実施例における種板の測定枚数は500枚、基準寸法は1050±5mmであった。
表2の結果より、種板の長さの標準偏差はΔ0.7mm(2.3mm→1.6mm)へ約30%改善されていることがわかる。
【0015】
【表1】

【表2】
【表3】
【発明の効果】
以上説明したごとく、本発明の電解液給液流量制御装置によれば、分岐管やバルブのスケーリングを防止できることにより各電解槽へ電解液を均一に給液できるので、種板の長さの標準偏差を大幅に低減することができ、さらに、本発明の電解液給液流量制御装置による種板の製造方法によれば、種板の性状も均一化することができるという効果を奏する。
【図面の簡単な説明】
【図1】本発明の電解液給液流量制御装置の一実施例を示す概略図である。
【図2】本発明の実施例1における電解液の給液流量の推移を示す図である。
【図3】本発明の実施例1における各電解槽毎の給液流量を測定した結果を示す図である。
【図4】本発明の実施例2における種板の性状の推移を示す図である。
【符号の説明】
1 給液本管
2 分岐管
3 主バルブ
4 流量計
5 分配函
6 分配管
7 バルブ
Claims (2)
- 給液本管の途中に接続した分岐管にバルブおよび流量計を介して接続された分配函と、該分配函に接続した複数の分配管とから構成され、前記バルブの開度を調整することにより、前記分配管より各電解槽へ均一に一定量ずつ電解液が給液される仕組みとなしたことを特徴とする電解液給液流量制御装置。
- 給液本管の途中に接続した分岐管にバルブおよび流量計を介して接続された分配函と、該分配函に接続した複数の分配管とから構成され、前記バルブの開度を調整することにより、前記分配管より各電解槽へ均一に一定量ずつ電解液が給液される仕組みとなした電解液給液流量制御装置により各電解槽へ電解液を給液し種板を製造する方法であって、各電解槽への電解液給液流量を301/分・槽とすることを特徴とする種板製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001267081A JP4802424B2 (ja) | 2001-09-04 | 2001-09-04 | 電解液給液流量制御装置およびその装置を使用した種板製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001267081A JP4802424B2 (ja) | 2001-09-04 | 2001-09-04 | 電解液給液流量制御装置およびその装置を使用した種板製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003073879A JP2003073879A (ja) | 2003-03-12 |
| JP4802424B2 true JP4802424B2 (ja) | 2011-10-26 |
Family
ID=19093265
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001267081A Expired - Lifetime JP4802424B2 (ja) | 2001-09-04 | 2001-09-04 | 電解液給液流量制御装置およびその装置を使用した種板製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4802424B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009084608A (ja) * | 2007-09-28 | 2009-04-23 | Sumitomo Metal Mining Co Ltd | 電解精製用種板の製造方法 |
| JP5962525B2 (ja) * | 2013-01-28 | 2016-08-03 | 住友金属鉱山株式会社 | 電解液の給液装置および給液方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59127378A (ja) * | 1983-01-11 | 1984-07-23 | Agency Of Ind Science & Technol | 電極反応装置における漏洩電流防止方法 |
| DE3469190D1 (en) * | 1983-11-08 | 1988-03-10 | Holzer Walter | Process and apparatus for separating, for example, copper from a liquid electrolyte introduced into a pluricellular electrolyser |
| JPH0329328Y2 (ja) * | 1986-09-30 | 1991-06-21 |
-
2001
- 2001-09-04 JP JP2001267081A patent/JP4802424B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003073879A (ja) | 2003-03-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20150110728A (ko) | 황산 구리 용액의 역류를 이용하여 전해 동박을 생산하는 방법 및 시스템 | |
| RU2442844C2 (ru) | Повышение производительности осаждения поликремния в реакторе химического осаждения из паровой фазы | |
| CN112714803B (zh) | 不溶性阳极酸性电镀铜的镀液生产和再生工艺及装置 | |
| CN105132944A (zh) | 一种制备高纯铜的方法及装置 | |
| US20130306483A1 (en) | Plating apparatus and plating solution management method | |
| DE102007030052B4 (de) | Automatische Abscheideprofilzielsteuerung | |
| CN104790008A (zh) | 电镀方法以及电镀装置 | |
| JP3917586B2 (ja) | 電気分解における電流効率の改善方法 | |
| CN103233249A (zh) | 一种上进液式铜箔一体机设备 | |
| CN102873418A (zh) | 一种电解加工电解液循环过滤系统及其控制方法 | |
| JP4802424B2 (ja) | 電解液給液流量制御装置およびその装置を使用した種板製造方法 | |
| KR101879080B1 (ko) | 철-니켈 합금 포일 제조장치 | |
| KR101901781B1 (ko) | 기판 처리 장치 및 기판 처리 방법 | |
| JP5085474B2 (ja) | 銅の電解精製方法 | |
| CN204211842U (zh) | 电解槽液位自动化控制装置 | |
| WO2024244924A1 (zh) | 电镀装置及电镀系统 | |
| CN113293410B (zh) | 一种三层液电解槽更换电极的方法 | |
| CN202047156U (zh) | 毛箔机上液装置 | |
| TW200934894A (en) | Aqueous solution of highly-pure copper sulfate or copper sulfate including iron sulfate, process and apparatus for producing the same | |
| CN1853764A (zh) | 纳米碳液的制备方法及其制造设备 | |
| CN220450330U (zh) | 一种可调节极距的阳极槽 | |
| CN212334688U (zh) | 一种连续生产银离子水的装置 | |
| CN219470227U (zh) | 一种用于铜箔电镀的大电流检测系统 | |
| JP5132744B2 (ja) | ニカワ供給装置及びニカワ供給方法 | |
| CN218580087U (zh) | 一种电解提纯装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080827 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20090826 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110707 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110712 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110725 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4802424 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140819 Year of fee payment: 3 |
|
| EXPY | Cancellation because of completion of term |