JP4791476B2 - 使い捨て式吸収用品の製造方法 - Google Patents
使い捨て式吸収用品の製造方法 Download PDFInfo
- Publication number
- JP4791476B2 JP4791476B2 JP2007533421A JP2007533421A JP4791476B2 JP 4791476 B2 JP4791476 B2 JP 4791476B2 JP 2007533421 A JP2007533421 A JP 2007533421A JP 2007533421 A JP2007533421 A JP 2007533421A JP 4791476 B2 JP4791476 B2 JP 4791476B2
- Authority
- JP
- Japan
- Prior art keywords
- elastic
- web
- styrene
- laminate web
- elastic laminate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15699—Forming webs by bringing together several webs, e.g. by laminating or folding several webs, with or without additional treatment of the webs
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent articles specially adapted to be worn around the waist, e.g. diapers
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15666—Wrapping formed fibrous webs or pads, e.g. the pads being formed by uniting pad pieces cut from fibrous webs
- A61F13/15682—Wrapping formed fibrous webs or pads, e.g. the pads being formed by uniting pad pieces cut from fibrous webs by folding webs, moving in their longitudinal direction, around webs or pads
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15707—Mechanical treatment, e.g. notching, twisting, compressing, shaping
- A61F13/15739—Sealing, e.g. involving cutting
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15707—Mechanical treatment, e.g. notching, twisting, compressing, shaping
- A61F13/15747—Folding; Pleating; Coiling; Stacking; Packaging
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers
- A61F13/514—Backsheet, i.e. the impermeable cover or layer furthest from the skin
- A61F13/51401—Backsheet, i.e. the impermeable cover or layer furthest from the skin characterised by the material
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers
- A61F13/514—Backsheet, i.e. the impermeable cover or layer furthest from the skin
- A61F13/51456—Backsheet, i.e. the impermeable cover or layer furthest from the skin characterised by its properties
- A61F13/51464—Backsheet, i.e. the impermeable cover or layer furthest from the skin characterised by its properties being stretchable or elastomeric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/16—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating
- B32B37/22—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating involving the assembly of both discrete and continuous layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0004—Cutting, tearing or severing, e.g. bursting; Cutter details
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0012—Mechanical treatment, e.g. roughening, deforming, stretching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/18—Handling of layers or the laminate
- B32B38/1875—Tensioning
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2305/00—Condition, form or state of the layers or laminate
- B32B2305/34—Inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/726—Permeability to liquids, absorption
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2555/00—Personal care
- B32B2555/02—Diapers or napkins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/02—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by a sequence of laminating steps, e.g. by adding new layers at consecutive laminating stations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1052—Methods of surface bonding and/or assembly therefor with cutting, punching, tearing or severing
- Y10T156/1084—Methods of surface bonding and/or assembly therefor with cutting, punching, tearing or severing of continuous or running length bonded web
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Life Sciences & Earth Sciences (AREA)
- Veterinary Medicine (AREA)
- Epidemiology (AREA)
- Public Health (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Dermatology (AREA)
- Absorbent Articles And Supports Therefor (AREA)
- Laminated Bodies (AREA)
Description
装置:Instron 4301
引っ張り試験機はコンピューターに接続する。
クロスヘッド速度:500mm/min
クランプ間隔:50mm
最大の力、N/25.4mm
最大の力における伸び、%
破断力、N/25.4mm
破断力における伸び、%
ニーポイント(Knee point)、N/%
12 使い捨て式衛生吸収用品(パンツ型おむつ)
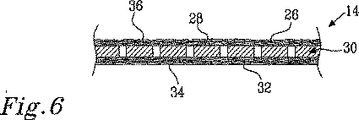
14 弾性ラミネートウェブ
16 吸収コア
26 第1の不織布層
28 第1の面
30 フィルム層
32 第2の不織布層
34 第2の面
36 接着剤
38 弾性部材
40 第2の材料ウェブ
42 第3の材料ウェブ
44 製品ウェブ
46 脚開口部
48 折り目縁部
50 開放縁部
52 溶着ライン
Claims (17)
- 使い捨て式衛生吸収用品(12)を製造するための方法であって、各用品は、
ピーク荷重Fpのもとで、少なくとも40%の、第1の方向における最大弾性的伸長性を有する実質的に均質な弾性ラミネートウェブ(14)と、
前記弾性ラミネートウェブに対して取り付けられた吸収コア(16)と、を具備してなるものであって、
当該方法は、
連続した前記弾性ラミネートウェブ(14)を供給するステップと、
前記第1の方向に対応する移動方向(A)に、連続した前記弾性ラミネートウェブ(14)を前進させるステップと、
個々の吸収コア(16)を、連続した前記弾性ラミネートウェブに対して、間隔を置いて取り付けるステップと、
こうして組み合わされた個々の吸収コアと連続した前記弾性ラミネートウェブとから個々の用品(12)を形成するステップと、を具備し、
前記前進ステップの間、連続した前記弾性ラミネートウェブ(14)を、前記移動方向に引っ張り荷重Ftが作用した状態で維持し、この引っ張り荷重Ftは、条件:0.03Fp≦Ft≦0.25Fpを満たすものとすることを特徴とする使い捨て式衛生吸収用品の製造方法。 - 前記引っ張り荷重Ftは条件:0.05Fp≦Ft≦0.25Fpを満たすものであることを特徴とする請求項1に記載の方法。
- 前記引っ張り荷重Ftは条件:0.03Fp≦Ft≦0.20Fpを満たすものであることを特徴とする請求項1に記載の方法。
- 前記引っ張り荷重Ftは条件:0.05Fp≦Ft≦0.20Fpを満たすものであることを特徴とする請求項1に記載の方法。
- 前記弾性ラミネートウェブ(14)は、フィルム層(30)の第1の面(28)に対して張り付けられた第1の不織布層(26)を具備してなることを特徴とする請求項1ないし請求項4のいずれか1項に記載の方法。
- 前記弾性ラミネートウェブ(14)は、前記フィルム層(30)の第2の面(34)に対して張り付けられた第2の不織布層(32)をさらに具備してなることを特徴とする請求項5に記載の方法。
- 前記フィルム層(30)は、約20g/m2ないし約100g/m2 の坪量を有する弾性フィルムを具備してなることを特徴とする請求項5または請求項6に記載の方法。
- 前記フィルム層(30)は、低結晶化度ポリエチレン、メタロセン触媒低結晶化度ポリエチレン、エチレンビニルアセテート共重合体(EVA)、ポリウレタン、ポリイソプレン、ブタジエン‐スチレン共重合体、スチレンブロック重合体(たとえばスチレン/イソプレン/スチレン(SIS)、スチレン/ブタジエン/スチレン(SBS)、スチレン/エチレン‐ブタジエン/スチレン(SEBS)ブロック共重合体)およびその混合物からなる群から選ばれたものであることを特徴とする請求項7に記載の方法。
- 前記フィルム層(30)は、穿孔された三層PE/スチレンベースフィルム/PE弾性フィルムであることを特徴とする請求項8に記載の方法。
- 前記第1および/または前記第2の不織布層(26;32)は、約10g/m2ないし約40g/m2 の坪量を有することを特徴とする請求項5ないし請求項9のいずれか1項に記載の方法。
- 前記第1および/または前記第2の不織布層(26;32)は、ポリプロピレン、ポリエチレン、ポリエステルおよびその他のポリオレフィン単独重合体および共重合体からなる群から選ばれたスパンボンドあるいは毛羽立て素材を具備してなることを特徴とする請求項10に記載の方法。
- 前記弾性材ウェブ(14)は前記使い捨て式衛生吸収用品の外側カバーを形成し、前記用品は、おむつ、パンツ型吸収用品、失禁用装着物、衛生ナプキンおよびパンティライナーからなる群から選ばれたものであることを特徴とする請求項1ないし請求項11のいずれか1項に記載の方法。
- 前記弾性ラミネートウェブ(14)は、ピーク荷重F p のもとで、少なくとも60%の、第1の方向における最大弾性的伸長性を有することを特徴とする請求項1に記載の方法。
- 前記弾性ラミネートウェブ(14)は、ピーク荷重F p のもとで、少なくとも80%の、第1の方向における最大弾性的伸長性を有することを特徴とする請求項1に記載の方法。
- 前記フィルム層(30)は、20ないし60g/m 2 の坪量を有する弾性フィルムを具備してなることを特徴とする請求項5または請求項6に記載の方法。
- 前記第1および/または前記第2の不織布層(26;32)は、約12g/m 2 ないし約30g/m 2 の坪量を有することを特徴とする請求項5ないし請求項9のいずれか1項に記載の方法。
- 前記第1および/または前記第2の不織布層(26;32)は、約15g/m 2 ないし約25g/m 2 の坪量を有することを特徴とする請求項5ないし請求項9のいずれか1項に記載の方法。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/SE2004/001384 WO2006036090A1 (en) | 2004-09-29 | 2004-09-29 | Method for production of disposable absorbent articles |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008514269A JP2008514269A (ja) | 2008-05-08 |
| JP4791476B2 true JP4791476B2 (ja) | 2011-10-12 |
Family
ID=36119170
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007533421A Active JP4791476B2 (ja) | 2004-09-29 | 2004-09-29 | 使い捨て式吸収用品の製造方法 |
Country Status (17)
| Country | Link |
|---|---|
| US (3) | US9114041B2 (ja) |
| EP (1) | EP1793783B1 (ja) |
| JP (1) | JP4791476B2 (ja) |
| KR (1) | KR101118531B1 (ja) |
| CN (1) | CN100574735C (ja) |
| AR (1) | AR051297A1 (ja) |
| AU (1) | AU2004323600B2 (ja) |
| BR (1) | BRPI0419083B8 (ja) |
| CA (1) | CA2578730C (ja) |
| ES (1) | ES2390772T3 (ja) |
| MX (1) | MX2007002765A (ja) |
| MY (1) | MY137073A (ja) |
| NZ (1) | NZ553725A (ja) |
| PL (1) | PL1793783T3 (ja) |
| TN (1) | TNSN07110A1 (ja) |
| TW (1) | TWI359008B (ja) |
| WO (1) | WO2006036090A1 (ja) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4791476B2 (ja) | 2004-09-29 | 2011-10-12 | エスセーアー・ハイジーン・プロダクツ・アーベー | 使い捨て式吸収用品の製造方法 |
| WO2007133127A1 (en) * | 2006-05-12 | 2007-11-22 | Sca Hygiene Products Ab | A pant-type absorbent article and a method for producing pant-type absorbent articles. |
| CA2649926C (en) * | 2006-05-12 | 2013-07-23 | Sca Hygiene Products Ab | Elastic laminate and a method for producing an elastic laminate |
| BRPI0621696B8 (pt) * | 2006-05-30 | 2021-06-22 | Essity Hygiene & Health Ab | produto inicial adaptável para servir como um vestuário, vestuário para receber uma estrutura absorvente e método de manufaturar um produto inicial |
| JP5054982B2 (ja) * | 2007-01-12 | 2012-10-24 | ユニ・チャーム株式会社 | 使い捨てのパンツ型おむつの製造方法 |
| JP5074774B2 (ja) * | 2007-01-12 | 2012-11-14 | ユニ・チャーム株式会社 | 使い捨てのパンツ型おむつの製造方法 |
| JP5363015B2 (ja) | 2007-03-28 | 2013-12-11 | 花王株式会社 | 着用物品の製造方法 |
| BRPI0722259A2 (pt) * | 2007-11-14 | 2014-04-08 | Sca Hygiene Prod Ab | Método para produção de um vestuário absorvente, e vestuário absorvente produzido de acordo com o método |
| CN101854898B (zh) | 2007-11-14 | 2013-06-26 | Sca卫生用品公司 | 制造吸收性衣物的方法和根据该方法制造的吸收性衣物 |
| JP5197854B2 (ja) * | 2008-11-03 | 2013-05-15 | エスセーアー・ハイジーン・プロダクツ・アーベー | シャーシ構造を有しているパンツ型用品を製造する方法及び該方法に従って製造されたパンツ型用品 |
| US8940116B2 (en) | 2009-12-30 | 2015-01-27 | Kimberly-Clark Worldwide, Inc. | Process for making disposable absorbent garments to reduce absorbent bunching |
| US8491741B2 (en) | 2010-12-29 | 2013-07-23 | Kimberly-Clark Worldwide, Inc. | Method of forming elastomeric laminates having targeted elastic properties for use in personal care articles |
| US8764922B2 (en) * | 2011-02-08 | 2014-07-01 | Kimberly-Clark Worldwide, Inc. | Method of manufacturing a body adhering absorbent article orientated in the machine direction with reduced curl |
| PL3735950T3 (pl) * | 2015-09-09 | 2024-03-11 | Essity Hygiene And Health Aktiebolag | Sposób wytwarzania wstęgi podstawy zawierającej element pasa taliowego oraz jednorazowego artykułu majtkowego wytworzonego z pasa podstawy |
| US20200226956A1 (en) * | 2019-01-16 | 2020-07-16 | Bedford Industries, Inc. | Labeling article with encapsulated tag end |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07252762A (ja) * | 1994-01-18 | 1995-10-03 | Nippon Kyushutai Gijutsu Kenkyusho:Kk | 多段伸長特性を持つ複合弾性体およびその製造方法 |
| JP2000509672A (ja) * | 1997-02-21 | 2000-08-02 | ザ、プロクター、エンド、ギャンブル、カンパニー | 引裂抵抗性多孔質延伸性ウエブ |
| JP2001526937A (ja) * | 1997-12-31 | 2001-12-25 | キンバリー クラーク ワールドワイド インコーポレイテッド | 異なる伸張抵抗性ゾーンを有するパーソナルケア物品 |
| WO2003070140A1 (en) * | 2002-02-19 | 2003-08-28 | Sca Hygiene Products Ab | Method for production of absorbent articles having the shape of pants |
| JP2004098356A (ja) * | 2002-09-05 | 2004-04-02 | Kao Corp | 伸縮性複合シートの製造方法 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA1286052C (en) * | 1986-12-31 | 1991-07-16 | David P. Kielpikowski | Disposable absorbent garment having elastic outer cover and integrated absorbent insert structure |
| US5376198A (en) * | 1987-12-22 | 1994-12-27 | Kimberly-Clark Corporation | Method for making a stretchable absorbent article |
| US5143679A (en) | 1991-02-28 | 1992-09-01 | The Procter & Gamble Company | Method for sequentially stretching zero strain stretch laminate web to impart elasticity thereto without rupturing the web |
| US5422172A (en) | 1993-08-11 | 1995-06-06 | Clopay Plastic Products Company, Inc. | Elastic laminated sheet of an incrementally stretched nonwoven fibrous web and elastomeric film and method |
| EP0650714A1 (en) * | 1993-11-01 | 1995-05-03 | The Procter & Gamble Company | Method of making an absorbent article using an activatable composite elastic member |
| US6149637A (en) | 1994-01-03 | 2000-11-21 | The Procter & Gamble Company | Elastomeric disposable absorbent article and method of making same |
| US6313372B1 (en) | 1994-01-18 | 2001-11-06 | Paragon Trade Brands, Inc. | Stretch-activated elastic composite |
| CA2150333A1 (en) * | 1994-05-26 | 1995-11-27 | W. Andrew Coslett | Unidirectionally stretchable elastomeric trilaminate and method for its manufacture |
| US5543206A (en) * | 1994-11-23 | 1996-08-06 | Fiberweb North America, Inc. | Nonwoven composite fabrics |
| SE507318C2 (sv) * | 1994-11-23 | 1998-05-11 | Moelnlycke Ab | Aggregat för att reglera utgående spänning i en materialbana |
| US6092002A (en) | 1996-11-13 | 2000-07-18 | Kimberly-Clark Worldwide, Inc. | Variable tension process and apparatus for continuously moving layers |
| US6444064B1 (en) | 1997-12-19 | 2002-09-03 | Procter & Gamble Company | Registration system for phasing simultaneously advancing webs of material having variable pitch lengths |
| US6500377B1 (en) * | 1998-05-07 | 2002-12-31 | The Procter & Gamble Company | Method and apparatus for activating a moving web |
| JP3351763B2 (ja) * | 1999-07-19 | 2002-12-03 | 花王株式会社 | 吸収性物品の製造方法 |
| US7625829B1 (en) * | 1999-08-30 | 2009-12-01 | Tredegar Film Products Corporation | Tear resistant elastic laminate and method of forming |
| US20030017345A1 (en) * | 2000-01-27 | 2003-01-23 | Tredegar Film Products Corporation | Tear-resistant low set elastic film and method of making |
| US6472084B1 (en) * | 2000-02-15 | 2002-10-29 | Tredegar Film Products Corporation | Tear-resistant low set elastic film and method of making |
| US6537930B1 (en) | 2000-05-18 | 2003-03-25 | Tredegar Film Products Corporation | Three-dimensional highly elastic film/non-woven composite |
| AR037598A1 (es) * | 2001-11-30 | 2004-11-17 | Tredegar Film Prod Corp | Compuesto suave y elastico |
| JP4163471B2 (ja) * | 2002-08-30 | 2008-10-08 | 富士通株式会社 | データ送受信方法および端末 |
| US7294593B2 (en) * | 2002-11-21 | 2007-11-13 | Kimberly-Clark Worldwide, Inc. | Absorbent article material with elastomeric borders |
| JP4791476B2 (ja) * | 2004-09-29 | 2011-10-12 | エスセーアー・ハイジーン・プロダクツ・アーベー | 使い捨て式吸収用品の製造方法 |
| WO2007133127A1 (en) * | 2006-05-12 | 2007-11-22 | Sca Hygiene Products Ab | A pant-type absorbent article and a method for producing pant-type absorbent articles. |
| JP5197854B2 (ja) * | 2008-11-03 | 2013-05-15 | エスセーアー・ハイジーン・プロダクツ・アーベー | シャーシ構造を有しているパンツ型用品を製造する方法及び該方法に従って製造されたパンツ型用品 |
-
2004
- 2004-09-29 JP JP2007533421A patent/JP4791476B2/ja active Active
- 2004-09-29 PL PL04788541T patent/PL1793783T3/pl unknown
- 2004-09-29 MX MX2007002765A patent/MX2007002765A/es active IP Right Grant
- 2004-09-29 WO PCT/SE2004/001384 patent/WO2006036090A1/en active Application Filing
- 2004-09-29 BR BRPI0419083A patent/BRPI0419083B8/pt active IP Right Grant
- 2004-09-29 KR KR1020077009485A patent/KR101118531B1/ko active IP Right Grant
- 2004-09-29 EP EP20040788541 patent/EP1793783B1/en not_active Revoked
- 2004-09-29 ES ES04788541T patent/ES2390772T3/es active Active
- 2004-09-29 AU AU2004323600A patent/AU2004323600B2/en active Active
- 2004-09-29 CA CA2578730A patent/CA2578730C/en active Active
- 2004-09-29 US US11/658,539 patent/US9114041B2/en active Active
- 2004-09-29 CN CN200480044119A patent/CN100574735C/zh active Active
- 2004-09-29 NZ NZ553725A patent/NZ553725A/en unknown
-
2005
- 2005-08-04 TW TW94126580A patent/TWI359008B/zh not_active IP Right Cessation
- 2005-08-17 MY MYPI20053864A patent/MY137073A/en unknown
- 2005-09-21 AR ARP050103974 patent/AR051297A1/es active IP Right Grant
-
2007
- 2007-03-28 TN TNP2007000110A patent/TNSN07110A1/en unknown
-
2015
- 2015-07-16 US US14/800,822 patent/US20150313765A1/en not_active Abandoned
-
2018
- 2018-02-19 US US15/898,803 patent/US10561538B2/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07252762A (ja) * | 1994-01-18 | 1995-10-03 | Nippon Kyushutai Gijutsu Kenkyusho:Kk | 多段伸長特性を持つ複合弾性体およびその製造方法 |
| JP2000509672A (ja) * | 1997-02-21 | 2000-08-02 | ザ、プロクター、エンド、ギャンブル、カンパニー | 引裂抵抗性多孔質延伸性ウエブ |
| JP2001526937A (ja) * | 1997-12-31 | 2001-12-25 | キンバリー クラーク ワールドワイド インコーポレイテッド | 異なる伸張抵抗性ゾーンを有するパーソナルケア物品 |
| WO2003070140A1 (en) * | 2002-02-19 | 2003-08-28 | Sca Hygiene Products Ab | Method for production of absorbent articles having the shape of pants |
| JP2004098356A (ja) * | 2002-09-05 | 2004-04-02 | Kao Corp | 伸縮性複合シートの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| BRPI0419083A (pt) | 2007-12-18 |
| BRPI0419083B1 (pt) | 2014-10-29 |
| CN100574735C (zh) | 2009-12-30 |
| EP1793783A1 (en) | 2007-06-13 |
| JP2008514269A (ja) | 2008-05-08 |
| TNSN07110A1 (en) | 2008-06-02 |
| EP1793783B1 (en) | 2012-07-11 |
| TWI359008B (en) | 2012-03-01 |
| US20090038751A1 (en) | 2009-02-12 |
| BRPI0419083B8 (pt) | 2021-06-22 |
| NZ553725A (en) | 2009-04-30 |
| AR051297A1 (es) | 2007-01-03 |
| AU2004323600A1 (en) | 2006-04-06 |
| KR101118531B1 (ko) | 2012-03-12 |
| CA2578730A1 (en) | 2006-04-06 |
| MY137073A (en) | 2008-12-31 |
| WO2006036090A1 (en) | 2006-04-06 |
| AU2004323600B2 (en) | 2010-12-16 |
| US10561538B2 (en) | 2020-02-18 |
| KR20070061903A (ko) | 2007-06-14 |
| CN101031270A (zh) | 2007-09-05 |
| US20180168883A1 (en) | 2018-06-21 |
| MX2007002765A (es) | 2007-05-18 |
| US9114041B2 (en) | 2015-08-25 |
| PL1793783T3 (pl) | 2012-12-31 |
| CA2578730C (en) | 2013-01-08 |
| US20150313765A1 (en) | 2015-11-05 |
| ES2390772T3 (es) | 2012-11-16 |
| TW200612875A (en) | 2006-05-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10561538B2 (en) | Method for production of disposable absorbent articles | |
| AU2006350778B2 (en) | Absorbent article comprising an elastic laminate | |
| JP6392118B2 (ja) | 弾性積層体を形成する方法 | |
| AU2007250551B2 (en) | A pant-type absorbent article and a method for producing pant-type absorbent articles. | |
| US8298205B2 (en) | Elastic laminate and absorbent article comprising the laminate | |
| JP6641462B2 (ja) | ウエストバンド部品を備えるシャーシウェブを製造する方法及び該シャーシウェブから製造された使い捨てパンツ用品 | |
| CN112533566A (zh) | 裤型物品系列以及生产裤型物品系列中的裤型物品的方法 | |
| RU2352314C2 (ru) | Способ изготовления одноразовых впитывающих изделий | |
| KR20090017485A (ko) | 팬티형 흡수 용품 및 팬티형 흡수 용품을 생산하는 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091028 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091104 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100928 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101213 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110628 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110721 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140729 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4791476 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |