JP4770298B2 - プリフォーム用基材、プリフォーム、およびこれらを用いた繊維強化複合材料構造物 - Google Patents
プリフォーム用基材、プリフォーム、およびこれらを用いた繊維強化複合材料構造物 Download PDFInfo
- Publication number
- JP4770298B2 JP4770298B2 JP2005198535A JP2005198535A JP4770298B2 JP 4770298 B2 JP4770298 B2 JP 4770298B2 JP 2005198535 A JP2005198535 A JP 2005198535A JP 2005198535 A JP2005198535 A JP 2005198535A JP 4770298 B2 JP4770298 B2 JP 4770298B2
- Authority
- JP
- Japan
- Prior art keywords
- preform
- reinforcing fiber
- fiber sheet
- fiber sheets
- base material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000000463 material Substances 0.000 title claims description 60
- 239000003733 fiber-reinforced composite Substances 0.000 title claims description 15
- -1 preform Substances 0.000 title description 4
- 239000012783 reinforcing fiber Substances 0.000 claims description 153
- 239000000758 substrate Substances 0.000 claims description 34
- 238000000926 separation method Methods 0.000 claims description 19
- 229920005989 resin Polymers 0.000 claims description 18
- 239000011347 resin Substances 0.000 claims description 18
- 239000000835 fiber Substances 0.000 claims description 17
- 238000010030 laminating Methods 0.000 claims description 10
- 229920005992 thermoplastic resin Polymers 0.000 claims description 9
- 229920001187 thermosetting polymer Polymers 0.000 claims description 6
- 239000002759 woven fabric Substances 0.000 claims description 2
- 238000005304 joining Methods 0.000 description 18
- 238000004519 manufacturing process Methods 0.000 description 10
- 238000000034 method Methods 0.000 description 7
- 239000004744 fabric Substances 0.000 description 5
- 239000002245 particle Substances 0.000 description 5
- 230000000704 physical effect Effects 0.000 description 5
- 238000003475 lamination Methods 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 3
- 239000011159 matrix material Substances 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 229920003235 aromatic polyamide Polymers 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 230000003014 reinforcing effect Effects 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 239000004696 Poly ether ether ketone Substances 0.000 description 1
- 229930182556 Polyacetal Natural products 0.000 description 1
- 239000004962 Polyamide-imide Substances 0.000 description 1
- 239000004693 Polybenzimidazole Substances 0.000 description 1
- 239000004695 Polyether sulfone Substances 0.000 description 1
- 239000004697 Polyetherimide Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- 239000004734 Polyphenylene sulfide Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 229920002301 cellulose acetate Polymers 0.000 description 1
- 229920001727 cellulose butyrate Polymers 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 238000005470 impregnation Methods 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 229920002492 poly(sulfone) Polymers 0.000 description 1
- 229920002312 polyamide-imide Polymers 0.000 description 1
- 229920001230 polyarylate Polymers 0.000 description 1
- 229920002480 polybenzimidazole Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920006393 polyether sulfone Polymers 0.000 description 1
- 229920002530 polyetherether ketone Polymers 0.000 description 1
- 229920001601 polyetherimide Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 229920006324 polyoxymethylene Polymers 0.000 description 1
- 229920006380 polyphenylene oxide Polymers 0.000 description 1
- 229920000069 polyphenylene sulfide Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920002689 polyvinyl acetate Polymers 0.000 description 1
- 239000011118 polyvinyl acetate Substances 0.000 description 1
- 239000002243 precursor Substances 0.000 description 1
- 238000002407 reforming Methods 0.000 description 1
- 229920006337 unsaturated polyester resin Polymers 0.000 description 1
- 229920001567 vinyl ester resin Polymers 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images







Landscapes
- Laminated Bodies (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Moulding By Coating Moulds (AREA)
Description
しかし、シート材料が、強化繊維を長手方向のみの一方向に配列させた一方向材であっても、このようなつなぎ合わせ部においては繊維の局所的配向乱れや厚み変化などによる影響を受け、成形後の力学特性が少なからず変化してしまう。ましてや強化繊維が長手方向に対して角度を持って配向している場合は、端部において強化繊維が切断されているので、つなぎ合わせ部における強化繊維の連続性が無く、つなぎ合わせ部の成形後の力学特性は著しく低下する。
(1)複数枚の強化繊維シートが積層されるとともに該強化繊維シート間が接合されたプリフォーム用基材であって、面方向に組み合わせることで前記プリフォーム用基材より大面積のプリフォームを作製するためのものであり、隣接する強化繊維シートは、少なくとも一組の端辺が積層方向と交差する方向に互いに離間し、かつ、平行になるように積層されているとともに、前記隣接する強化繊維シートが、下記(式1)を満たす離間距離Sで互いに離間していることを特徴とするプリフォーム用基材。
S≦(L−12A)/(N−1) (式1)
但し、N:積層数(≧3)
L:離間方向における強化繊維シートの長さ
A:隣接する強化繊維シートの厚みのうち薄くない方の厚み
(2)ロール体を形成していることを特徴とする、上記(1)に記載のプリフォーム用基材。
(3)前記複数枚の強化繊維シートが平行四辺形であることを特徴とする、上記(1)に記載のプリフォーム用基材。
(4)前記複数枚の強化繊維シートが互いに同一形状であることを特徴とする、上記(1)〜(3)のいずれかに記載のプリフォーム用基材。
(5)前記強化繊維シートが一方向織物であることを特徴とする、上記(1)〜(4)のいずれかに記載のプリフォーム用基材。
(6)前記強化繊維シート間は熱可塑性樹脂および/または熱硬化性樹脂で接合されていることを特徴とする、上記(1)〜(5)のいずれかに記載のプリフォーム用基材。
(7)複数枚の上記(1)〜(6)のいずれかに記載のプリフォーム用基材を、端辺が互いに対向するように平面方向に配置したことを特徴とするプリフォーム。
(8)複数枚の上記(1)〜(6)のいずれかに記載のプリフォーム用基材を平面方向に配置するとともに、一方のプリフォーム用基材の各強化繊維シートを他方のプリフォーム用基材の各強化繊維シートとそれぞれ重なり合うように、かつ、各層の重なり合う距離が前記端辺の離間距離以下となるように配置したことを特徴とするプリフォーム。
(9)上記(7)または(8)に記載のプリフォームを使用して成形した繊維強化複合材料構造物。
そして、たとえば大型の繊維強化複合材料構造物を製造するためには上述のプリフォーム用基材を複数枚用い、これらをつなぎ合わせることで一つのプリフォームを形成するが、つなぎ合わせ部が一部に集中することを防ぐためには、強化繊維シートの離間距離を次のように調整することも好ましい。すなわち、プリフォーム用基材を構成する強化繊維シートの厚みが均一である場合は、隣接する端辺が互いに強化繊維シートの厚みの12倍以上の距離で離間するように、強化繊維シートを配置することが好ましい。一方、プリフォーム用基材を構成する強化繊維シートが互いに異なる厚みA,B(A>B)を有している場合は、厚い強化繊維シートの厚みAの12倍以上の距離で離間するように、強化繊維シートを配置することが好ましい。このように構成することで、複数枚のプリフォーム用基材を強化繊維シートが互いに噛み合うように組み合わせたとき、つなぎ合わせ部が局所的に集中する事が避けられ、また、つなぎ合わせ部は隣接する強化繊維シートにより補強されるので、強度特性などが極端に低下することを防ぐことができる。
すなわち、強化繊維シートの厚みがT、積層数がN(3以上)であるプリフォーム用基材において、離間方向における強化繊維シートの長さをLとし、各層における離間距離Sが該プリフォーム用基材内で同一とした場合、S=L/(N−1)とするとプリフォーム用基材の最外層にある強化繊維シートの端辺の位置が一致してしまう。これを避けるためには各層における離間距離SはS≦(L−12T)/(N−1)とするのが必要である。なお、隣接する強化繊維シートの厚みが互いに異なる厚みA,B(A>B)を有する場合はS≦(L−12A)/(N−1)とするのが必要である。
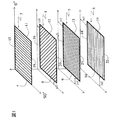
そして、本実施形態においては、強化繊維シートを構成する繊維がそのシート内において一方向に引き揃えられて配向している。配向方向は、一つのプリフォーム用基材を構成する複数枚の強化繊維シート間で互いに同一であってもよいが、この実施形態では図面中下に配置されている強化繊維シート6から強化繊維シート3に向かって順に0°/+45°/−45°/90°の角度で配向している。このように、面内異方性のある強化繊維シートを用いる場合は、強化繊維シートを疑似等方に積層することで強度特性等を面方向に均等にできるので好ましい。また、基材の形態保持の面からは繊維の配向方向が0°方向に加えて+α°方向と−α°方向となるようにすることも好ましい。さらに、強化繊維シートの繊維配向が0°/90°/0°や、−45°/45°/0°/−45°/45°といったように積層方向における層中心の回りに点対称となるように積層することも、基材の表裏を反転させても積層構成が変わらないので好ましい。一方、配向方向を一つのプリフォーム用基材を構成する複数枚の強化繊維シート間で互いに同一とする場合は、製造のしやすさ、収率の面から強化繊維シートの長手方向と強化繊維の0°方向が一致するようにすることが好ましい。
なお、接合手段としては樹脂を用いることのほかにスティッチングやニードリング等の物理的手段を用いることも可能である。
なお、これらプリフォームは必ずしも平面状のプリフォームである必要はなく、曲面状の型の上に沿わせながら組み合わせることによって曲面状のプリフォームを作製することができる。
4、4’: 強化繊維シート
5、5’: 強化繊維シート
6、6’: 強化繊維シート
7、7’: 強化繊維シート3、3’の端辺
8、8’: 強化繊維シート4、4’の端辺
9、9’: 強化繊維シート5、5’の端辺
10、10’: 強化繊維シート6、6’の端辺
11、11’: 強化繊維シート3、3’の端辺
12、12’: 強化繊維シート4、4’の端辺
13、13’: 強化繊維シート5、5’の端辺
14、14’: 強化繊維シート6、6’の端辺
15 : 強化繊維シート3の端辺7と対向する端辺
16 : 強化繊維シート4の端辺8と対向する端辺
17 : 強化繊維シート5の端辺9と対向する端辺
18 : 強化繊維シート6の端辺10と対向する端辺
19 : 強化繊維シート3の端辺15と対向する端辺
20 : 強化繊維シート4の端辺16と対向する端辺
21 : 強化繊維シート5の端辺17と対向する端辺
22 : 強化繊維シート6の端辺18と対向する端辺
25、25’:プリフォーム用基材
31 :プリフォーム
43 :強化繊維シート
44 :強化繊維シート
45 :強化繊維シート
46 :強化繊維シート
51、51’:プリフォーム
61 :プリフォーム
71 :プリフォーム
Claims (9)
- 複数枚の強化繊維シートが積層されるとともに該強化繊維シート間が接合されたプリフォーム用基材であって、面方向に組み合わせることで前記プリフォーム用基材より大面積のプリフォームを作製するためのものであり、隣接する強化繊維シートは、少なくとも一組の端辺が積層方向と交差する方向に互いに離間し、かつ、平行になるように積層されているとともに、前記隣接する強化繊維シートが、下記(式1)を満たす離間距離Sで互いに離間していることを特徴とするプリフォーム用基材。
S≦(L−12A)/(N−1) (式1)
但し、N:積層数(≧3)
L:離間方向における強化繊維シートの長さ
A:隣接する強化繊維シートの厚みのうち薄くない方の厚み - ロール体を形成していることを特徴とする、請求項1に記載のプリフォーム用基材。
- 前記複数枚の強化繊維シートが平行四辺形であることを特徴とする、請求項1に記載のプリフォーム用基材。
- 前記複数枚の強化繊維シートが互いに同一形状であることを特徴とする、請求項1〜3のいずれかに記載のプリフォーム用基材。
- 前記強化繊維シートが一方向織物であることを特徴とする、請求項1〜4のいずれかに記載のプリフォーム用基材。
- 前記強化繊維シート間は熱可塑性樹脂および/または熱硬化性樹脂で接合されていることを特徴とする、請求項1〜5のいずれかに記載のプリフォーム用基材。
- 複数枚の請求項1〜6のいずれかに記載のプリフォーム用基材を、端辺が互いに対向するように平面方向に配置したことを特徴とするプリフォーム。
- 複数枚の請求項1〜6のいずれかに記載のプリフォーム用基材を平面方向に配置するとともに、一方のプリフォーム用基材の各強化繊維シートを他方のプリフォーム用基材の各強化繊維シートとそれぞれ重なり合うように、かつ、各層の重なり合う距離が前記端辺の離間距離以下となるように配置したことを特徴とするプリフォーム。
- 請求項7または8に記載のプリフォームを使用して成形した繊維強化複合材料構造物。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005198535A JP4770298B2 (ja) | 2005-07-07 | 2005-07-07 | プリフォーム用基材、プリフォーム、およびこれらを用いた繊維強化複合材料構造物 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005198535A JP4770298B2 (ja) | 2005-07-07 | 2005-07-07 | プリフォーム用基材、プリフォーム、およびこれらを用いた繊維強化複合材料構造物 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2007015203A JP2007015203A (ja) | 2007-01-25 |
| JP2007015203A5 JP2007015203A5 (ja) | 2008-07-31 |
| JP4770298B2 true JP4770298B2 (ja) | 2011-09-14 |
Family
ID=37752772
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005198535A Expired - Fee Related JP4770298B2 (ja) | 2005-07-07 | 2005-07-07 | プリフォーム用基材、プリフォーム、およびこれらを用いた繊維強化複合材料構造物 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4770298B2 (ja) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BRPI0809269B8 (pt) * | 2007-03-20 | 2023-03-28 | Mitsubishi Heavy Ind Ltd | Método de rtm auxiliada com vácuo, e método para produzir um produto moldado de plástico reforçado com fibra |
| US8752293B2 (en) * | 2007-12-07 | 2014-06-17 | The Boeing Company | Method of fabricating structures using composite modules and structures made thereby |
| JP5427503B2 (ja) * | 2009-07-31 | 2014-02-26 | 日産自動車株式会社 | 繊維強化樹脂部品およびその製造方法並びに製造装置 |
| CA2768957C (en) | 2009-10-08 | 2014-07-29 | Mitsubishi Heavy Industries, Ltd. | Composite-material structure and aircraft main wing and aircraft fuselage provided with the same |
| JP2011098523A (ja) * | 2009-11-06 | 2011-05-19 | Ihi Corp | ケースの製造方法、及びケース |
| EP2671792A4 (en) * | 2011-02-04 | 2018-01-03 | MITSUBISHI HEAVY INDUSTRIES, Ltd. | Composite material structure, and aircraft wing and fuselage provided therewith |
| JP5800178B2 (ja) * | 2011-03-24 | 2015-10-28 | 三菱レイヨン株式会社 | プリプレグの製造方法 |
| EP2796276A4 (en) * | 2011-12-22 | 2015-05-27 | Teijin Ltd | METHOD FOR PRODUCING MOLDED ARTICLE AND MOLDED ARTICLE |
| JP5900385B2 (ja) * | 2013-03-12 | 2016-04-06 | 三菱電機株式会社 | Frpパイプの製造方法 |
| JP6033730B2 (ja) * | 2013-04-16 | 2016-11-30 | 本田技研工業株式会社 | 繊維シート積層体の製造方法及び製造装置 |
| JP5852273B2 (ja) * | 2015-01-07 | 2016-02-03 | 株式会社Ihi | ファンケースの製造方法 |
| JP6661273B2 (ja) * | 2015-02-19 | 2020-03-11 | 三菱航空機株式会社 | 繊維基材を積層する方法、繊維基材群ロールの製造方法、繊維基材群、および航空機 |
| KR101776493B1 (ko) | 2016-04-25 | 2017-09-08 | 현대자동차주식회사 | 프리폼 레이어 및 그 제조방법, 프리폼 레이어 적층체 |
| JP6895241B2 (ja) * | 2016-11-22 | 2021-06-30 | 日産自動車株式会社 | 繊維強化プラスチック及び該繊維強化プラスチックの製造方法 |
| JPWO2020138174A1 (ja) * | 2018-12-28 | 2021-10-21 | 三井化学株式会社 | 樹脂成形体の製造方法および樹脂成形体 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4840074B1 (ja) * | 1970-11-30 | 1973-11-28 | ||
| JPH10219853A (ja) * | 1997-01-31 | 1998-08-18 | Toho Rayon Co Ltd | 繊維強化樹脂製パネルの結合構造 |
| JP3590346B2 (ja) * | 2000-11-27 | 2004-11-17 | トヨタ自動車株式会社 | Frp構造体 |
-
2005
- 2005-07-07 JP JP2005198535A patent/JP4770298B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007015203A (ja) | 2007-01-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4770298B2 (ja) | プリフォーム用基材、プリフォーム、およびこれらを用いた繊維強化複合材料構造物 | |
| AU2005289392B2 (en) | Thin ply laminates | |
| US9573338B2 (en) | Composite sandwich panel with differential resin layers | |
| US9114588B2 (en) | Skin-stiffener transition assembly, method of manufacture and application of said skin-stiffener transition assembly | |
| US8636936B2 (en) | Method for fabricating a laminated fiber metal composite | |
| CN100402246C (zh) | 机器人手部件及其制造方法 | |
| EP2602094B1 (en) | Method of fabricating composite laminate structures allowing ply slippage during forming | |
| JP6273804B2 (ja) | 繊維強化プラスチック成形体の製造方法 | |
| US9931809B2 (en) | Composite material structure and method of manufacturing composite material structure | |
| GB2548947A (en) | Composite structures with stiffeners and method of making the same | |
| US11673383B2 (en) | Method of manufacturing a sheet-like composite part with improved compression strength | |
| US20210354436A1 (en) | Method of manufacturing a sheet-like composite part with improved compression strength | |
| EP4238758B1 (en) | Reinforcement thermoplastic-based fibre-metal laminate composite frame and manufacturing method thereof | |
| EP2358521B1 (en) | Fibre reinforced composite | |
| JP2007015203A5 (ja) | ||
| JP4928403B2 (ja) | サンドイッチパネルの剥離進展防止構造 | |
| JP2019025847A (ja) | 積層構造体及び成形体 | |
| EP3736204B1 (en) | Composite stringer and methods for forming a composite stringer | |
| EP2189277A1 (en) | Fibre reinforced composite | |
| JP7737652B1 (ja) | 積層成形体 | |
| WO2014144766A1 (en) | Ribbed balsa | |
| JP5398110B2 (ja) | 自動車用ボンネット | |
| JP2023012739A (ja) | 複合材構造体及び複合材構造体の製造方法 | |
| JP2003291162A (ja) | 繊維強化樹脂成形体とその成形方法 | |
| JP2017154471A (ja) | 繊維強化プラスチック用プリフォーム及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080616 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080616 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110224 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110308 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110426 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110524 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110606 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140701 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140701 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |