JP4763475B2 - セラミック電子部品の製造装置 - Google Patents
セラミック電子部品の製造装置 Download PDFInfo
- Publication number
- JP4763475B2 JP4763475B2 JP2006039503A JP2006039503A JP4763475B2 JP 4763475 B2 JP4763475 B2 JP 4763475B2 JP 2006039503 A JP2006039503 A JP 2006039503A JP 2006039503 A JP2006039503 A JP 2006039503A JP 4763475 B2 JP4763475 B2 JP 4763475B2
- Authority
- JP
- Japan
- Prior art keywords
- flexible support
- electrode
- drying
- ceramic
- green sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Landscapes
- Fixed Capacitors And Capacitor Manufacturing Machines (AREA)
Description
(a)グリーンシート層が、例えば、10μm以下、更には、2μm以下の極薄層になった場合でも、シート破損を生じることなく積層し得るセラミック電子部品の製造方法および製造装置を提供することができる。
(b)ピンホール等に起因する構造欠陥を持たない高品質のセラミック電子部品を製造し得る製造方法および製造装置を提供することができる。
(c)積層セラミック電子部品を、その層数の多少にかかわらず、能率よく製造し得る製造方法および製造装置を提供することができる。
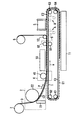
2 塗布装置
3 第2の可撓性支持体
4 転写装置
5 電極印刷装置
7 供給ロール
8 巻き取りロール
9 転圧装置
10 第1の乾燥装置
11 第2の乾燥装置
C1、C2 グリーンシート層
E1、E2 電極
Claims (5)
- 第1の可撓性支持体(1)と、塗布装置(2)と、第2の可撓性支持体(3)と、転写装置(4)と、電極印刷装置(5)と、第1の乾燥装置(10)と、第2の乾燥装置(11)と、一対の段差ローラ機構(A,B)とを含み、セラミック電子部品の製造に供される装置であって、
前記第1の可撓性支持体(1)は、無端状であり、エンドレスに走行するものであり、
前記第2の可撓性支持体(3)は、一部が、前記第1の可撓性支持体(1)と近接して向き合い、前記第1の可撓性支持体(1)と同一の方向に走行するように駆動されるものであり、
前記塗布装置(2)は、前記第2の可撓性支持体(3)の一面上に、セラミック塗料を塗布するものであり、
前記転写装置(4)は、前記第2の可撓性支持体(3)の一面上に塗布されたセラミック塗料層を、前記第1の可撓性支持体(1)に転写するものであり、
前記電極印刷装置(5)は、前記第1の可撓性支持体(1)に転写されたセラミック塗料層の表面に電極を印刷するものであり、
前記第1の乾燥装置(10)は、前記電極印刷装置(5)よりも前のステージにおいて、第2の可撓性支持体(3)を前記セラミック塗料層から剥離する前に、前記第1の可撓性支持体(1)の一面に転写された前記セラミック塗料層の乾燥を終了させるものであり、
前記第2の乾燥装置(11)は、前記電極を乾燥させるものであり、
前記一対の段差ローラ機構(A,B)は、エンドレス経路上の進行回りでみて前記転写装置(4)、前記第1の乾燥装置(10)、前記電極印刷装置(5)及び前記第2の乾燥装置(11)の順に配置される態様において、前記第1の乾燥装置(10)及び前記電極印刷装置(5)の間と、前記電極印刷装置(5)及び前記第2の乾燥装置(11)の間とに設けられており、電極印刷装置(5)が前記一対の段差ローラ機構(A,B)によって挟まれることで前記第1の可撓性支持体(1)の全体の送りを停止することなく電極印刷領域の送りのみを一時的に停止するものである、
製造装置。 - 請求項1に記載された製造装置であって、更に、転圧装置を含み、前記転圧装置は、前記電極印刷装置よりも前のステージにおいて、転写された前記セラミック塗料層を加圧する製造装置。
- 請求項1または2に記載された製造装置であって、更に切断装置を含み、前記切断装置は、前記第1の可撓性支持体上で得られたセラミック塗料層および電極の積層体を、所定寸法で切断する製造装置。
- 請求項3に記載された製造装置であって、更に、積層装置を含み、前記積層装置は前記積層体の複数を、圧着して積層する製造装置。
- 請求項1乃至4の何れかに記載された製造装置であって、更に、供給ロールおよび巻き取りロールを含み、
前記供給ロールは、前記第2の可撓性支持体を供給し、
前記巻き取りロールは、前記セラミック塗料層を前記第1の可撓性支持体に転写した後、前記第2の可撓性支持体を巻き取る
製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006039503A JP4763475B2 (ja) | 2006-02-16 | 2006-02-16 | セラミック電子部品の製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006039503A JP4763475B2 (ja) | 2006-02-16 | 2006-02-16 | セラミック電子部品の製造装置 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000338227A Division JP2002141245A (ja) | 2000-11-06 | 2000-11-06 | セラミック電子部品の製造方法および装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2006135365A JP2006135365A (ja) | 2006-05-25 |
| JP2006135365A5 JP2006135365A5 (ja) | 2006-07-06 |
| JP4763475B2 true JP4763475B2 (ja) | 2011-08-31 |
Family
ID=36728563
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006039503A Expired - Lifetime JP4763475B2 (ja) | 2006-02-16 | 2006-02-16 | セラミック電子部品の製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4763475B2 (ja) |
-
2006
- 2006-02-16 JP JP2006039503A patent/JP4763475B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006135365A (ja) | 2006-05-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TW201422447A (zh) | 圖樣形成方法 | |
| US7503993B2 (en) | Method for manufacturing multilayer ceramic electronic element | |
| JP3757630B2 (ja) | 積層セラミック電子部品の製造方法 | |
| KR101614750B1 (ko) | 세라믹 적층체의 제조 장치 및 그 제조 방법 | |
| JP2002141245A (ja) | セラミック電子部品の製造方法および装置 | |
| JP4763475B2 (ja) | セラミック電子部品の製造装置 | |
| JP5574119B2 (ja) | 積層型電子部品製造装置及び積層型電子部品の製造方法 | |
| KR101248496B1 (ko) | 적층형 전자 부품 제조 장치 및 적층형 전자 부품의 제조 방법 | |
| JP2001176751A (ja) | 積層電子部品の製造方法 | |
| JP2006302932A (ja) | 積層型電子部品の製造方法 | |
| KR20180016266A (ko) | Mlcc의 효율을 높이는 제조 방법 및 그에 따른 mlcc | |
| JP3166693B2 (ja) | 積層セラミック電子部品の製造方法 | |
| JP5574118B2 (ja) | 積層型電子部品製造装置及び積層型電子部品の製造方法 | |
| JP5516996B2 (ja) | 積層型電子部品製造装置及び積層型電子部品の製造方法 | |
| KR101152765B1 (ko) | 적층형 전자 부품 제조 장치 및 적층형 전자 부품의 제조 방법 | |
| JP2007049193A (ja) | 積層セラミック電子部品の製造方法 | |
| JP2001044072A (ja) | 積層セラミック電子部品のためのセラミック積層体の製造方法および装置 | |
| JP2007103570A (ja) | 積層コンデンサの製造方法,誘電体層用グラビア版及び内部電極層用グラビア版 | |
| JP2005072121A (ja) | 積層セラミック電子部品の製造方法 | |
| JP3166694B2 (ja) | 積層セラミック電子部品の製造方法 | |
| JP5585781B2 (ja) | 積層型電子部品製造装置及び積層型電子部品の製造方法 | |
| JP4347858B2 (ja) | セラミックグリーンシート積層体のプレス方法及びプレス装置 | |
| JP5585784B2 (ja) | 積層型電子部品製造装置及び積層型電子部品の製造方法 | |
| JP2006135365A5 (ja) | ||
| JP4142686B2 (ja) | 積層電子部品用の積層体ユニットの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060412 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060412 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071114 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080110 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20080402 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080529 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20080606 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20081024 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110428 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110609 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140617 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4763475 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| EXPY | Cancellation because of completion of term |