JP4740869B2 - 継手及び継手を生産する方法 - Google Patents
継手及び継手を生産する方法 Download PDFInfo
- Publication number
- JP4740869B2 JP4740869B2 JP2006540523A JP2006540523A JP4740869B2 JP 4740869 B2 JP4740869 B2 JP 4740869B2 JP 2006540523 A JP2006540523 A JP 2006540523A JP 2006540523 A JP2006540523 A JP 2006540523A JP 4740869 B2 JP4740869 B2 JP 4740869B2
- Authority
- JP
- Japan
- Prior art keywords
- lip
- joint according
- contact
- joint
- expansion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images










Classifications
-
- E—FIXED CONSTRUCTIONS
- E21—EARTH DRILLING; MINING
- E21B—EARTH DRILLING, e.g. DEEP DRILLING; OBTAINING OIL, GAS, WATER, SOLUBLE OR MELTABLE MATERIALS OR A SLURRY OF MINERALS FROM WELLS
- E21B43/00—Methods or apparatus for obtaining oil, gas, water, soluble or meltable materials or a slurry of minerals from wells
- E21B43/02—Subsoil filtering
- E21B43/10—Setting of casings, screens, liners or the like in wells
- E21B43/103—Setting of casings, screens, liners or the like in wells of expandable casings, screens, liners, or the like
- E21B43/106—Couplings or joints therefor
-
- E—FIXED CONSTRUCTIONS
- E21—EARTH DRILLING; MINING
- E21B—EARTH DRILLING, e.g. DEEP DRILLING; OBTAINING OIL, GAS, WATER, SOLUBLE OR MELTABLE MATERIALS OR A SLURRY OF MINERALS FROM WELLS
- E21B17/00—Drilling rods or pipes; Flexible drill strings; Kellies; Drill collars; Sucker rods; Cables; Casings; Tubings
- E21B17/02—Couplings; joints
- E21B17/04—Couplings; joints between rod or the like and bit or between rod and rod or the like
- E21B17/042—Threaded
-
- E—FIXED CONSTRUCTIONS
- E21—EARTH DRILLING; MINING
- E21B—EARTH DRILLING, e.g. DEEP DRILLING; OBTAINING OIL, GAS, WATER, SOLUBLE OR MELTABLE MATERIALS OR A SLURRY OF MINERALS FROM WELLS
- E21B43/00—Methods or apparatus for obtaining oil, gas, water, soluble or meltable materials or a slurry of minerals from wells
- E21B43/02—Subsoil filtering
- E21B43/10—Setting of casings, screens, liners or the like in wells
- E21B43/103—Setting of casings, screens, liners or the like in wells of expandable casings, screens, liners, or the like
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J15/00—Sealings
- F16J15/02—Sealings between relatively-stationary surfaces
- F16J15/04—Sealings between relatively-stationary surfaces without packing between the surfaces, e.g. with ground surfaces, with cutting edge
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L15/00—Screw-threaded joints; Forms of screw-threads for such joints
- F16L15/001—Screw-threaded joints; Forms of screw-threads for such joints with conical threads
- F16L15/004—Screw-threaded joints; Forms of screw-threads for such joints with conical threads with axial sealings having at least one plastically deformable sealing surface
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L15/00—Screw-threaded joints; Forms of screw-threads for such joints
- F16L15/04—Screw-threaded joints; Forms of screw-threads for such joints with additional sealings
Landscapes
- Engineering & Computer Science (AREA)
- Mining & Mineral Resources (AREA)
- Life Sciences & Earth Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Geology (AREA)
- Mechanical Engineering (AREA)
- Geochemistry & Mineralogy (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Environmental & Geological Engineering (AREA)
- Gasket Seals (AREA)
- Non-Disconnectible Joints And Screw-Threaded Joints (AREA)
- Mutual Connection Of Rods And Tubes (AREA)
- Earth Drilling (AREA)
- Joints Allowing Movement (AREA)
Description
Claims (43)
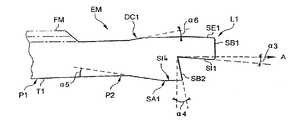
- 一方で、雄ネジ(FM)を形成した第1部分(P1)、
並びに
前記第1部分から延び、
i)第1外側面(SE1)、
ii)第1軸方向当接面(SB1)と第1内側面(SI1)とを有し、その軸方向長さにわたって第1外側面(SE1)によって境界を定められる第1環状リップ(L1)、
及び、
iii)第2当接面(SB2)
からなる第2部分、
からなる第1管要素(EM)と、
他方で、
i)前記雄ネジ(FM)に合致し、そこにねじ込まれる雌ネジ(FF)、
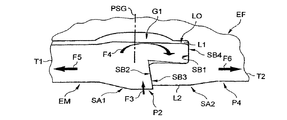
ii)前記第2当接面(SB2)に対して静止する第3当接面(SB3)と、前記第1内側面(SI1)に対向して配列された第2外側面(SE2)と、第2内側面(SI2)と、を有する第2環状リップ(L2)、
iii)第4軸方向当接面(SB4)、
及び、
iv)前記第4軸方向当接面(SB4)と前記雌ネジ(FF)の間に延び、前記第2外側面(SE2)と第4当接面(SB4)と共に、前記第1リップ(L1)に合致する環状凹部(LO)を規定する第3内側面(SI3)、
からなる第2管要素(EF)と、
から構成され、
前記第2(SB2)及び第3(SB3)当接面は、長手方向(A)へ横切る面に対して傾斜した略同一の角度を有する円錐形の表面であり、前記第2当接面(SB2)が前記第3当接面(SB3)に対して静止することを可能とするように選択され、
前記第2外側面(SE2)又は前記第3内側面(SI3)のそれぞれに対して前記第1リップ(L1)の前記第1内側(SI1)及び外側(SE1)面の一つを半径方向の第1シール干渉接触部とし、
その後実行された塑性変形領域で管継手が直径を拡張する間、前記第1外側面(SE1)及び前記第3内側面(SI3)は局部的に第2シール干渉接触部として規定されることを特徴とする継手。 - 第2外側面(SE2)に対して第1内側面(SI1)が半径方向の前記第1シール干渉接触部を生成するように、前記第2(SB2)及び第3(SB3)当接面がそれぞれ凹部及び凸部であることを特徴とする請求項1に記載された継手。
- 前記第2(SB2)及び第3(SB3)当接面は、第3内側面(SI3)に対して第1外側面(SE1)が半径方向の前記第1シール干渉接触部を生成するように、それぞれ凹部及び凸部であることを特徴とする請求項1に記載された継手。
- 前記傾斜は、拡張前、約+5°と約+30°の間であることを特徴とする請求項1乃至請求項3のいずれか一つに記載の継手。
- 前記第1リップ(L1)及び前記凹部(LO)は、拡張前、前記第2当接面(SB2)が前記第3当接面(SB3)上に静止するまで前記第1シール干渉接触部が生成されないように選択された形状を有することを特徴とする請求項1乃至請求項4のいずれか一つに記載の継手。
- 前記第1当接面(SB1)は、前記第1リップ(L1)が弾性変形範囲内で軸方向の圧縮を受けられるように、ネジ止めの間、前記第4当接面に対して静止させるように配置されることを特徴とする請求項1乃至請求項5のいずれか一つに記載の継手。
- 前記第2リップ(L2)の第2外側面(SE2)は、拡張前、前記第3当接面(SE3)に接続する範囲内で、約8°と約12°の間で前記長手方向Aに対して傾斜した環状部分を有することを特徴とする請求項1乃至請求項6のいずれか一つに記載の継手。
- 前記第2リップ(L2)の第2外側面(SE2)は、拡張前、前記第3当接面(SE3)に接続する範囲内で、約10°の角度で前記長手方向Aに対して傾斜した環状部分を有することを特徴とする請求項1乃至請求項6のいずれか一つに記載の継手。
- 前記第1リップ(L1)の第1内側面(SI1)は、拡張前、約0.1°と約15°の間の角度で前記長手方向Aに対して傾斜されることを特徴とする請求項1乃至請求項8のいずれか一つに記載の継手。
- 長手方向Aの第2リップ(L2)の長さ(PR)と、その横断方向の凹部の深さ(H)の間の割合は、約1と約3の間であることを特徴とする請求項1乃至請求項9のいずれか一つに記載の継手。
- 長手方向Aの第2リップ(L2)の長さ(PR)と、その横断方向の凹部の深さ(H)の間の割合は、約1.2と約1.6の間であることを特徴とする請求項1乃至請求項9のいずれか一つに記載の継手。
- 前記雄(FM)及び雌(FF)ネジは、拡張前、約−3°から約−15°の間の負の角度を有する伝達面を形成したネジからなることを特徴とする請求項1乃至請求項11のいずれか一つに記載の継手。
- 前記雄(FM)及び雌(FF)ネジは、拡張前、約+10°と約+30°の間の正の角度を有する挿入面を形成したネジからなることを特徴とする請求項1乃至請求項12のいずれか一つに記載の継手。
- 前記雄(FM)及び雌(FF)ネジは、ネジ止め後で拡張前に、約0.05mmと約0.03mmの間の挿入面間の軸方向の間隙を有するように配列されることを特徴とする請求項13に記載の継手。
- 前記第1管要素(EM)は、拡張前、第1外側面(SE1)の範囲内で、その第1部分(P1)の前に、内部の方へ第1局部環状セットバック(DC1)を規定する円錐形の面取り部を有することを特徴とする請求項1乃至請求項14のいずれか一つに記載の継手。
- 前記面取り部は、約8°と約12°の間で長手方向Aに対して略連続したスロープを有していることを特徴とする請求項15に記載の継手。
- 前記第1管要素(EM)は、拡張前、前記第1部分(P1)の方向に前記第2当接面(SB2)を延長する第4内側面(SI4)の範囲に選択された局部に環状の厚みを加えた部分(SA1)を有する第2部分(P2)を形成し、
前記第3内側面(SI3)は、選択された場所で、ネジ止め後に、略前記局部に環状の厚みを加えた部分(SA1)の範囲内に配列され、前記第1外側面(SE1)の範囲内に規定するのに適合した溝(G1)と、直径の拡張の間、少なくとも前記溝(G1)の形状の部分を有し、それに加えてシール干渉接触部にある環状肩部(EP)からなることを特徴とする請求項1乃至請求項16のいずれか一つに記載の継手。 - 前記第1管要素(EM)は、拡張前、前記第1部分(P1)の範囲内で、前記雄ネジ(FM)に反対するその内側面にわたって、第2局部環状セットバック(DC2)を規定する円錐形の頸部を有することを特徴とする請求項1乃至請求項17のいずれか一つに記載の継手。
- 前記の頸部は、拡張前、約2°と約20°の間の長手方向Aに対したスロープで略連続して増大することを特徴とする請求項18に記載の継手。
- 少なくとも2つの曲線部分(C1、C2)からなる溝(G1)は、拡張前、形成されることを特徴とする請求項17乃至19のいずれか一つに記載の継手。
- 前記湾曲部分(C1、C2)は、拡張前、略同一の曲率半径を有することを特徴とする請求項20に記載の継手。
- 前記曲率半径は、拡張前、約2mmと約60mmの間であることを特徴とする請求項21に記載の継手。
- 二つの曲線部分(C1、C2)は、略円筒形の中央部分(PC)によって分けられることを特徴とする請求項20乃至22のいずれか一つに記載の継手。
- 前記溝(G1)は、拡張前、溝(G1)の底部での材料断面積が前記第1(EM)及び第2(EF)管要素が結合される管(T1,T2)の共通部分の最小断面積と継手効率との積より大きくなるように選択される最大値を有する半径方向の深さ(H’)を持つことを特徴とする請求項20乃至23のいずれか1つに記載の継手。
- 前記雄(FM)及び雌(FF)ネジは、円錐形タイプ及び円筒形タイプのネジからなるグループから選択され、少なくとも一つの管要素部(EM、EF)にわたって各々形成されることを特徴とする請求項1乃至24のいずれか一つに記載の継手。
- 前記第1管要素(EM)は、第1円形外側面(SE1)で形成されることを特徴とする請求項1乃至25のいずれか一つに記載の継手。
- 前記第2管要素は、略対称的な雌/雌型接続スリーブ(M)と結合され、前記第1管要素(EM)は、管の端部と結合されることを特徴とする請求項1乃至26のいずれか一つに記載の継手。
- 前記スリーブ(M)は、二つの第2管要素(EF1,EF2)によって各側に延出され、拡張前、環状領域(G2)の範囲内で前記スリーブ(M)の拡張前断面積が、前記第1管要素(EM)の端部に形成された管(T1,T2)の共通部分の断面積と継手効率との積より大きく、又は等しくなるように選択される減少された厚みを有する前記環状領域(G2)の外側面を形成する中央部分(PCM)からなることを特徴とする請求項27に記載の継手。
- 第2外側面(SE2)に対して第1内側面(SI1)の第1半径方向シール干渉接触部を生成するように、前記第2(SB2)及び第3(SB3)当接面がそれぞれ凹部及び凸部であり、前記第1リップ(L1)及び第2リップ(L2)は、拡張前、前記第2当接面(SB2)が前記第3当接面(SB3)に押し付けられる前に前記第1当接面(SB1)が前記第4当接面(SB4)上に静止するように選択された形状を有していることを特徴とする請求項4乃至28のいずれか一つに記載の継手。
- 前記第2(SB2)及び第3(SB3)当接面は、第3内側面(SI3)に対して第1外側面(SE1)の第1半径方向シール干渉接触部を生成するように、それぞれ凹部及び凸部であり、前記第2管要素(EF)の前記第3内側面(SI3)は、拡張前、記第4当接面(SB4)への接続の範囲内で、一般に、長手方向Aに対して選択された角度の傾斜を有する第1シール面(DC3)を有し、そして前記第1管要素(EM)は、その第1外側面(SE1)の範囲内、及び前記第1当接面(SB1)への接続の範囲内で、ネジ止めの間、前記第1シール面(DC3)及び前記第2シール面(DC4)がお互いに対して半径方向にきつく締められ、第3シール干渉接触部を生成しているような方法で、長手方向Aに対して選択された角度の傾斜を有する第2シール面(DC4)を有することを特徴とする請求項4乃至28のいずれか一つに記載の継手。
- 前記第1シール面(DC3)及び第2シール面(DC4)は、前記第3シール干渉接触部を補強するように、前記第1シール干渉接触部が前記第3シール干渉接触部の後でそれらの間に生成されるような方法で配置されることを特徴とする請求項30に記載の継手。
- 前記第1シール面(DC3)及び第2シール面(DC4)の選択された角度は、拡張前、約+1°と約+30°の間であることを特徴とする請求項30又は請求項31に記載の継手。
- 前記第1シール面(DC3)及び第2シール面(DC4)の少なくとも一つは、円錐形の表面であることを特徴とする請求項30乃至請求項32のいずれか一つに記載の継手。
- 前記第1シール面(DC3)及び第2シール面(DC4)の少なくとも一つは、円形の表面であることを特徴とする請求項30乃至請求項33のいずれか一つに記載の継手。
- 前記円形表面は、円環状タイプの部分を構成することを特徴とする請求項34に記載の継手。
- 前記第1シール面(DC3)は、前記第3内側面(SI3)の内部の方へ第3局部環状セットバックによって規定されることを特徴とする請求項30乃至請求項35のいずれか一つに記載の継手。
- 前記第2シール面(DC4)は、前記第1外側面(SE1)の内部の方へ第4局部環状セットバックによって規定されることを特徴とする請求項30乃至請求項36のいずれか一つに記載の継手。
- 請求項1乃至請求項37のいずれか一つに記載の継手に基づいて、
−半径方向の前記第1シール干渉接触部を形成することによってシールする方法で、前記第2外側面(SE2)又は第3内側面(SI3)のそれぞれに対して第1リップ(L1)の前記第1内側面(SI1)及び前記第1外側面(SE1)の一つを半径方向に締めるように、前記第1リップ(L1)が前記環状凹部(LO)に結合され、そして前記第2当接面(SB2)が前記第3当接面(SB3)に対して静止するまで、前記第1管要素(EM)及び第2管要素(EF)をネジ止めすること、
そして、
−前記第1外側面(SE1)及び前記第3内側面(SI3)に、局部的に前記第2シール干渉接触部を規定させるように、軸方向に移動可能な拡張ツールによって、塑性変形領域での前記拡張可能な管継手の直径を拡張させること、
からなることを特徴とする継手を生産する方法 - 前記第1内側面(SI1)と第2外側面(SE2)の間に前記第1シール干渉接触部を確立するように選択される形状を有する第1リップ(L1)及び第2リップ(L2)は、前記第2当接面(SB2)が前記第3当接面(SB3)上に静止するまで前記第1シール干渉接触部が確立されないことを特徴とする請求項38に記載の継手を生産する方法。
- 前記ネジ止めは、前記第1リップ(L1)が弾性変形範囲で軸方向圧縮を受ける原因となるように、最初に、前記第1当接面(SB1)が前記第4当接面(SB4)に対して押されるようにすることを特徴とする請求項38に記載の継手を生産する方法。
- 前記ネジ止めは、最初に、前記第3シール干渉接触部を生成し、次に、前記第3シール干渉接触部を補強するようになる前記第1シール干渉接触部を生成することで、前記第1シール面(DC3)及び前記第2シール面(DC4)がお互いに対して半径方向に締められることを特徴とする請求項38に記載の継手を生産する方法。
- 前記拡張は前記第1内側面(SI1)の自由端及び前記第2外側面(SE2)の間に第4シール干渉接触部を生成することを特徴とする請求項38乃至請求項41のいずれか一つに記載の継手を生産する方法。
- 継手の半径方向への拡張は、少なくとも10%の拡張割合で生じることを特徴とする請求項38乃至請求項42のいずれか一つに記載の継手を生産する方法。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0314038 | 2003-11-28 | ||
| FR0314038A FR2863030B1 (fr) | 2003-11-28 | 2003-11-28 | Realisation, par expansion plastique, d'un joint tubulaire etanche avec surface(s) de butee inclinee(s) |
| FR0410007A FR2863033B1 (fr) | 2003-11-28 | 2004-09-22 | Realisation, par expansion plastique, d'un joint tubulaire etanche avec surface(s) de butee inclinee(s) |
| FR0410007 | 2004-09-22 | ||
| PCT/FR2004/002971 WO2005064217A1 (fr) | 2003-11-28 | 2004-11-22 | Realisation, par expansion plastique, d'un joint tubulaire etanche avec surface(s) de butee inclinee(s) |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2007512484A JP2007512484A (ja) | 2007-05-17 |
| JP2007512484A5 JP2007512484A5 (ja) | 2010-07-15 |
| JP4740869B2 true JP4740869B2 (ja) | 2011-08-03 |
Family
ID=34575714
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006540523A Expired - Fee Related JP4740869B2 (ja) | 2003-11-28 | 2004-11-22 | 継手及び継手を生産する方法 |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US8042842B2 (ja) |
| EP (1) | EP1692421B1 (ja) |
| JP (1) | JP4740869B2 (ja) |
| AR (1) | AR046460A1 (ja) |
| AT (1) | ATE435393T1 (ja) |
| BR (1) | BRPI0416405A (ja) |
| CA (1) | CA2547027C (ja) |
| DE (1) | DE602004021846D1 (ja) |
| FR (1) | FR2863033B1 (ja) |
| PL (1) | PL1692421T3 (ja) |
| RU (1) | RU2339867C2 (ja) |
| WO (1) | WO2005064217A1 (ja) |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2844331B1 (fr) * | 2002-01-03 | 2004-11-26 | Vallourec Mannesmann Oil & Gas | Procede de realisation d'un joint tubulaire etanche avec expansion plastique |
| FR2863029B1 (fr) * | 2003-11-28 | 2006-07-07 | Vallourec Mannesmann Oil & Gas | Realisation, par expansion plastique, d'un joint tubulaire etanche avec surepaisseur(s) de matiere locale(s) initiale(s) |
| FR2863033B1 (fr) * | 2003-11-28 | 2007-05-11 | Vallourec Mannesmann Oil & Gas | Realisation, par expansion plastique, d'un joint tubulaire etanche avec surface(s) de butee inclinee(s) |
| CA2552722C (en) | 2004-01-12 | 2012-08-07 | Shell Oil Company | Expandable connection |
| US7798536B2 (en) | 2005-08-11 | 2010-09-21 | Weatherford/Lamb, Inc. | Reverse sliding seal for expandable tubular connections |
| WO2007038446A2 (en) * | 2005-09-28 | 2007-04-05 | Enventure Global Technology, L.L.C. | Method and apparatus for coupling expandable tubular members |
| CA2625585A1 (en) * | 2005-10-11 | 2007-04-26 | Enventure Global Technology, L.L.C. | Method and apparatus for coupling expandable tubular members |
| US20100308579A1 (en) * | 2007-11-02 | 2010-12-09 | Entegris, Inc. | Integral face seal |
| US9222607B2 (en) | 2009-12-04 | 2015-12-29 | Baker Hughes Incorporated | Threaded connection with metal to metal seal capable of expansion |
| FR2956466B1 (fr) | 2010-02-17 | 2012-06-08 | Vallourec Mannesmann Oil & Gas | Joint filete expansible et procede de realisation |
| US8668014B2 (en) * | 2011-02-14 | 2014-03-11 | Tejas Research & Engineering, Llc | Subsurface safety valve for high temperature and high pressure wells |
| WO2015153271A1 (en) | 2014-04-04 | 2015-10-08 | Enventure Global Technology, Llc | Expandable metal-to-metal seal connection |
| PL3159592T3 (pl) * | 2014-06-20 | 2020-11-02 | Nippon Steel Corporation | Połączenie gwintowe do rur stalowych |
| AR104071A1 (es) * | 2015-03-30 | 2017-06-21 | Jfe Steel Corp | Junta roscada para caños |
| US10648299B2 (en) | 2015-07-01 | 2020-05-12 | Shell Oil Company | Expanding well tubulars interconnected by pin-box assemblies optimized for expansion |
| DE102015122309A1 (de) * | 2015-12-18 | 2017-06-22 | Voss Fluid Gmbh | Rohrverbindung |
| EP3260649B1 (en) * | 2016-06-21 | 2019-12-18 | Energy Frontier Solutions S.L. | Threaded joint for oil and gas pipes |
| EP3502460B1 (en) * | 2017-12-19 | 2024-03-13 | Vitesco Technologies GmbH | Fastening connector for securing two components together |
| EP3767117B1 (en) | 2019-07-19 | 2023-04-19 | Goodrich Actuation Systems SAS | Socket fretting corrosion proof solution |
| BR112022026892A2 (pt) * | 2020-06-29 | 2023-03-07 | Pao Tmk | Conexão roscada para invólucros |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4611838A (en) * | 1982-02-27 | 1986-09-16 | Mannesmann Aktiengesellschaft | Fluidtight pipe joint |
| US20020163192A1 (en) * | 2000-06-30 | 2002-11-07 | Jean-Luc Coulon | Tubular threaded joint capable of being subjected to diametral expansion |
| WO2003060370A1 (fr) * | 2002-01-03 | 2003-07-24 | Vallourec Mannesmann Oil & Gas France | Procede de realisation d'un joint tubulaire etanche avec expansion plastique |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5211767B2 (ja) * | 1972-03-31 | 1977-04-02 | ||
| US4624488A (en) | 1983-12-16 | 1986-11-25 | Hydril Company | Tubular connection |
| US5137310A (en) | 1990-11-27 | 1992-08-11 | Vallourec Industries | Assembly arrangement using frustoconical screwthreads for tubes |
| US5154452A (en) * | 1991-09-18 | 1992-10-13 | Frederick William Johnson | Tubular connection with S-thread form for clamping center seal |
| US5681059A (en) * | 1995-12-15 | 1997-10-28 | Mackie; Michael J. | Pipe connector |
| US5765836A (en) * | 1996-01-18 | 1998-06-16 | Marubeni Tubulars, Inc. | Sealing system |
| US6047997A (en) * | 1996-05-15 | 2000-04-11 | Iberia Threading, Inc. | Threaded connection with radiused surfaces |
| GB9706084D0 (en) * | 1997-03-24 | 1997-05-14 | Oil States Ind Uk Ltd | Improvements in and relating to pipe connectors |
| WO1999008034A1 (en) * | 1997-08-11 | 1999-02-18 | Marubeni Tubulars, Inc. | Tubular connection |
| GB9817246D0 (en) * | 1998-08-08 | 1998-10-07 | Petroline Wellsystems Ltd | Connector |
| US6604763B1 (en) | 1998-12-07 | 2003-08-12 | Shell Oil Company | Expandable connector |
| CA2356194C (en) | 1998-12-22 | 2007-02-27 | Weatherford/Lamb, Inc. | Procedures and equipment for profiling and jointing of pipes |
| US6581980B1 (en) | 1999-04-30 | 2003-06-24 | Grant Prideco, L.P. | Threaded connection with high compressive rating |
| FR2807095B1 (fr) * | 2000-03-31 | 2002-08-30 | Vallourec Mannesmann Oil & Gas | Element filete tubulaire delarde pour joint filete tubulaire resistant a la fatigue et joint filete tubulaire resultant |
| US6626471B2 (en) * | 2000-08-10 | 2003-09-30 | Hydril Company | Double flex seal for tubular connection |
| US6478344B2 (en) * | 2000-09-15 | 2002-11-12 | Abb Vetco Gray Inc. | Threaded connector |
| US6662876B2 (en) | 2001-03-27 | 2003-12-16 | Weatherford/Lamb, Inc. | Method and apparatus for downhole tubular expansion |
| GB0108638D0 (en) | 2001-04-06 | 2001-05-30 | Weatherford Lamb | Tubing expansion |
| EP1389260B2 (en) | 2001-05-24 | 2014-11-19 | Enventure Global Technology, L.L.C. | Radially expandable tubular with supported end portion |
| FR2833335B1 (fr) * | 2001-12-07 | 2007-05-18 | Vallourec Mannesmann Oil & Gas | Joint filete tubulaire superieur contenant au moins un element filete avec levre d'extremite |
| FR2844330B1 (fr) | 2002-01-03 | 2005-05-13 | Vallourec Mannesmann Oil & Gas | Joint filete tubulaire a etancheite amelioree apres expansion plastique |
| FR2834325B1 (fr) * | 2002-01-03 | 2004-03-26 | Vallourec Mannesmann Oil & Gas | Joint filete tubulaire comportant des surfaces d'etancheite |
| EP1485567B1 (en) | 2002-02-15 | 2008-12-17 | Enventure Global Technology | Mono-diameter wellbore casing |
| ITRM20020274A1 (it) * | 2002-05-16 | 2003-11-17 | Tenaris Connections Bv | Giunzione filettata per tubi. |
| FR2841626B1 (fr) * | 2002-06-28 | 2004-09-24 | Vallourec Mannesmann Oil & Gas | Joint filete tubulaire renforce pour etancheite amelioree apres expansion plastique |
| FR2863033B1 (fr) * | 2003-11-28 | 2007-05-11 | Vallourec Mannesmann Oil & Gas | Realisation, par expansion plastique, d'un joint tubulaire etanche avec surface(s) de butee inclinee(s) |
-
2004
- 2004-09-22 FR FR0410007A patent/FR2863033B1/fr not_active Expired - Fee Related
- 2004-11-22 BR BRPI0416405-9A patent/BRPI0416405A/pt not_active Application Discontinuation
- 2004-11-22 AT AT04805502T patent/ATE435393T1/de active
- 2004-11-22 EP EP04805502A patent/EP1692421B1/fr not_active Not-in-force
- 2004-11-22 DE DE602004021846T patent/DE602004021846D1/de active Active
- 2004-11-22 JP JP2006540523A patent/JP4740869B2/ja not_active Expired - Fee Related
- 2004-11-22 CA CA2547027A patent/CA2547027C/fr not_active Expired - Fee Related
- 2004-11-22 WO PCT/FR2004/002971 patent/WO2005064217A1/fr active Application Filing
- 2004-11-22 US US10/580,718 patent/US8042842B2/en not_active Expired - Fee Related
- 2004-11-22 PL PL04805502T patent/PL1692421T3/pl unknown
- 2004-11-22 RU RU2006122950/06A patent/RU2339867C2/ru not_active IP Right Cessation
- 2004-11-26 AR ARP040104388A patent/AR046460A1/es not_active Application Discontinuation
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4611838A (en) * | 1982-02-27 | 1986-09-16 | Mannesmann Aktiengesellschaft | Fluidtight pipe joint |
| US20020163192A1 (en) * | 2000-06-30 | 2002-11-07 | Jean-Luc Coulon | Tubular threaded joint capable of being subjected to diametral expansion |
| WO2003060370A1 (fr) * | 2002-01-03 | 2003-07-24 | Vallourec Mannesmann Oil & Gas France | Procede de realisation d'un joint tubulaire etanche avec expansion plastique |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2863033B1 (fr) | 2007-05-11 |
| DE602004021846D1 (de) | 2009-08-13 |
| WO2005064217A1 (fr) | 2005-07-14 |
| US8042842B2 (en) | 2011-10-25 |
| CA2547027C (fr) | 2012-01-17 |
| PL1692421T3 (pl) | 2009-12-31 |
| BRPI0416405A (pt) | 2007-01-09 |
| RU2339867C2 (ru) | 2008-11-27 |
| EP1692421B1 (fr) | 2009-07-01 |
| EP1692421A1 (fr) | 2006-08-23 |
| ATE435393T1 (de) | 2009-07-15 |
| AR046460A1 (es) | 2005-12-07 |
| JP2007512484A (ja) | 2007-05-17 |
| FR2863033A1 (fr) | 2005-06-03 |
| US20070102927A1 (en) | 2007-05-10 |
| CA2547027A1 (fr) | 2005-07-14 |
| RU2006122950A (ru) | 2008-01-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4740869B2 (ja) | 継手及び継手を生産する方法 | |
| JP4842136B2 (ja) | 継手及び継手を生産する方法 | |
| JP4842135B2 (ja) | 組立部品及びそれに基づいて2つの拡張可能な管継手を組み立てる方法 | |
| JP4118812B2 (ja) | プラスチック拡張による密封管継手の製造方法 | |
| JP3913170B2 (ja) | 直径方向の拡張を生じる管状ねじ接続 | |
| US6607220B2 (en) | Radially expandable tubular connection | |
| US20040090068A1 (en) | Method and apparatus for sealing radially expanded joints | |
| EP1601904B1 (en) | Method for producing a threaded tubular connection sealed by radial expansion | |
| US20040104575A1 (en) | Expandable coupling | |
| US4627146A (en) | Method of producing pipe joints | |
| EP3470720B1 (en) | Steel pipe screw joint | |
| US4645247A (en) | Mechanical pipe joint | |
| JPH0730863B2 (ja) | 金属対金属の楔ねじ継手コネクタ | |
| WO2019082612A1 (ja) | 鋼管用ねじ継手 | |
| US9133693B2 (en) | Expandable pipe section | |
| JP2005200893A (ja) | 高耐力鋼管膨張型ロックボルト及びその製造方法 | |
| JPWO2002075195A1 (ja) | 油井管用ねじ継手の製造方法 | |
| EP1755821B1 (en) | Method and apparatus for sealing radially expanded joints | |
| JPH1096489A (ja) | 耐外圧性に優れた油井管用ねじ継手 | |
| US20030102669A1 (en) | Threaded joint for an oil well pipe | |
| JP2001082644A (ja) | 油井管用ねじ継手の製造方法 | |
| MXPA06006076A (en) | Production by plastic expansion of a sealed tubular joint with inclined abutting surface(s) | |
| JP2002022070A (ja) | 耐外圧性能の優れた油井管ネジ継手 | |
| MXPA06006075A (en) | Method of assembling two hermetic threaded tubular joints comprising a local and initial added thickness, by means of plastic expansion | |
| MXPA06006074A (en) | Method of producing a hermetic tubular joint comprising local and initial added thickness(es), by means of plastic expansion |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060915 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070129 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100127 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20100427 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20100510 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100525 |
|
| A524 | Written submission of copy of amendment under section 19 (pct) |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20100525 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100929 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101221 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110420 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110502 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140513 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |