JP4718540B2 - 金属製通気口 - Google Patents
金属製通気口 Download PDFInfo
- Publication number
- JP4718540B2 JP4718540B2 JP2007508452A JP2007508452A JP4718540B2 JP 4718540 B2 JP4718540 B2 JP 4718540B2 JP 2007508452 A JP2007508452 A JP 2007508452A JP 2007508452 A JP2007508452 A JP 2007508452A JP 4718540 B2 JP4718540 B2 JP 4718540B2
- Authority
- JP
- Japan
- Prior art keywords
- membrane
- vent
- metal
- opening
- porous
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16K—VALVES; TAPS; COCKS; ACTUATING-FLOATS; DEVICES FOR VENTING OR AERATING
- F16K24/00—Devices, e.g. valves, for venting or aerating enclosures
- F16K24/04—Devices, e.g. valves, for venting or aerating enclosures for venting only
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03B—APPARATUS OR ARRANGEMENTS FOR TAKING PHOTOGRAPHS OR FOR PROJECTING OR VIEWING THEM; APPARATUS OR ARRANGEMENTS EMPLOYING ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ACCESSORIES THEREFOR
- G03B17/00—Details of cameras or camera bodies; Accessories therefor
- G03B17/02—Bodies
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K5/00—Casings, cabinets or drawers for electric apparatus
- H05K5/02—Details
- H05K5/0213—Venting apertures; Constructional details thereof
- H05K5/0216—Venting plugs comprising semi-permeable membranes
Description
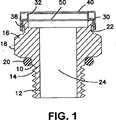
一側面で、金属製通気口本体は、ハウジング中に挿入する長い基部及び膜を保持する広がった頭部を備えている。開口が、通気口本体を貫通して基部から頭部まで延びて、ハウジングと大気の間を流体で連通させる。
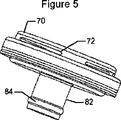
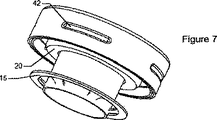
シェルは、全体が金属製であり、通気口本体に締まり嵌めで固定するように構成されている。一側面で、シェルは、類似の形状の通気口本体の頭部に整合するように円筒形である。好ましくは、シェルは、物理的損傷や液体への暴露に対して膜を保護するように構成されておりかつ気体を通過させるため穴が設けられている。
膜は多孔質である。膜は延伸ポリテトラフルオロエチレン(ePTFE)で製造することが好ましい。典型的なePTFE材料は、米国特許第3,953,566号、同第3,962,153号、同第4,096,227号、同第4,187,390号、同第4,902,423号又は同第4,478,665号に記載の方法によって製造できる。なお、これら特許文献は本願に援用するものである。また、多孔質ePTFEの膜は、他の方法でも製造できる。多孔質ePTFEは、ポリメリックノードと連続フィブリルの多孔質ネットワークで構成され、米国デラウェア州ニューアーク所在のW.L.Gore & Associates,Inc.から多種類の形態で市販されている。
耐水性‐スーター法(Suter method)
本発明に使用するのに適した膜は、低い水のエントリ圧(low water entry pressure)を加える改良スーター法の装置を使って、耐水性を試験できる。漏れ止め圧着装置の二つの円形ゴム製ガスケトによって、試料の下面に対して水圧がかかっている。変形可能な試料は、その上に補強スクリム(例えば、目の粗い不織布)が圧着されている。試料の上面は、大気に対して開放されているのでオペレーターは目視できる。試料の裏面に対する水圧は、水タンクに接続されたポンプによって2psiまで上昇させるが、この圧力は圧力計で表示されるので直列のバルブで調節される。耐水性が不足している場合に試料を通過して押し出される水が現れるかどうか、3分間、試料の上面を目視観察する。表面に液体の水が見られた場合は、試料の耐水性が不足している(漏洩)とみなす。3分間の試験期間内に、試料の上面に液体の水が目視できなかったならばその試料は合格とした。
ステンレス鋼の六角棒材から機械加工によって通気口本体を製造した。その棒材は、所定の長さに切断し次いでその一方の末端にねじをきった。その棒材の全長を貫通する通孔をドリルでつくって、開口を製作した。前記六角棒材は、前記ねじと反対側の末端から加工を始めて丸く加工し、六角駆動部分の上にシリンダーを作製した。次に、そのシリンダーの頂部の近くに溝を切った。最後に、ボルトのシリンダー部分の頂部に、600グリットのサンドペーパーで磨いてあらゆるばりを除いて、膜保持表面にグリップを提供することによって、膜保持表面をつくった。
深絞り金属加工法を利用して、シェルを304ステンレス鋼で製造した。先に述べたように、「S」字形屈曲部をシェルにつくり、上部膜保持表面を作製した。ディンプルを4個、シェルの外壁の底部端縁に等間隔で配置した。穿孔を上記「S」字形ベンドの上に設けた。
深絞り金属加工法を使って、304ステンレス鋼製シェルを、倒立カップ形で製造した。そのシェルの中央に通孔を切削した。
Claims (16)
- 内部空間と外部空間を画定するハウジングのための通気口であって、
a)該ハウジングによって画定された内部空間と外部空間の間を流体が通過するための開口部と、その開口部を囲む第一膜保持金属表面とを含む金属製本体、
b)該第一膜保持金属表面と接触している第一面を有する多孔質高分子膜、及び
c)第二膜保持金属表面を有し、かつ該金属製本体に締り嵌めで取り付けられている金属製シェル
を含んでなり、該多孔質高分子膜は、気体透過性でかつ液体不透過性であり、該第一膜保持金属表面と該第二膜保持金属表面の間で該多孔質高分子膜が押圧されることで該多孔質高分子膜からなる液体不透過性膜が形成され、そして該液体不透過性膜は該第一膜保持金属表面と該第二膜保持金属表面の間で押圧されて、それらの表面の間に位置していることを特徴とする通気口。 - 該多孔質高分子膜を保護するキャップをさらに備えている請求項1に記載の通気口。
- 該キャップがさらに、流体が通過する穿孔を少なくとも一つ備えている請求項2に記載の通気口。
- 該多孔質高分子膜が延伸ポリテトラフルオロエチレン(ePTFE)を含有している請求項1に記載の通気口。
- 該多孔質高分子膜がePTFE及び少なくとも一つの支持層を含有している請求項4に記載の通気口。
- 該多孔質高分子膜がePTFE及び充填剤を含有している請求項4に記載の通気口。
- 該充填剤が、吸収剤、吸着剤、表面エネルギー調節剤、着色剤、顔料、抗微生物剤、抗菌剤、抗真菌剤及びこれらの混合物からなる群から選択される請求項6に記載の通気口。
- 該多孔質高分子膜がさらにコーティングを含有している請求項4に記載の通気口。
- 該コーティングが、吸収剤、吸着剤、表面エネルギー調節剤、着色剤、顔料、抗微生物剤、抗菌剤、抗真菌剤及びこれらの混合物からなる群から選択される請求項8に記載の通気口。
- 該多孔質高分子膜の厚さが0.330mm(13ミル)未満である請求項1に記載の通気口。
- 該多孔質高分子膜の厚さが0.254mm(10ミル)未満である請求項1に記載の通気口。
- 該多孔質高分子膜の厚さが0.127mm(5ミル)未満である請求項1に記載の通気口。
- 該多孔質高分子膜の厚さが0.076mm(3ミル)未満である請求項1に記載の通気口。
- 該通気口本体がステンレス鋼で構成されている請求項1に記載の通気口。
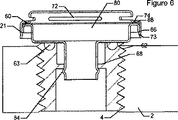
- a)装置又は化学薬剤を封入するためのハウジング、
b)該ハウジングのポート、
c)該ポートの上に配置され、気体が通過する開口部を有する金属製本体からなる通気口、
d)該開口部に跨る多孔質高分子膜、
e)気体が通過する穿孔を有しかつ該金属製本体に締り嵌めで取り付けられている金属製キャップ
を含んでなり、該多孔質高分子膜は、気体透過性でかつ液体不透過性であり、該金属製本体と該金属製キャップの間で該多孔質高分子膜が押圧されることで該多孔質高分子膜からなる液体不透過性膜が形成され、そして該液体不透過性膜は該金属製本体と該金属製キャップの間で押圧されて該金属製本体と該金属製キャップの間に位置していることを特徴とする装置。 - 内部空間と外部空間を画定するハウジングのための通気口の製造方法であって、
a)該ハウジングによって画定された内部空間と外部空間の間を気体が通過するための開口部を含む金属製本体を提供し、
b)気体透過性かつ液体不透過性の多孔質高分子膜が該金属製本体に接触するように、該多孔質高分子膜で該開口部を覆い、
c)穿孔を有する金属製カバーを締り嵌めで該金属製本体に取り付けることにより、該金属製カバーが該金属製カバーと該金属製本体の間で該多孔質高分子膜を押圧し、そして該開口部を包囲する該多孔質高分子膜からなる液体不透過性膜が形成されることを特徴とする方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/823,066 | 2004-04-12 | ||
| US10/823,066 US7357709B2 (en) | 2004-04-12 | 2004-04-12 | Metal vent |
| PCT/US2005/012294 WO2005100832A1 (en) | 2004-04-12 | 2005-04-11 | Metal vent |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2007532842A JP2007532842A (ja) | 2007-11-15 |
| JP2007532842A5 JP2007532842A5 (ja) | 2008-05-22 |
| JP4718540B2 true JP4718540B2 (ja) | 2011-07-06 |
Family
ID=34965797
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007508452A Expired - Fee Related JP4718540B2 (ja) | 2004-04-12 | 2005-04-11 | 金属製通気口 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US7357709B2 (ja) |
| EP (1) | EP1740861B1 (ja) |
| JP (1) | JP4718540B2 (ja) |
| AT (1) | ATE415583T1 (ja) |
| CA (1) | CA2562598C (ja) |
| DE (1) | DE602005011268D1 (ja) |
| WO (1) | WO2005100832A1 (ja) |
Families Citing this family (49)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2428171B1 (en) | 2001-09-24 | 2014-02-19 | Applied Medical Resources Corporation | Bladeless Obturator |
| JP2005525860A (ja) | 2002-05-16 | 2005-09-02 | アプライド メディカル リソーシーズ コーポレイション | 円錐状先端部をもった栓塞子 |
| GB2401330B (en) * | 2003-05-09 | 2006-04-12 | Westinghouse Brakes | Pressure equalisation device |
| EP2545860B1 (en) | 2003-10-03 | 2014-02-12 | Applied Medical Resources Corporation | Bladeless optical obturator |
| EP1765197B1 (en) | 2004-06-29 | 2017-03-29 | Applied Medical Resources Corporation | Insufflating optical surgical instrument |
| CN100510525C (zh) * | 2004-12-07 | 2009-07-08 | 日东电工株式会社 | 通气部件及使用它的通气壳体和电子元件 |
| JP4672530B2 (ja) * | 2005-11-17 | 2011-04-20 | 日東電工株式会社 | 通気部材 |
| US8074334B2 (en) * | 2006-01-20 | 2011-12-13 | Bemis Manufacturing Company | Modular ratchet cap |
| US9845862B2 (en) * | 2006-04-17 | 2017-12-19 | W. L. Gore & Associates, Inc. | Axle vent |
| US8517977B2 (en) | 2006-10-06 | 2013-08-27 | Applied Medical Resources Corporation | Visual insufflation port |
| JP2008106825A (ja) * | 2006-10-24 | 2008-05-08 | Jtekt Corp | 密封装置 |
| SE531865C2 (sv) * | 2007-02-27 | 2009-08-25 | Scania Cv Abp | Bränsletankavluftningsanordning för en fordonsbränsletank samt en bränsletank utrustad med nämnda anordning |
| EP2837345B1 (en) | 2008-01-25 | 2016-10-05 | Applied Medical Resources Corporation | Insufflating access system |
| JP5122347B2 (ja) * | 2008-04-04 | 2013-01-16 | 日東電工株式会社 | 通気部材 |
| US20100032432A1 (en) * | 2008-08-08 | 2010-02-11 | Stull Technologies, Inc. | Break-Away venting closure |
| EP2328487B1 (en) | 2008-09-29 | 2018-04-18 | Applied Medical Resources Corporation | First-entry trocar system |
| US20100154613A1 (en) * | 2008-12-19 | 2010-06-24 | Multi-Color Corporation | Label that is Removable or Having a Removable Section |
| JP5352253B2 (ja) * | 2009-01-21 | 2013-11-27 | 日東電工株式会社 | 通気部材およびその製造方法 |
| US8485214B2 (en) * | 2009-06-22 | 2013-07-16 | Eaton Corporation | Small engine emissions control valve |
| US8881931B2 (en) * | 2010-08-30 | 2014-11-11 | Avc Industrial Corp. | Waterproof and breathable plug |
| JP6066428B2 (ja) | 2011-05-02 | 2017-01-25 | アプライド メディカル リソーシーズ コーポレイション | 低輪郭の外科用万能アクセスポート |
| DE102012217030A1 (de) | 2012-09-21 | 2014-03-27 | Schaeffler Technologies Gmbh & Co. Kg | Lagerdeckel, insbesondere ABS-Sensorkappe |
| US9317068B2 (en) * | 2012-09-24 | 2016-04-19 | Donaldson Company, Inc. | Venting assembly and microporous membrane composite |
| DE102012223332B4 (de) * | 2012-12-17 | 2016-07-28 | Continental Automotive Gmbh | Druckausgleichseinrichtung und Gehäusebauteil |
| US10663192B2 (en) * | 2013-01-04 | 2020-05-26 | Fleming Vaughn Carroll | Vertical vent stack cap |
| JP2014151767A (ja) * | 2013-02-08 | 2014-08-25 | Nitto Denko Corp | 通気部材及び通気構造 |
| US20140311345A1 (en) * | 2013-04-18 | 2014-10-23 | James Peter Morrissette | Hydration container |
| US9332662B2 (en) | 2014-04-24 | 2016-05-03 | Nitto Denko Corporation | Ventilation member |
| JP5944955B2 (ja) * | 2014-07-24 | 2016-07-05 | 藤倉ゴム工業株式会社 | 通気非透水装置 |
| WO2016054409A1 (en) | 2014-10-01 | 2016-04-07 | Donaldson Company, Inc. | Tank vent with a pleated membrane |
| US20160113131A1 (en) * | 2014-10-17 | 2016-04-21 | Garmin International, Inc. | Vent assembly for an electronic device enclosure |
| KR102283424B1 (ko) * | 2015-01-15 | 2021-07-30 | 엘지이노텍 주식회사 | 자동차용 카메라 모듈 |
| EP3250306A4 (en) | 2015-01-28 | 2018-08-29 | Donaldson Company, Inc. | Barrier vent assembly |
| CN105546169B (zh) * | 2016-01-11 | 2017-12-01 | 唐凯 | 防水透气阀 |
| DE102016104006A1 (de) * | 2016-03-04 | 2017-09-07 | Automotive Lighting Reutlingen Gmbh | Belüftete Kraftfahrzeugbeleuchtungseinrichtung mit einem auswechselbaren Luftfilter |
| EP3236722B1 (en) * | 2016-04-18 | 2020-09-30 | W.L. Gore & Associates GmbH | Vent |
| JP7034581B2 (ja) * | 2016-08-30 | 2022-03-14 | 日東電工株式会社 | 通気部材 |
| DE202017000742U1 (de) | 2017-02-10 | 2017-03-03 | Abb Schweiz Ag | Druckablassvorrichtung |
| WO2018183804A1 (en) | 2017-03-30 | 2018-10-04 | Donaldson Company, Inc. | Vent with relief valve |
| US20180299020A1 (en) * | 2017-04-18 | 2018-10-18 | Mark Shaw | Temperature Responsive Pressure Relief Filter Vent Device for Storage Drums |
| US10415688B2 (en) * | 2017-10-20 | 2019-09-17 | Valmont Industries, Inc. | Remotely mounted gearbox breather for an irrigation machine |
| CN108397581B (zh) * | 2018-05-28 | 2019-12-06 | 南京若吉电子有限公司 | 一种大尺寸加固显示器透气防潮结构 |
| USD965409S1 (en) | 2018-12-12 | 2022-10-04 | Yeti Coolers, Llc | Latch portion |
| US10766672B2 (en) | 2018-12-12 | 2020-09-08 | Yeti Coolers, Llc | Insulating container |
| WO2021028895A1 (en) * | 2019-08-10 | 2021-02-18 | Padmini Vna Mechatronics Pvt. Ltd. | Air ventilation valve |
| DE102019215742A1 (de) * | 2019-10-14 | 2021-04-15 | Elringklinger Ag | Druckausgleichsvorrichtung und Verfahren zur Herstellung einer Druckausgleichsvorrichtung |
| US11661965B2 (en) * | 2019-10-14 | 2023-05-30 | Nokia Shanghai Bell Co., Ltd. | Fastener and vent device for telecommunications equipment |
| DE102020104039A1 (de) | 2020-02-17 | 2021-08-19 | Ifm Electronic Gmbh | Gehäuse mit Entlüftungshülse sowie Messgerät und Druckmessgerät für die Prozessmesstechnik mit einem solchen Gehäuse |
| US11850612B2 (en) * | 2020-09-15 | 2023-12-26 | Aereos Interior Solutions, LLC | Rigid bottle with pressure equalization for use in a liquid dispensing system |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01115082U (ja) * | 1988-01-28 | 1989-08-02 | ||
| JPH0385774U (ja) * | 1989-12-15 | 1991-08-29 | ||
| JPH0716083U (ja) * | 1993-08-26 | 1995-03-17 | エヌオーケー株式会社 | ブリーザーキャップ |
| JP2003287150A (ja) * | 2002-03-28 | 2003-10-10 | Tokai Kogyo Co Ltd | 通気栓、及び通気栓組立体 |
| JP2004011697A (ja) * | 2002-06-04 | 2004-01-15 | Shin Ei Tech:Kk | エア抜き用の栓部材 |
Family Cites Families (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1409902A (en) | 1921-02-07 | 1922-03-21 | Ausen Emil | Milk-can cover |
| US3962153A (en) | 1970-05-21 | 1976-06-08 | W. L. Gore & Associates, Inc. | Very highly stretched polytetrafluoroethylene and process therefor |
| SE392582B (sv) | 1970-05-21 | 1977-04-04 | Gore & Ass | Forfarande vid framstellning av ett porost material, genom expandering och streckning av en tetrafluoretenpolymer framstelld i ett pastabildande strengsprutningsforfarande |
| US4096227A (en) | 1973-07-03 | 1978-06-20 | W. L. Gore & Associates, Inc. | Process for producing filled porous PTFE products |
| DE2403244C3 (de) | 1974-01-24 | 1980-12-04 | Riedel-De Haen Ag, 3016 Seelze | Für Gase permeable, flüssigkeitsdichte Absperrvorrichtung |
| US4136796A (en) | 1974-04-11 | 1979-01-30 | Greif Bros. Corporation | Vented closure |
| US4512243A (en) * | 1980-10-03 | 1985-04-23 | Charles Bonnici | Ventilator having insert for controlling moisture and method of making same |
| US4478665A (en) | 1980-11-06 | 1984-10-23 | W. L. Gore & Associates, Inc. | Method for manufacturing highly porous, high strength PTFE articles |
| JPS6254066U (ja) * | 1985-09-25 | 1987-04-03 | ||
| JPH01269766A (ja) | 1988-04-20 | 1989-10-27 | Suzuki Motor Co Ltd | 燃料タンクのブリーザ装置 |
| DE58905923D1 (de) * | 1988-07-21 | 1993-11-18 | Zahnradfabrik Friedrichshafen | Druckausgleicher zwischen maschinengehäuse und umgebung. |
| US4902423A (en) | 1989-02-02 | 1990-02-20 | W. L. Gore & Associates, Inc. | Highly air permeable expanded polytetrafluoroethylene membranes and process for making them |
| US5215312A (en) | 1989-09-14 | 1993-06-01 | Siemens Aktiengesellschaft | Housing with a pressure-equalizing element which is retained water-tightly around the edges within a housing wall opening |
| US5126054A (en) | 1990-05-24 | 1992-06-30 | Pall Corporation | Venting means |
| US5353949A (en) * | 1992-09-21 | 1994-10-11 | Pall Corporation | Vent filter assembly |
| DE69412291T2 (de) | 1994-08-19 | 1998-12-03 | Gore & Ass | Ventilierte glasflasche zur gefriertrocknung und verfahren zur verminderung der kontamination von gefriergetrockneten produkten |
| US5882454A (en) | 1994-10-13 | 1999-03-16 | The Procter & Gamble Company | Process for manufacturing a venting cap |
| US5522769A (en) | 1994-11-17 | 1996-06-04 | W. L. Gore & Associates, Inc. | Gas-permeable, liquid-impermeable vent cover |
| US5928516A (en) * | 1995-01-20 | 1999-07-27 | Pall Corporation | Filter package |
| US5785390A (en) * | 1995-01-31 | 1998-07-28 | Stemco Inc. | Vented hubcap |
| US5506067A (en) * | 1995-04-04 | 1996-04-09 | Aer Energy Resources, Inc. | Rechargeable electrochemical cell and cell case therefor with vent for use in internal recombination of hydrogen and oxygen |
| US5486429A (en) | 1995-04-24 | 1996-01-23 | Aer Energy Resources, Inc. | Diffusion vent for a rechargeable metal-air cell |
| DE29514072U1 (de) | 1995-09-02 | 1995-11-02 | Geradts Gmbh | Sicherheitsstopfen für mit Gas oder Atemluft gefüllte Druckbehälter |
| US5901867A (en) | 1995-10-25 | 1999-05-11 | Roberts Polypro, Inc. | Ventable cap |
| US5596814A (en) | 1995-11-06 | 1997-01-28 | W. L. Gore & Associates, Inc. | Vented vial stopper for processing freeze-dried products |
| US6170684B1 (en) | 1996-02-26 | 2001-01-09 | Monty E. Vincent | Flask vent and method of making same |
| US5988426A (en) | 1996-11-08 | 1999-11-23 | Stern; Brett | Leakproof vented beverage lid |
| US6464425B1 (en) * | 1999-07-16 | 2002-10-15 | Robert F. Closkey | Apparatus and method for minimizing liquid infiltration into subterranean openings |
| JP4043674B2 (ja) * | 1999-11-18 | 2008-02-06 | 日東電工株式会社 | 通気キャップおよびそれを用いた屋外用ランプ,自動車用ランプならびに自動車用電装部品 |
| US6325463B1 (en) | 1999-11-23 | 2001-12-04 | Dana Corporation | Vent system for an axle and hub assembly |
| US6523724B2 (en) * | 2000-12-28 | 2003-02-25 | Unilever Home & Personal Care Usa, Division Of Conopco, Inc. | Container |
| GB2378739A (en) | 2001-08-16 | 2003-02-19 | Emhart Inc | Blind rivet having undercut flange |
-
2004
- 2004-04-12 US US10/823,066 patent/US7357709B2/en not_active Expired - Lifetime
-
2005
- 2005-04-11 CA CA2562598A patent/CA2562598C/en not_active Expired - Fee Related
- 2005-04-11 DE DE602005011268T patent/DE602005011268D1/de active Active
- 2005-04-11 AT AT05735508T patent/ATE415583T1/de not_active IP Right Cessation
- 2005-04-11 EP EP05735508A patent/EP1740861B1/en not_active Not-in-force
- 2005-04-11 WO PCT/US2005/012294 patent/WO2005100832A1/en not_active Application Discontinuation
- 2005-04-11 JP JP2007508452A patent/JP4718540B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01115082U (ja) * | 1988-01-28 | 1989-08-02 | ||
| JPH0385774U (ja) * | 1989-12-15 | 1991-08-29 | ||
| JPH0716083U (ja) * | 1993-08-26 | 1995-03-17 | エヌオーケー株式会社 | ブリーザーキャップ |
| JP2003287150A (ja) * | 2002-03-28 | 2003-10-10 | Tokai Kogyo Co Ltd | 通気栓、及び通気栓組立体 |
| JP2004011697A (ja) * | 2002-06-04 | 2004-01-15 | Shin Ei Tech:Kk | エア抜き用の栓部材 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007532842A (ja) | 2007-11-15 |
| CA2562598A1 (en) | 2005-10-27 |
| DE602005011268D1 (de) | 2009-01-08 |
| US20050227610A1 (en) | 2005-10-13 |
| ATE415583T1 (de) | 2008-12-15 |
| EP1740861B1 (en) | 2008-11-26 |
| US7357709B2 (en) | 2008-04-15 |
| WO2005100832A1 (en) | 2005-10-27 |
| CA2562598C (en) | 2010-02-09 |
| EP1740861A1 (en) | 2007-01-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4718540B2 (ja) | 金属製通気口 | |
| KR102361235B1 (ko) | 벤트 | |
| CA2437598C (en) | Device for reducing the presence of moisture within an enclosure containing a heat source | |
| US5914415A (en) | Vent filter member | |
| US9120059B2 (en) | Ventilation unit | |
| EP2704543B1 (en) | Ventilation unit | |
| KR101434685B1 (ko) | 차축 통기구 | |
| WO2012157149A1 (ja) | 通気構造 | |
| JP2007532842A5 (ja) | ||
| CA2332512A1 (en) | Seal plate and pressure adjusting mechanism for seal plate | |
| JP5710358B2 (ja) | 通気部材付き筐体 | |
| WO2015133617A1 (ja) | 気体透過部材及び通気性容器 | |
| JP2006313715A (ja) | 圧力開放弁 | |
| JP2012230984A (ja) | 通気部材 | |
| JP2010062094A (ja) | 通気部材 | |
| JPH0712291Y2 (ja) | 通気弁 | |
| JPH043993A (ja) | 電気機器収納容器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080401 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080401 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100803 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20101102 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20101110 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110203 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110301 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110331 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4718540 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140408 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |