JP4717697B2 - Manufacturing method of resin molded products - Google Patents
Manufacturing method of resin molded products Download PDFInfo
- Publication number
- JP4717697B2 JP4717697B2 JP2006117417A JP2006117417A JP4717697B2 JP 4717697 B2 JP4717697 B2 JP 4717697B2 JP 2006117417 A JP2006117417 A JP 2006117417A JP 2006117417 A JP2006117417 A JP 2006117417A JP 4717697 B2 JP4717697 B2 JP 4717697B2
- Authority
- JP
- Japan
- Prior art keywords
- resin
- layer
- substrate
- molded product
- resin molded
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
Description
本発明は、樹脂成形品の製造方法及びその方法により得られる樹脂成形品に関する。 The present invention relates to a method for producing a resin molded product and a resin molded product obtained by the method.
従来、樹脂成形品の製造方法としては、所望の樹脂成形品が得られるように金属ブロックに機械加工などを施して金型を得、この金型に樹脂を流し込んで製造する方法が一般的であった。しかし、金型の製造には多大な時間とコストが掛かってしまっていたため、これに代わる方法が種々検討されてきた。その一つとして例えば、特許文献1に記載されている方法がある。 Conventionally, as a method for producing a resin molded product, a method is generally used in which a metal block is machined to obtain a mold so that a desired resin molded product is obtained, and a resin is poured into the mold for production. there were. However, since much time and cost have been required to manufacture the mold, various alternative methods have been studied. For example, there is a method described in Patent Document 1.
特許文献1には、図10に示すように、スクリーン印刷法によりパッキン・シールなどといった発泡体を製造する方法が開示されており、これにより、簡単且つ迅速に被塗布物に所望の形状を塗布することができ、しかもバラツキのない一定の品質のものが大量に得ることができると記載されている。 As shown in FIG. 10, Patent Document 1 discloses a method for producing a foamed material such as a packing or a seal by a screen printing method, whereby a desired shape can be easily and quickly applied to an object to be coated. In addition, it is described that a product of a certain quality without variation can be obtained in large quantities.
しかし、実際においてはマスク製造工程と印刷工程とは別工程、つまり、まずは樹脂パターンが形成されたスクリーンを枠に張ることでマスクを製造し、それから製造したマスクを使って被塗布体に塗布物を印刷している。そのため、印刷工程の際にはマスクと被塗布体との位置合わせが必要であるが、この位置合わせの際に位置ズレが生じてしまい、これが不良につながっていた。 However, in actuality, the mask manufacturing process and the printing process are separate processes, that is, a mask is first manufactured by stretching a screen on which a resin pattern is formed on a frame, and then a coated material is applied to an object using the manufactured mask. Is printing. For this reason, it is necessary to align the mask and the object to be coated during the printing process. However, a positional shift occurs during the alignment, which leads to a defect.
本発明の目的は、所望の形状の樹脂成形品を容易且つ安価に製造する方法およびこの製造方法によって製造された樹脂成形品を提供することにある。 An object of the present invention is to provide a method for easily and inexpensively producing a resin molded product having a desired shape, and a resin molded product produced by this production method.
本発明の樹脂成形品の製造方法は、基板10上に可撓性のある支持層15を形成する工程と、前記支持層15上に所望の開口部12aを有するパターン層12を形成する工程と、 前記開口部12aに樹脂13を塗り込む工程と、前記パターン層12上にシート14を貼り付ける工程と、前記基板10を除去した後に、前記支持層15から前記パターン層12を前記シート14とともに除去する工程とからなることを特徴とする。
The method for producing a resin molded product of the present invention includes a step of forming a
また、本発明の樹脂成形品の製造方法は、基板20上に可撓性のある支持層25を形成する工程と、前記支持層25上に所望のパターン層となる開口部を有する第1金属層26を形成する工程と、前記開口部に樹脂23を塗り込む工程と、前記第1金属層26上に第2金属層28を形成する工程と、前記第2金属層28上にシート24を貼り付ける工程と、前記基板20を除去した後に、前記支持層25から前記第1金属層26及び第2金属層28を前記シート24とともに除去する工程とからなることを特徴とする。
Further, the method for producing a resin molded product of the present invention includes a step of forming a
また本発明は、前記パターン層を形成する工程前に、前記開口部に対応する位置に張出部16aを有する金属体16を形成することを特徴とする。
The present invention, before the step of forming the pattern layer, and forming a
さらに本発明は、前記金属体16を電鋳法により形成することを特徴とする。
Furthermore, the present invention is characterized in that the
本発明の樹脂成形品の製造方法は、基板10上に可撓性のある支持層15を形成する工程と、前記支持層15上に所望の開口部12aを有するパターン層12を形成する工程と、前記開口部12aに樹脂13を塗り込む工程と、前記パターン層12上にシート14を貼り付ける工程と、前記基板10を除去した後に、前記支持層15から前記パターン層12を前記シート14とともに除去する工程とからなっており、所望のパターン層12を形成することによって、多様な樹脂成形品の形状を容易にしかも安価に得ることができる。また、樹脂成形品は支持層15上に形成された状態で得られるので、樹脂成形品を多数形成する場合、散らばらないようにできる。さらに、樹脂成形品は支持層15上に形成された状態で持ち運びや保管できるとともに、基板10を使い回しして樹脂成形品を製造できるので、基板10上で製造・搬送・保管する場合に比べ生産性が良い。
The method for producing a resin molded product of the present invention includes a step of forming a
また、本発明の樹脂成形品の製造方法は、基板20上に可撓性のある支持層25を形成する工程と、前記支持層25上に所望のパターン層となる開口部を有する第1金属層26を形成する工程と、前記開口部に樹脂23を塗り込む工程と、前記第1金属層26上に第2金属層28を形成する工程と、前記第2金属層28上にシート24を貼り付ける工程と、前記基板20を除去した後に、前記支持層25から前記第1金属層26及び第2金属層28を前記シート24とともに除去する工程とからなっており、樹脂23の一部を覆うように第2金属層28を形成することで、シート24を第2金属層28上に貼り付ける時に樹脂23とシート24とが接着するのをより確実に防ぐことができ、よって、シート24をはがす際には、樹脂23をより確実に支持層25上に存在させることができる。
Further, the method for producing a resin molded product of the present invention includes a step of forming a
また、前記パターン層を形成する工程前に、前記開口部に対応する位置に張出部16aを有する金属体16を形成するので、この開口部に樹脂13・23を塗り込んだ際に、樹脂13・23が張出部16aに喰い込むため、所望の形状の樹脂13・23を基板10・20もしくは支持層15・25上に密着良く形成できる。また、その後のパターン層を除去する際に、樹脂13・23がズレたり剥がれたりすることがない。さらに、前記金属体16を電鋳法により形成すれば、容易に形成することができる。
Further, before the step of forming the pattern layer, so to form a
(第1実施形態)
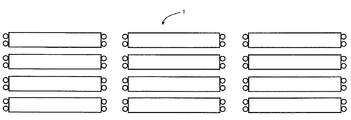
本発明に係る樹脂成形品の製造方法の第1実施形態について以下図面を参照して説明する。図1は、樹脂成形品1の斜視図であり、図2は、その平面図である。本実施形態の樹脂成形品1を図2に示すように上方から見た時の形状・寸法は、内径が10.1mm×55.6mm、外形が11.1mm×56.6mmの長方形の枠状の一対の辺それぞれに内径φ2.7mm、外形φ3.7mmの2つの輪状が一体に形成されている。この樹脂成形品1は、例えば電池の絶縁体等として使用される。以下、模式的に示した図3に基づいて本実施形態の樹脂成形品1の製造方法を説明する。
(First embodiment)
A first embodiment of a method for producing a resin molded product according to the present invention will be described below with reference to the drawings. FIG. 1 is a perspective view of a resin molded product 1, and FIG. 2 is a plan view thereof. The shape and dimensions of the resin molded product 1 of this embodiment when viewed from above as shown in FIG. 2 are rectangular frame shapes having an inner diameter of 10.1 mm × 55.6 mm and an outer diameter of 11.1 mm × 56.6 mm. Two ring shapes having an inner diameter of 2.7 mm and an outer diameter of 3.7 mm are integrally formed on each of the pair of sides. The resin molded product 1 is used as, for example, a battery insulator. Hereinafter, the manufacturing method of the resin molded product 1 of this embodiment is demonstrated based on FIG. 3 shown typically.
まず、図3(a)に示すように、400mm角〜700mm角の基板10上にパターン層12を形成するために、本実施形態ではネガタイプの感光性ドライフィルムレジストを所定の高さに合わせて一枚ないし数枚ラミネートして熱圧着等をすることによってレジスト層11を形成する。なお、基板10は金属体、合成樹脂体、ガラスなどと何でも良いが、本実施形態では400mm角のステンレスとした。また、レジスト層11の厚みは、所望の樹脂成形品1の厚み寸法と同程度に形成すると良く、本実施形態ではレジスト層11の厚みを200μmとした。
First, as shown in FIG. 3A, in order to form a
そして、このレジスト層11の上に、透光孔を有するパターンフィルム(ガラスマスク)を密着させたのち、紫外光ランプで紫外線光を照射して露光を行い、現像、乾燥の各処理を行って、未露光部分を溶解除去することにより、図3(b)に示すごとく、基板10上に所望の開口部12aを有するパターン層12を形成する。これが、所望の形状の樹脂成形品を製造するための型となる。
And after making the pattern film (glass mask) which has a translucent hole closely_contact | adhere on this
次に、図3(c)に示すように、スキージ等により樹脂13をパターン層12の開口部12aに塗り込み、乾燥させ硬化させる。硬化した樹脂は、ゴムのように伸縮するといった特徴がある。ここで、樹脂13に離型剤を添加するのが好ましい。これは、樹脂13を剥がしやすくすることはもちろんであるが、樹脂13を硬化しやすくするためでもある。本工程の後、樹脂13を更にしっかりと硬化させるためにベークするのが好ましいのだが、その際、レジストからガスが発生し、このガスが樹脂の硬化を阻害してしまう。しかし、離型剤が添加された樹脂13はこの阻害を防ぐことができる。
Next, as shown in FIG. 3C, the
次に、図3(d)に示すように、パターン層12上に接着性を有する、例えば接着層が形成された厚さ100〜200μmのシート14を貼り付ける。この時、樹脂13とシート14は接着されていない。これは、図示しているように、各開口部12aに塗り込められた樹脂13の中央部には表面張力によって凹みが生じているためである。
Next, as shown in FIG. 3D, a
最後に、図3(e)に示すように、基板10を剥がすことによって、シート14に貼り付いたスキージで掻き取りきれなかったパターン層12上の樹脂およびパターン層12を一括除去でき、樹脂成形品1を基板10上に形成した状態を得ることができる。この状態で搬送や保管を行い、樹脂成形品1を使用する時に基板10を除去(剥離)するようにすれば、樹脂成形品1を使用する直前まで基板10でしっかりと補強できて良い。
Finally, as shown in FIG. 3 (e), by peeling off the
このように、樹脂成形品1(樹脂13)は基板10側に、パターン層12はシート14側に分離するかというと、上述したように樹脂成形品1(樹脂13)はシート14に接着されていないことおよび樹脂成形品1(樹脂13)は基板10に向かって先拡がりのテーパ状に、開口部12aを除くパターン層12はシート14に向かって先拡がりのテーパ状になっているためである。
As described above, the resin molded product 1 (resin 13) is bonded to the
また、パターン層12を除去する際は、基板10を折り曲げるように剥がすのが好ましい。これは、得られる樹脂成形品1(樹脂13)にはゴムの特性があり、ゴムの特性上引っ張る方に引き寄せられるためである。これにより、基板10を折り曲げるように剥がせば、パターン12はシート14とともに除去されるが、樹脂成形品1(樹脂13)は基板10上に維持したままとできる。したがって、基板10は可撓性のあるものが好ましい。
Moreover, when removing the
(第2実施形態)
次に、本発明に係る樹脂成形品の製造方法の第2実施形態について図4に基づいて説明する。なお、第1実施形態と同一部材には同一符号を付してその説明を省略する。
(Second Embodiment)
Next, 2nd Embodiment of the manufacturing method of the resin molded product which concerns on this invention is described based on FIG. In addition, the same code | symbol is attached | subjected to the same member as 1st Embodiment, and the description is abbreviate | omitted.
まず、400〜700mm角の基板10を用意する。この基板10は金属体、合成樹脂体、ガラスなどと何でも良いが、本実施形態では400mm角のステンレスとした。そして、図4(a)に示すように、基板10上にニッケル−コバルト電鋳により支持層15を形成する。この支持層15は、めっき・スパッタ・蒸着・銀鏡反応などといった方法で形成したものや、加熱することにより発泡する発泡剤が混入された熱剥離型の粘着剤やUV照射によって硬化するUV硬化型の粘着剤を介してポリフェニレンサルファイド(PPS)、ポリエステル、ポリエーテルイミド、ポリイミドなどから成るフィルムを一体に積層したものでも良い。なお、UV硬化型の粘着剤を使用する場合は、基板10の裏面からUV照射し硬化させることによって確実に剥離させるために、ガラス等といった透光性のある基板10を用いるとより良い。そして、支持層15の厚みは、コシを有するような厚みであれば良く、ニッケル−コバルト電鋳により形成するならば、10〜100μmあれば充分であり、本実施形態ではニッケル−コバルト電鋳により50μmに設定した。
First, a 400 to 700 mm
なお、支持層15を形成する理由は、第1実施形態において説明したように、樹脂成形品1は引っ張る方に引き寄せられるといったゴム特有の性質を持っており、この性質を利用するためにパターン層12を除去する工程の際に、第1実施形態では、樹脂成形品1が形成された基板10を折り曲げるように剥がすようにしている。したがって、基板10は可撓性のあるものが好ましいが、可撓性のある基板を用意できない場合は本実施形態のように、基板10上に可撓性のある支持層15を形成すれば良い。
The reason why the
次に、図4(b)に示すように、支持層15上にパターン層12を形成するために、本実施形態ではネガタイプの感光性ドライフィルムレジストを所定の高さに合わせて一枚ないし数枚ラミネートして熱圧着等をすることによって支持層15の表面にレジスト層11を形成する。このレジスト層11の厚みは、所望の樹脂成形品1の厚み寸法と同程度に形成すると良く、本実施形態ではレジスト層11の厚みを200μmとした。
Next, as shown in FIG. 4B, in order to form the
そして、レジスト層11の上に、透光孔を有するパターンフィルム(ガラスマスク)を密着させたのち、紫外光ランプで紫外線光を照射して露光を行い、現像、乾燥の各処理を行って、未露光部分を溶解除去することにより、図4(c)に示すごとく、支持層15上に所望の開口部12aを有するパターン層12を形成する。このようにして、樹脂成形品1の製造に使用する型を得ることができる。
And after making the pattern film (glass mask) which has a translucent hole closely_contact | adhere on the resist
次に、図4(d)に示すように、スキージ等により樹脂13をパターン層12の開口部12aに塗り込み、乾燥して硬化させる。なお、硬化した樹脂は、ゴムのように伸縮するといった特徴がある。また、樹脂13には、第1実施形態と同様に、離型剤を添加するのが好ましい。
Next, as shown in FIG. 4D, the
次に、図4(e)に示すように、パターン層12上に接着層が形成された厚さ100〜200μmのシート14を貼り付ける。この時、樹脂13とシート14は接着されていない。これは、図示しているように、各開口部12aに塗り込められた樹脂13の中央部には表面張力によって凹みが生じているためである。
Next, as illustrated in FIG. 4E, a
最後に、図4(f)に示すように、基板10を剥離除去してから支持層15を折り曲げるようにはがすことによって、シート14に貼り付いたパターン層12およびパターン層12上に存在するスキージで掻き取りきれなかった樹脂を支持層15から一括除去できるとともに、樹脂成形品1を支持層15上に形成した状態を得ることができる。この状態で搬送や保管を行えば、樹脂成形品1を使用する直前まで支持層15でしっかりと補強できて良い。
Finally, as shown in FIG. 4F, the
このように、樹脂成形品1(樹脂13)は支持層15側に、パターン層12はシート14側に分離するのかというと、図4(f)に示すように、樹脂成形品1(樹脂13)はシート14に接着されていないことおよび樹脂成形品1(樹脂13)は支持層15に向かって先拡がりのテーパ状に、開口部12aを除くパターン層12はシート14に向かって先拡がりのテーパ状になっているためである。
As described above, the resin molded product 1 (resin 13) is separated on the
また、パターン層12を除去して樹脂成形品1を得る際に、第1実施形態で述べたように、基板10を折り曲げるように剥がすことが好ましいが、可撓性のある基板を用意できない場合には本実施形態に記載の工程を取ることで、樹脂成形品1を支持層15上に形成した状態を得ることができ、軽量かつコンパクトとできる点で良い。さらに、基板10を使い回しして樹脂成形品1を製造できるとともに、搬送や保管は支持層15上にて行えるので、生産性が良い。
Further, when the resin layer 1 is obtained by removing the
(第3実施形態)
次に、本発明に係る樹脂成形品の製造方法の第3実施形態について図5に基づいて説明する。第1、第2実施形態では基板10を除去して樹脂13のみが樹脂成形品となる場合について説明してきたが、本実施形態では、基板10および樹脂13からなる樹脂成形品についての説明をする。なお、前記実施形態と同一部材には同一符号を付してその説明を省略する。
(Third embodiment)
Next, 3rd Embodiment of the manufacturing method of the resin molded product which concerns on this invention is described based on FIG. In the first and second embodiments, the case where the
基板10および樹脂13からなる樹脂成形品2として、例えば図5に示すように、基板10上に形成されたリード(金属体)16を半導体デバイスの電極に接触させて電気的に導通しているかをテストするプローブがある。そして、リード16上には半導体デバイスの電極との接触をより確実なものとするために金属からなる突起部を設けているが、近年では、リード16上に導電性の樹脂13を設けたものがある。しかし、リード16と導電性の樹脂13とのタック性が悪いためテストを繰り返すうちに導電性の樹脂13がリード16上から剥がれてしまっていた。本実施形態では上記課題の解決手段を記載する。
As a resin molded
まず、図6(d)に示すように、プレス・電鋳・スパッタ・エッチング等といった周知の方法で絶縁性の基板10上にリード16を形成する。このリード16は銅やニッケル等といった単一な金属で形成したものや、ある金属上に別の金属、例えば銅の上にニッケル−コバルトを積層したものがある。また、基板10としてはポリイミドなどからなるフィルムなどでも良い。
First, as shown in FIG. 6D, leads 16 are formed on the insulating
ここで、リード16には張出部16aを形成することが好ましい。これにより、樹脂13を基板10上に密着良く形成することができるからである。張出部16aの形成方法は、何でも良いが、例えば、ネガタイプの感光性ドライフィルムレジストを所定の高さに合わせて一枚ないし数枚ラミネートして熱圧着等をすることによってレジスト層17を形成(図6(a))し、このレジスト層17の上に透光孔を有するパターンフィルム(ガラスマスク)を密着させたのち、紫外光ランプで紫外線光を照射して露光を行い、現像、乾燥の各処理を行って未露光部分を溶解除去することにより、基板10上に所望のレジストパターン層18を形成(図6(b))し、レジストパターン層18で覆われていない露出面に対して、必要に応じて化学エッチングによる表面酸化被膜除去や薬品による周知の化学処理等の表面活性化処理を行った後、レジストパターン層18の厚みを越えて電鋳金属を電鋳(図6(c))させる、いわゆるオーバーハングさせることで、張出部16aを有するリード16を容易に形成することができる。なお、リード16の形状等は用途に合わせて適宜変わるものである。また、張出部16aの長さは10〜100μmの範囲が好ましく、本実施形態では25μmとした。
Here, the
次に、図7(a)に示すように、基板10およびリード16上にネガタイプの感光性ドライフィルムレジストを所定の高さに合わせて一枚ないし数枚ラミネートして熱圧着等をすることによってレジスト層11を形成する。レジスト層11の厚みは、50〜400μmの範囲が好ましく、本実施形態ではレジスト層11の厚みを200μmとした。
Next, as shown in FIG. 7A, by laminating one or several negative photosensitive dry film resists on the
次に、このレジスト層11の上に、透光孔を有するパターンフィルム(ガラスマスク)を密着させたのち、紫外光ランプで紫外線光を照射して露光を行い、現像、乾燥の各処理を行って、未露光部分を溶解除去することにより、図7(b)に示すごとく、リード16に対応する位置に開口部12aが形成されるようにパターン層12を形成する。
Next, after a pattern film (glass mask) having a light transmitting hole is adhered onto the resist
次に、図7(c)に示すように、スキージ等により導電性の樹脂13をパターン層12の開口部12aに塗り込み、乾燥させ硬化させる。なお、硬化した樹脂は、ゴムのように伸縮するといった特徴がある。また、樹脂13に離型剤を添加するのが好ましい。これは、樹脂13からパターン層12を剥がしやすくすることと、樹脂13を硬化しやすくするためである。本工程の後、樹脂13を更にしっかりと硬化させるためにベークするのが好ましいのだが、その際、レジストからガスが発生し、このガスが樹脂の硬化を阻害してしまう。しかし、離型剤が添加された樹脂13はこの阻害を防ぐことができる。
Next, as shown in FIG. 7C, the
次に、図7(d)に示すように、パターン層12上に接着層が形成された厚さ100〜200μmのシート14を貼り付ける。この時、樹脂13とシート14は接着されていない。これは、図示しているように、各開口部12aに塗り込められた樹脂13の中央部には表面張力によって凹みが生じているためである。
Next, as illustrated in FIG. 7D, a
最後に、図7(e)に示すように、基板10をはがすことによって、シート14に貼り付いたスキージで掻き取りきれなかったパターン層12上の樹脂およびパターン層12を一括除去でき、樹脂成形品2(プローブ)を得ることができる。
Finally, as shown in FIG. 7 (e), by removing the
このように、樹脂成形品2の樹脂13は基板10側に、パターン層12はシート14側に分離するかというと、上述したように樹脂成形品2の樹脂13はシート14に接着されていないことおよび樹脂成形品2の樹脂13は基板10に向かって先拡がりのテーパ状に、開口部12aを除くパターン層12はシート14に向かって先拡がりのテーパ状になっているためである。また、リード16に張出部16aを形成していれば、この張出部16aに樹脂13が喰い込むためにリード16と樹脂13との結合力が向上され、樹脂13が基板10上に固定された状態が得られる。
As described above, the
また、パターン層12を除去する際は、基板10を折り曲げるように剥がすのが好ましい。これは、樹脂成形品2の樹脂13にはゴムの特性があり、ゴムの特性上引っ張る方に引き寄せられるためである。これにより、基板10を折り曲げるように剥がせば、パターン12はシート14とともに除去されるが、樹脂成形品2の樹脂13は基板10上に維持したままとなる。したがって、基板10は可撓性のあるものが好ましい。もちろん、第2実施形態のように、基板10上に支持層15を形成して、支持層15および樹脂13から成る樹脂成形品2としても良い。
Moreover, when removing the
(第4実施形態)
次に、本発明に係る樹脂成形品の製造方法の参考例について図8および図9に基づいて説明する。なお、前記実施形態と同一部材には同一符号を付してその説明を省略する。
( Fourth embodiment )
Next, a reference example of the method for producing a resin molded product according to the present invention will be described with reference to FIGS. In addition, the same code | symbol is attached | subjected to the same member as the said embodiment, and the description is abbreviate | omitted.
まず、基板20上に支持層25を形成する。基板20は、400mm〜700mm角の金属体、合成樹脂体、ガラスなどから成るものを用いる。支持層25としては、めっき・電鋳・銀鏡反応・蒸着・スパッタなどといった方法で形成したものや、加熱することにより発泡する発泡剤が混入された熱剥離型の粘着剤やUV照射によって硬化するUV硬化型の粘着剤を介してポリフェニレンサルファイド(PPS)、ポリエステル、ポリエーテルイミド、ポリイミドなどから成るフィルムを一体に積層したものがある。なお、基板20上に形成する支持層25が非導電性であれば、めっき・電鋳・銀鏡反応・蒸着・スパッタなどといった周知の方法で支持層25上に導電膜を形成する。本実施形態では、図8(a)に示すように、400mm角のステンレスの基板20上にニッケル−コバルト電鋳により厚さ50μmの支持層25を形成した。また、基板20が可撓性のあるものであれば、支持層25を形成せずに基板20上に次のレジスト層21を形成する工程を行っても良い。
First, the
次に、図8(b)に示すように、支持層25上にレジストを、本実施形態ではポジタイプの感光性ドライフィルムレジストを所定の高さに合わせて一枚ないし数枚ラミネートして熱圧着等をすることによって支持層25の表面にレジスト層21を形成する。このレジスト層21の厚みは、所望の樹脂成形品の厚み寸法と同程度に形成すると良く、本実施形態ではレジスト層21の厚みを200μmとした。
Next, as shown in FIG. 8B, a resist is deposited on the
次に、このレジスト層21の上に、透光孔を有するパターンフィルム(ガラスマスク)を密着させたのち、紫外光ランプで紫外線光を照射して露光を行い、現像、乾燥の各処理を行って、未露光部分を溶解除去することにより、図8(c)に示すごとく、支持層25上に所望のパターン層22を形成する。なおこの後、露出している支持層25上に剥離処理するのが好ましい。
Next, after a pattern film (glass mask) having a light transmitting hole is adhered on the resist
次に、図8(d)に示すように、露出した支持層25上にパターン層22の厚みと同程度の高さにまでニッケル、銅、ニッケル−コバルトなどから選択される第1金属層26を、本実施形態では、電鋳により形成した。
Next, as shown in FIG. 8D, the
次に、支持層25上のパターン層22を除去する。このレジストの除去法としてはアルカリ溶液による膨潤除去の方法等が考えられる。そして、図9(a)に示すように、パターン層22を除去することでできる開口部にスキージ等により樹脂23を塗り込み、乾燥する。なお、硬化した樹脂は、ゴムのように伸縮するといった特徴がある。また、樹脂23には、前記実施形態と同様に、離型剤を添加するのが好ましい。
Next, the
次に、第1金属層26上にニッケル、銅、ニッケル−コバルトなどから選択される第2金属層28を、本実施形態では、電鋳により形成した。この時、図9(b)に示すように、樹脂23の一部を覆うように第2金属層28を形成するのが望ましい。なお、第2金属層28を形成する前に、樹脂23上には剥離処理を、第1金属層26上には密着処理を行っても良い。
Next, the
次に、図9(c)に示すように、第2金属層28上に接着層が形成された厚さ100〜200μmのシート24を貼り付ける。
Next, as illustrated in FIG. 9C, a
最後に、図9(d)に示すように、基板20を剥離すると共に支持層25をはがす、好ましくは基板20を剥離してから支持層25を折り曲げるように剥がすことによって、シート24に貼り付いた第1金属層26、第2金属層28および第1金属層26上に存在するスキージで掻き取り切れなかった樹脂を支持層25から一括除去でき、樹脂成形品を支持層25上に形成した状態を得ることができる。この状態で搬送や保管を行えば、樹脂成形品を使用する直前まで支持層25でしっかりと補強できて良い。なお、支持層25をはがす際には、支持層25を折り曲げるようにはがすことが望ましい。これは、乾燥された樹脂23は引っ張る方に引き寄せられるといった性質を持っており、その性質を活かすためである。
Finally, as shown in FIG. 9 (d), the
このように、樹脂成形品(樹脂23)は支持層25に向かって先拡がりのテーパ状に、第1金属層26はシート24に向かって先拡がりのテーパ状になっていること、および各開口部22aに塗り込められた樹脂13の中央部が表面張力によって凹んでいることに加えて、樹脂23の一部を覆うように第2金属層28を形成することで、シート24を第2金属層28上に貼り付ける時に樹脂23とシート24とが接着するのをより確実に防ぐことができ、よって、シート24をはがす際には、樹脂23をより確実に支持層25上に存在させることができる。
Thus, the resin molded product (resin 23) has a taper shape that expands toward the
本参考例においては、電鋳により第1金属層26上に第2金属層28を形成して樹脂23とシート24とが接着するのを防いでいるが、第1金属層26上に形成する物体の材質・方法はこれに限らず、さらに言うならば、樹脂23表面を除いた箇所にある物体を形成すれば良く、要は樹脂23表面とある物体表面とにより段差を生じさせれば樹脂23とシート24との接着を防ぐことができると考えられる。
In this reference example, the
1 樹脂成形品
2 樹脂成形品(プローブ)
10、20 基板
12 パターン層
12a 開口部
13、23 樹脂
14、24 シート
15、25 支持層
16 金属体(リード)
16a 張出部
26 第1金属層(パターン層)
28 第2金属層
1 resin molded
DESCRIPTION OF
16a Overhang
26 1st metal layer (pattern layer)
28 Second metal layer
Claims (4)
前記支持層15上に所望の開口部12aを有するパターン層12を形成する工程と、
前記開口部12aに樹脂13を塗り込む工程と、
前記パターン層12上にシート14を貼り付ける工程と、
前記基板10を除去した後に、前記支持層15から前記パターン層12を前記シート14とともに除去する工程とからなることを特徴とする樹脂成形品の製造方法。 Forming a flexible support layer 15 on the substrate 10;
Forming a pattern layer 12 having a desired opening 12a on the support layer 15;
Applying a resin 13 to the opening 12a;
Attaching the sheet 14 on the pattern layer 12;
And a step of removing the pattern layer 12 together with the sheet 14 from the support layer 15 after removing the substrate 10.
前記支持層25上に所望のパターン層となる開口部を有する第1金属層26を形成する工程と、
前記開口部に樹脂23を塗り込む工程と、
前記第1金属層26上に第2金属層28を形成する工程と、
前記第2金属層28上にシート24を貼り付ける工程と、
前記基板20を除去した後に、前記支持層25から前記第1金属層26及び第2金属層28を前記シート24とともに除去する工程とからなることを特徴とする樹脂成形品の製造方法。 Forming a flexible support layer 25 on the substrate 20;
Forming a first metal layer 26 having an opening to be a desired pattern layer on the support layer 25;
Applying a resin 23 to the opening;
Forming a second metal layer 28 on the first metal layer 26;
Attaching the sheet 24 on the second metal layer 28;
A method of manufacturing a resin molded product, comprising: removing the first metal layer 26 and the second metal layer 28 together with the sheet 24 from the support layer 25 after removing the substrate 20.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006117417A JP4717697B2 (en) | 2006-04-21 | 2006-04-21 | Manufacturing method of resin molded products |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006117417A JP4717697B2 (en) | 2006-04-21 | 2006-04-21 | Manufacturing method of resin molded products |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007290139A JP2007290139A (en) | 2007-11-08 |
| JP4717697B2 true JP4717697B2 (en) | 2011-07-06 |
Family
ID=38761250
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006117417A Active JP4717697B2 (en) | 2006-04-21 | 2006-04-21 | Manufacturing method of resin molded products |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4717697B2 (en) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04151220A (en) * | 1990-10-15 | 1992-05-25 | Sekinosu Kk | Forming method for very finely processed core for injection molding |
| JPH08166508A (en) * | 1994-12-15 | 1996-06-25 | Fuji Photo Film Co Ltd | Production of black matrix |
| JP2001300951A (en) * | 2000-04-19 | 2001-10-30 | Jsr Corp | Film manufacturing method and film manufactured thereby |
| JP2002231856A (en) * | 2001-02-05 | 2002-08-16 | Sony Corp | Semiconductor device and its manufacturing method |
| JP2003123329A (en) * | 2001-10-18 | 2003-04-25 | Matsushita Electric Ind Co Ltd | Stamper and production method therefor |
| JP2005115000A (en) * | 2003-10-07 | 2005-04-28 | Toppan Printing Co Ltd | Method and device of printing minute pattern, and color filter |
| JP2005353164A (en) * | 2004-06-10 | 2005-12-22 | Tdk Corp | Stamper, imprint method and manufacturing method of information recording medium |
-
2006
- 2006-04-21 JP JP2006117417A patent/JP4717697B2/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04151220A (en) * | 1990-10-15 | 1992-05-25 | Sekinosu Kk | Forming method for very finely processed core for injection molding |
| JPH08166508A (en) * | 1994-12-15 | 1996-06-25 | Fuji Photo Film Co Ltd | Production of black matrix |
| JP2001300951A (en) * | 2000-04-19 | 2001-10-30 | Jsr Corp | Film manufacturing method and film manufactured thereby |
| JP2002231856A (en) * | 2001-02-05 | 2002-08-16 | Sony Corp | Semiconductor device and its manufacturing method |
| JP2003123329A (en) * | 2001-10-18 | 2003-04-25 | Matsushita Electric Ind Co Ltd | Stamper and production method therefor |
| JP2005115000A (en) * | 2003-10-07 | 2005-04-28 | Toppan Printing Co Ltd | Method and device of printing minute pattern, and color filter |
| JP2005353164A (en) * | 2004-06-10 | 2005-12-22 | Tdk Corp | Stamper, imprint method and manufacturing method of information recording medium |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007290139A (en) | 2007-11-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20080098596A1 (en) | Method for forming transcriptional circuit and method for manufacturing circuit board | |
| JP2004190057A (en) | Mask for forming thin film pattern of lamination structure comprising patterned mask film and supporting body, and its manufacturing method | |
| JP2014093523A (en) | Method of manufacturing printed circuit board | |
| JP2007103440A (en) | Wiring board and method of manufacturing the same | |
| JP2008270745A (en) | Manufacturing method of printed-circuit board | |
| JP5227753B2 (en) | Method for manufacturing printed circuit board | |
| JP5175779B2 (en) | Method for manufacturing printed circuit board | |
| JP4717697B2 (en) | Manufacturing method of resin molded products | |
| KR101895182B1 (en) | Imprint mold | |
| US10999935B2 (en) | Manufacturing method of circuit board | |
| JP4863247B2 (en) | Metal porous body and method for producing the same | |
| JPH06310832A (en) | Manufacture of printed-wiring board | |
| JP2007142092A (en) | High-density wiring board manufacturing method, high-density wiring board manufactured using the same, electronic device, and electronic equipment | |
| KR101154145B1 (en) | Electro-formed master manufacturing method for flexible electronic circuit parts | |
| US12044965B2 (en) | Method for forming components without adding tabs during etching | |
| JP4861507B2 (en) | Metal porous body and method for producing the same | |
| JP5034506B2 (en) | Metal mask and manufacturing method thereof | |
| CN103717015A (en) | The printed circuit board manufacturing method | |
| JPH0964514A (en) | Production of printed wiring board | |
| JP2004063694A (en) | Pattern transfer film, method for manufacturing pattern transfer film, functional mask, method for manufacturing functional mask | |
| JP2006038457A (en) | Film probe manufacturing method | |
| KR100730761B1 (en) | Manufacturing method of flexible printed circuit board and structure of raw materials | |
| WO2017081828A1 (en) | Sheet coil manufacturing method | |
| JPH04116997A (en) | Manufacture of printed circuit board | |
| JP2006202849A (en) | Method of manufacturing wiring circuit board with stiffening plate |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080321 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100824 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101019 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110104 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110228 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110329 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110330 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4717697 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140408 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140408 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140408 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140408 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |