JP4700923B2 - 溶射被覆された物品の作製方法及び超音波試験法 - Google Patents
溶射被覆された物品の作製方法及び超音波試験法 Download PDFInfo
- Publication number
- JP4700923B2 JP4700923B2 JP2004127502A JP2004127502A JP4700923B2 JP 4700923 B2 JP4700923 B2 JP 4700923B2 JP 2004127502 A JP2004127502 A JP 2004127502A JP 2004127502 A JP2004127502 A JP 2004127502A JP 4700923 B2 JP4700923 B2 JP 4700923B2
- Authority
- JP
- Japan
- Prior art keywords
- article
- spraying
- ultrasonic
- substrate
- coated article
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N29/00—Investigating or analysing materials by the use of ultrasonic, sonic or infrasonic waves; Visualisation of the interior of objects by transmitting ultrasonic or sonic waves through the object
- G01N29/04—Analysing solids
- G01N29/11—Analysing solids by measuring attenuation of acoustic waves
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C4/00—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge
- C23C4/12—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge characterised by the method of spraying
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/02—Indexing codes associated with the analysed material
- G01N2291/023—Solids
- G01N2291/0231—Composite or layered materials
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/04—Wave modes and trajectories
- G01N2291/044—Internal reflections (echoes), e.g. on walls or defects
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/10—Number of transducers
- G01N2291/101—Number of transducers one transducer
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/26—Scanned objects
- G01N2291/269—Various geometry objects
- G01N2291/2693—Rotor or turbine parts
Landscapes
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Pathology (AREA)
- Plasma & Fusion (AREA)
- Analytical Chemistry (AREA)
- Biochemistry (AREA)
- General Health & Medical Sciences (AREA)
- General Physics & Mathematics (AREA)
- Immunology (AREA)
- Health & Medical Sciences (AREA)
- Acoustics & Sound (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Investigating Or Analyzing Materials By The Use Of Ultrasonic Waves (AREA)
- Coating By Spraying Or Casting (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
Description
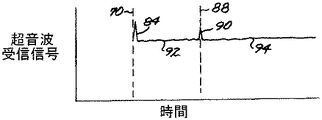
好ましい許容基準に関して本明細書で用いられる、結合ライン近傍区域からの「強い」応答とは、約6.35mm(0.250インチ)厚の基材材料の較正試料背面からの応答振幅の約25パーセントを超える振幅を有し、「弱い」応答とは、約6.35mm厚の基材材料の較正試料背面からの応答振幅の約25パーセントを越えない実質的にゼロではない振幅を有する。場合によっては、熱処理の間に被覆材料と基材物品との相互拡散が増大することにより、機械的結合が金属結合化される。
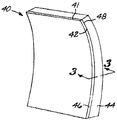
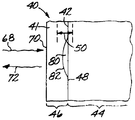
41 被覆材料
42 表面
44 基材
46 溶射皮膜
48 結合ライン物品
50 結合ライン近傍区域
60 超音波透過流体
62 タンク
64 超音波トランスデューサ
66 超音波計測器
70 前面
72 超音波受信信号
Claims (7)
- 溶射皮膜(46)を有する物品を作製する方法であって、
表面(42)を有する基材物品(44)を準備する段階と、
被覆された物品(40)を形成する段階と、
を含み、前記形成する段階が前記基材物品(44)の表面(42)上に被覆材料(41)を溶射する段階を含み、前記被覆材料(41)と前記基材物品(44)と間の接触表面が結合ライン(48)であり、
前記方法が更に、
前記被覆された物品(40)を非破壊的に試験する段階を含み、
前記非破壊的に試験する段階が、
超音波送信信号(68)を前記被覆された物品(40)に配向する段階と、
前記被覆された物品(40)から超音波受信信号(72)を受信する段階と、
前記超音波受信信号(72)を用いて前記結合ライン(48)に隣接して位置する前記被覆された物品(40)の結合ライン近傍区域(50)を評価する段階と、
を含み、
前記評価する段階が、
前記結合ライン近傍区域(50)からの前記超音波受信信号(72)内に強い応答ピークが存在する場合に、層間剥離の存在を判断し、
前記結合ライン近傍区域(50)からの前記超音波受信信号(72)内に弱い応答ピークが存在する場合に、機械的結合の存在を判断し、
前記結合ライン近傍区域(50)からの前記超音波受信信号(72)内に応答ピークが存在しない場合に、金属結合の存在を判断する
ことを特徴とする方法。 - 前記準備する段階が、ニッケル基合金又はコバルト基合金製の基材物品(44)を準備する段階を含む請求項1に記載の方法。
- 前記形成する段階が、前記溶射する段階の後に、被覆材料(41)を有する前記基材物品(44)を熱処理する段階を含む請求項1に記載の方法。
- 前記溶射する段階が、高速度オキシ燃料溶射、空気プラズマ溶射、減圧プラズマ溶射、電気ワイヤアーク溶射、燃焼ワイヤ式溶射、又は燃焼粉体式溶射によって、被覆材料(41)を溶射する段階を含む請求項1に記載の方法。
- 前記非破壊的に試験する段階が、5MHZ乃至20MHZの周波数で超音波送信信号(68)を配向する段階を含むことを特徴とする請求項1に記載の方法。
- 前記評価する段階が、前記結合ライン近傍区域(50)を定めるために超音波受信信号(72)内に空間ゲートを設定する段階を含む請求項1に記載の方法。
- 前記非破壊試験の段階が、
前記超音波受信信号(72)を反射超音波信号として受信する段階を含むことを特徴とする、請求項1に記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/422,386 US7341758B2 (en) | 2003-04-24 | 2003-04-24 | Method for preparing and ultrasonically testing a thermal-spray coated article |
| US10/422,386 | 2003-04-24 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2004325450A JP2004325450A (ja) | 2004-11-18 |
| JP2004325450A5 JP2004325450A5 (ja) | 2007-06-14 |
| JP4700923B2 true JP4700923B2 (ja) | 2011-06-15 |
Family
ID=32962439
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004127502A Expired - Fee Related JP4700923B2 (ja) | 2003-04-24 | 2004-04-23 | 溶射被覆された物品の作製方法及び超音波試験法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US7341758B2 (ja) |
| EP (1) | EP1471163A1 (ja) |
| JP (1) | JP4700923B2 (ja) |
| BR (1) | BRPI0401632A (ja) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102921732B (zh) * | 2007-11-01 | 2015-07-08 | 新日铁住金株式会社 | 穿轧用顶头的制造方法及穿轧用顶头的再生方法 |
| EP2172772B1 (en) * | 2008-10-01 | 2011-05-11 | Alstom Technology Ltd | Rotor disk weld inspection method and arrangement therefore |
| EP2488849B1 (en) * | 2009-10-13 | 2018-08-22 | Picometrix, LLC | System for measurement of interfacial properties in multilayer objects |
| DE102010018726B4 (de) * | 2010-04-29 | 2013-08-14 | Premium Aerotec Gmbh | Verfahren zur Herstellung eines mit zumindest einem Hohlprofil versehenen Bauteils |
| US9328918B2 (en) | 2010-05-28 | 2016-05-03 | General Electric Company | Combustion cold spray |
| US8359924B1 (en) * | 2010-07-01 | 2013-01-29 | The Boeing Company | Bond interface testing |
| US8714016B2 (en) * | 2012-02-01 | 2014-05-06 | The Boeing Company | Tension wave generation system |
| FR2999291B1 (fr) * | 2012-12-07 | 2016-01-15 | Snecma | Procede de caracterisation d'un collage |
| DE102015101117A1 (de) | 2015-01-27 | 2016-07-28 | Dr. Ing. H.C. F. Porsche Aktiengesellschaft | Verfahren zur Überprüfung von Schichteigenschaften einer thermischen Spritzschicht auf einem Substrat |
| US9784668B2 (en) | 2015-05-29 | 2017-10-10 | The Boeing Company | Systems and methods for testing internal bonds |
| US10571415B2 (en) | 2016-08-02 | 2020-02-25 | Rolls-Royce Corporation | Methods and apparatuses for evaluating ceramic matrix composite components |
| US11119071B1 (en) | 2017-03-10 | 2021-09-14 | Oceangate, Inc. | Systems and methods for curing, testing, validating, rating, and monitoring the integrity of composite structures |
| US11022582B1 (en) * | 2017-08-15 | 2021-06-01 | National Technology & Engineering Solutions Of Sandia, Llc | Structures including a measurement coating and methods of forming the same |
| US11215552B2 (en) | 2018-06-14 | 2022-01-04 | The Boeing Company | Apparatus and method for bond inspection with limited access |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000074888A (ja) * | 1998-09-03 | 2000-03-14 | Ishikawajima Harima Heavy Ind Co Ltd | 構造物表面の溶射被膜剥離検出方法及び装置 |
| JP2000180422A (ja) * | 1998-12-14 | 2000-06-30 | Nkk Corp | 薄板重ね合わせシーム溶接部の検査方法及びその装置 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE246832C (ja) | ||||
| US4275124A (en) * | 1978-10-10 | 1981-06-23 | United Technologies Corporation | Carbon bearing MCrAlY coating |
| US4292848A (en) * | 1980-04-11 | 1981-10-06 | Systems Research Laboratories, Inc. | Walking-gate ultrasonic flaw detector |
| DE3519797C1 (de) * | 1985-06-03 | 1986-04-17 | Krautkrämer GmbH, 5000 Köln | Ultraschallpruefvorrichtung zur zerstoerungsfreien Werkstoffpruefung |
| DD246832A1 (de) * | 1986-03-24 | 1987-06-17 | Ilmenau Tech Hochschule | Verfahren zur akustischen schichtdickenmessung duenner metallisierungsschichten mittels schallemissionsanalyse |
| US5213848A (en) * | 1990-02-06 | 1993-05-25 | Air Products And Chemicals, Inc. | Method of producing titanium nitride coatings by electric arc thermal spray |
| JPH04238265A (ja) | 1991-01-22 | 1992-08-26 | Kobe Steel Ltd | 溶射皮膜の密着性測定方法 |
| CA2076091A1 (en) * | 1991-09-09 | 1993-03-10 | Edward H. Goldman | Superalloy component with dispersion-containing protective coatings, and method of preparation |
| KR0126455B1 (ko) * | 1992-05-18 | 1997-12-24 | 가나이 쯔또무 | 수지재료의 접착강도 측정방법 |
| US5268045A (en) * | 1992-05-29 | 1993-12-07 | John F. Wolpert | Method for providing metallurgically bonded thermally sprayed coatings |
| JPH10221309A (ja) * | 1997-02-10 | 1998-08-21 | Kajima Corp | 溶接部の判別方法及び不溶着部の測定方法並びに溶接部の検査装置 |
| JP3564284B2 (ja) * | 1997-11-27 | 2004-09-08 | 日産ディーゼル工業株式会社 | 超音波プローブの劣化診断方法 |
| DE19752574A1 (de) | 1997-11-27 | 1999-06-02 | Terolab Services Management S | Verfahren und dessen Verwendung zum Prüfen der Eigenschaften einer Beschichtung |
| GB9808668D0 (en) * | 1998-04-24 | 1998-06-24 | Smiths Industries Plc | Monitoring |
| JP3956486B2 (ja) * | 1998-06-17 | 2007-08-08 | 石川島播磨重工業株式会社 | 構造物表面の溶射被膜剥離検出方法及び装置 |
| DE10001516B4 (de) * | 2000-01-15 | 2014-05-08 | Alstom Technology Ltd. | Zerstörungsfreies Verfahren zur Bestimmung der Schichtdicke einer metallischen Schutzschicht auf einem metallischen Grundmaterial |
| US6484583B1 (en) * | 2000-09-26 | 2002-11-26 | General Electric Company | Through-transmission ultrasonic inspection apparatus and method |
| JP2008074888A (ja) | 2006-09-19 | 2008-04-03 | Kuraray Co Ltd | ガスバリア性組成物 |
-
2003
- 2003-04-24 US US10/422,386 patent/US7341758B2/en not_active Expired - Fee Related
-
2004
- 2004-04-21 EP EP20040252349 patent/EP1471163A1/en not_active Ceased
- 2004-04-22 BR BR0401632-7A patent/BRPI0401632A/pt not_active IP Right Cessation
- 2004-04-23 JP JP2004127502A patent/JP4700923B2/ja not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000074888A (ja) * | 1998-09-03 | 2000-03-14 | Ishikawajima Harima Heavy Ind Co Ltd | 構造物表面の溶射被膜剥離検出方法及び装置 |
| JP2000180422A (ja) * | 1998-12-14 | 2000-06-30 | Nkk Corp | 薄板重ね合わせシーム溶接部の検査方法及びその装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004325450A (ja) | 2004-11-18 |
| BRPI0401632A (pt) | 2005-04-05 |
| EP1471163A1 (en) | 2004-10-27 |
| US20080038477A1 (en) | 2008-02-14 |
| US7341758B2 (en) | 2008-03-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4700923B2 (ja) | 溶射被覆された物品の作製方法及び超音波試験法 | |
| EP1571445B1 (en) | System for preparing and testing a thermal-spray coated substrate | |
| US7278315B1 (en) | Laser-ultrasonic detection of subsurface defects in processed metals | |
| Tabatabaeipour et al. | Non-destructive ultrasonic examination of root defects in friction stir welded butt-joints | |
| Liu et al. | Laser engineered net shape (LENS) technology for the repair of Ni-base superalloy turbine components | |
| Lévesque et al. | Inspection of additive manufactured parts using laser ultrasonics | |
| JP5322371B2 (ja) | 一体形ブレード付きディスクを補修する方法、作業開始時および作業終了時テストピース | |
| Milne et al. | Ultrasonic non-destructive evaluation of titanium diffusion bonds | |
| Glass et al. | Cold spray NDE for porosity and other process anomalies | |
| Prieto et al. | In situ process monitoring by optical microphone for crack detection in Laser Metal Deposition applications | |
| Santoro et al. | Infrared in-line monitoring of flaws in steel welded joints: a preliminary approach with SMAW and GMAW processes | |
| CN111323484B (zh) | 制作吻接缺陷对比试块的方法及利用该试块检测的方法 | |
| Xiong et al. | Evaluation of the bonded ratio of TC4 diffusion bonded joints based on ultrasonic C-scan | |
| Mozurkewich et al. | Spatially resolved ultrasonic attenuation in resistance spot welds: Implications for nondestructive testing | |
| JP2018163070A (ja) | 溶射皮膜の検査方法 | |
| Praniewicz et al. | Integrated Hardfacing of Stellite-6 Using Hybrid Manufacturing Process | |
| Schwarz et al. | New welding joint geometries manufactured by powder bed fusion from 316L | |
| Georgiou | Non-destructive testing and evaluation of metals | |
| Sexsmith et al. | Peel strength of thermal sprayed coatings | |
| Fomin et al. | Acoustic-emission inspection of flaws during laser bonding of articles made of VT20 titanium alloy | |
| Munro et al. | Preliminary Development of Cold Spray Procedures for Nickel Aluminum Bronze Casting Repair | |
| Ahsan et al. | Ultrasonic Evaluation at the Interface of Aluminum/Steel Obtained by TIG Welding | |
| Ascari et al. | Laser welding of thin sheets by means of direct energy deposition technique | |
| Zheng et al. | Twin wire gas tungsten arc cladding | |
| Gumenyuk et al. | Improvement of the mechanical properties and corrosion resistance of laser welds on thick duplex plates by laser cladded buttering |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070419 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070419 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20081105 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081111 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20090210 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20090216 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090511 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20090511 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20090511 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20090602 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091001 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20091029 |
|
| A912 | Removal of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20100115 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20100913 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20100916 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110307 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |