JP4674202B2 - 微小な金属接合部位の評価方法 - Google Patents
微小な金属接合部位の評価方法 Download PDFInfo
- Publication number
- JP4674202B2 JP4674202B2 JP2006334713A JP2006334713A JP4674202B2 JP 4674202 B2 JP4674202 B2 JP 4674202B2 JP 2006334713 A JP2006334713 A JP 2006334713A JP 2006334713 A JP2006334713 A JP 2006334713A JP 4674202 B2 JP4674202 B2 JP 4674202B2
- Authority
- JP
- Japan
- Prior art keywords
- temperature
- heating point
- heating
- joining
- amount
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Landscapes
- Investigating Or Analyzing Materials Using Thermal Means (AREA)
Description

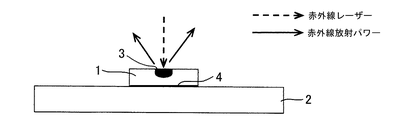
(安永暢男著「レーザーが変える加工技術」海文堂出版株式会社 第40頁参照)となる。この式から明らかなように、加熱点3のレーザー加熱時の表面温度TCは吸収率αが支配的、即ち、上記式中π、Kは定数、P、dは任意の規定値のため、表面温度TCは、加熱点3の表面状態(粗い、平滑等)の違いによる吸収率αに大きく影響され、吸収率αが増加するに伴って倍速的に高温となる。
W=σT4ε (σ:ステファンボルツマン定数、ε:放射率)
の関係がある。これらの式から、赤外線放射パワーと放射率を計測することにより、加熱点3の補正された表面温度を演算することができる。
2 第2接合部材
3 加熱点
4 接合面
Claims (1)
- 接合された金属部材のうちの一方の接合部材の当該接合部位を所定温度まで加熱し、当該加熱点から他方の接合部材への熱伝導量を指標に、当該接合部位の接合状態の良否を評価する微小な金属接合部位の評価方法であって、
前記熱伝導量を指標とする良否の評価は、前記加熱点を所定温度まで加熱し、前記加熱点の温度が加熱停止後に所定温度まで低下するまでの温度変移を、基準となる温度変移と比較することにより行い、
前記加熱点の加熱は半導体レーザーにより行ない、また、前記加熱点の表面温度の測定は赤外線センサで行ない、
前記加熱点の表面温度の測定は、温度と相関のある赤外線放射量を測定し、これを、前記加熱点の赤外線放射率の差異に起因する赤外線放射量の差異に基づいて補正することによって行ない、
前記放射率を考慮しての前記加熱点の表面温度の補正は、前記加熱点の加熱開始から所定温度まで低下するまでの間、前記加熱点にその反射率測定のために別途赤外光を照射してその反射率を測定することによって行なうことを特徴とする微小な金属接合部位の評価方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006334713A JP4674202B2 (ja) | 2006-12-12 | 2006-12-12 | 微小な金属接合部位の評価方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006334713A JP4674202B2 (ja) | 2006-12-12 | 2006-12-12 | 微小な金属接合部位の評価方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008145344A JP2008145344A (ja) | 2008-06-26 |
| JP4674202B2 true JP4674202B2 (ja) | 2011-04-20 |
Family
ID=39605674
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006334713A Expired - Fee Related JP4674202B2 (ja) | 2006-12-12 | 2006-12-12 | 微小な金属接合部位の評価方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4674202B2 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5174647B2 (ja) * | 2008-12-22 | 2013-04-03 | 麒麟麦酒株式会社 | ホットメルト塗布状態検査装置 |
| JP5428077B2 (ja) * | 2009-11-13 | 2014-02-26 | 株式会社ジェイテクト | 金属接合部の検査方法及び装置 |
| JP4991893B2 (ja) | 2010-03-16 | 2012-08-01 | 常陽機械株式会社 | 微小径ワイヤボンディングの良否判定方法及び判定装置 |
| JP5754988B2 (ja) * | 2011-03-07 | 2015-07-29 | 古河電気工業株式会社 | 金属接合部の評価方法および推定方法 |
| JP5500120B2 (ja) * | 2011-04-25 | 2014-05-21 | パナソニック株式会社 | 電子デバイスの検査方法 |
| JP6160200B2 (ja) | 2013-04-18 | 2017-07-12 | 株式会社ジェイテクト | 光学非破壊検査装置及び光学非破壊検査方法 |
| JP6232734B2 (ja) | 2013-04-26 | 2017-11-22 | 株式会社ジェイテクト | 光学非破壊検査装置及び光学非破壊検査方法 |
| JP6123460B2 (ja) * | 2013-04-26 | 2017-05-10 | 株式会社ジェイテクト | 光学非破壊検査装置及び光学非破壊検査方法 |
| JP6255713B2 (ja) | 2013-05-14 | 2018-01-10 | 株式会社ジェイテクト | 光学非破壊検査方法及び光学非破壊検査装置 |
| RU2597937C1 (ru) * | 2015-02-27 | 2016-09-20 | Российская Федерация, от имени которой выступает Государственная корпорация по атомной энергии "Росатом" (Госкорпорация "Росатом") | Способ измерения интегральной излучательной способности с помощью прямого лазерного нагрева (варианты) |
| JP6724543B2 (ja) * | 2016-05-17 | 2020-07-15 | 株式会社ジェイテクト | レーザ光吸収率測定方法、レーザ光吸収率測定装置及びレーザ加工方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07190992A (ja) * | 1993-12-27 | 1995-07-28 | Hitachi Ltd | 接合界面の評価方法 |
| JPH07235576A (ja) * | 1994-02-25 | 1995-09-05 | Matsushita Electron Corp | 半導体装置の評価方法 |
| JPH09501772A (ja) * | 1993-08-24 | 1997-02-18 | シーメンス アクチエンゲゼルシヤフト | 評価時間間隔の決定方法及び評価時間間隔内での温度推移に基づくスポット溶接部の品質評価方法 |
| JPH0980000A (ja) * | 1995-09-13 | 1997-03-28 | Ricoh Co Ltd | X線評価装置 |
| JP2000261137A (ja) * | 1999-03-12 | 2000-09-22 | Nec Corp | 電子部品接続状態検査装置及び電子部品接続状態検査方法 |
| JP2001060605A (ja) * | 1999-08-24 | 2001-03-06 | Murata Mfg Co Ltd | 実装基板上での電子部品の接合部の検査方法および装置 |
| JP2001215187A (ja) * | 2000-02-01 | 2001-08-10 | Toshiba Corp | 劣化診断方法およびその装置 |
| JP2006035237A (ja) * | 2004-07-22 | 2006-02-09 | Daihatsu Motor Co Ltd | スポット溶接評価方法及びスポット溶接評価システム |
-
2006
- 2006-12-12 JP JP2006334713A patent/JP4674202B2/ja not_active Expired - Fee Related
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09501772A (ja) * | 1993-08-24 | 1997-02-18 | シーメンス アクチエンゲゼルシヤフト | 評価時間間隔の決定方法及び評価時間間隔内での温度推移に基づくスポット溶接部の品質評価方法 |
| JPH07190992A (ja) * | 1993-12-27 | 1995-07-28 | Hitachi Ltd | 接合界面の評価方法 |
| JPH07235576A (ja) * | 1994-02-25 | 1995-09-05 | Matsushita Electron Corp | 半導体装置の評価方法 |
| JPH0980000A (ja) * | 1995-09-13 | 1997-03-28 | Ricoh Co Ltd | X線評価装置 |
| JP2000261137A (ja) * | 1999-03-12 | 2000-09-22 | Nec Corp | 電子部品接続状態検査装置及び電子部品接続状態検査方法 |
| JP2001060605A (ja) * | 1999-08-24 | 2001-03-06 | Murata Mfg Co Ltd | 実装基板上での電子部品の接合部の検査方法および装置 |
| JP2001215187A (ja) * | 2000-02-01 | 2001-08-10 | Toshiba Corp | 劣化診断方法およびその装置 |
| JP2006035237A (ja) * | 2004-07-22 | 2006-02-09 | Daihatsu Motor Co Ltd | スポット溶接評価方法及びスポット溶接評価システム |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008145344A (ja) | 2008-06-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4674202B2 (ja) | 微小な金属接合部位の評価方法 | |
| JP4991893B2 (ja) | 微小径ワイヤボンディングの良否判定方法及び判定装置 | |
| US20090152253A1 (en) | Online weld inspection and repair method for resistance welding and weld-bonding | |
| Zhou et al. | Predicting the failure of ultrasonic spot welds by pull-out from sheet metal | |
| JP2014151360A (ja) | 溶接品質検査方法 | |
| JP5428077B2 (ja) | 金属接合部の検査方法及び装置 | |
| KR101390385B1 (ko) | 너트 프로젝션 용접의 용접품질 평가방법 | |
| JP7119025B2 (ja) | 制御装置、制御システム、溶接システム、制御方法、接合体の製造方法、プログラム、及び記憶媒体 | |
| Murariu et al. | Application of thermography in materials science and engineering | |
| JP7520409B2 (ja) | 内部欠陥の検出方法及び内部欠陥の検出装置 | |
| Venkatraman et al. | Thermography for online detection of incomplete penetration and penetration depth estimation | |
| KR20150144138A (ko) | 링 프로젝션 용접의 용접품질 평가방법 | |
| JP3271861B2 (ja) | スポット溶接部のナゲット測定方法 | |
| McGovern et al. | Assessment of ultrasonic welds using pulsed infrared thermography | |
| Forejtová et al. | Non-destructive inspection by infrared thermography of resistance spot welds used in automotive industry | |
| Khandkar et al. | A thermal model of the friction stir welding process | |
| JPH0830676B2 (ja) | 高温応力下における金属溶接部材の余寿命評価方法 | |
| JP7190092B2 (ja) | 欠陥検知方法および欠陥検知装置 | |
| JP5612000B2 (ja) | 圧入接合の接合品質管理方法 | |
| Kryukov et al. | Defect detection in friction stir welding by online infrared thermography | |
| Leicht et al. | Active and passive thermography for defect detection in polymer joints | |
| KR20080006030A (ko) | 점용접의 용접 조건 설정 방법 | |
| JP2006110554A (ja) | 抵抗スポット溶接品質判定方法と監視装置 | |
| Jonietz et al. | Laser based spot weld characterization | |
| JP2000131254A (ja) | 溶接部非破壊検査方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091130 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20101105 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20101124 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101126 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101210 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110117 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110124 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4674202 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140128 Year of fee payment: 3 |
|
| S201 | Request for registration of exclusive licence |
Free format text: JAPANESE INTERMEDIATE CODE: R314201 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140128 Year of fee payment: 3 |
|
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| R371 | Transfer withdrawn |
Free format text: JAPANESE INTERMEDIATE CODE: R371 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140128 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140128 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |