JP4666587B2 - Toothbrush handle molding method - Google Patents
Toothbrush handle molding method Download PDFInfo
- Publication number
- JP4666587B2 JP4666587B2 JP2005042931A JP2005042931A JP4666587B2 JP 4666587 B2 JP4666587 B2 JP 4666587B2 JP 2005042931 A JP2005042931 A JP 2005042931A JP 2005042931 A JP2005042931 A JP 2005042931A JP 4666587 B2 JP4666587 B2 JP 4666587B2
- Authority
- JP
- Japan
- Prior art keywords
- resin
- transparent
- elastomer
- mold
- transparent resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000465 moulding Methods 0.000 title claims description 24
- 238000000034 method Methods 0.000 title claims description 18
- 239000011347 resin Substances 0.000 claims description 119
- 229920005989 resin Polymers 0.000 claims description 119
- 229920001971 elastomer Polymers 0.000 claims description 49
- 239000000806 elastomer Substances 0.000 claims description 49
- 238000002347 injection Methods 0.000 claims description 16
- 239000007924 injection Substances 0.000 claims description 16
- 238000002834 transmittance Methods 0.000 claims description 9
- 239000012530 fluid Substances 0.000 claims description 3
- 239000004743 Polypropylene Substances 0.000 description 6
- 229920001893 acrylonitrile styrene Polymers 0.000 description 6
- -1 polyethylene terephthalate Polymers 0.000 description 6
- 229920000139 polyethylene terephthalate Polymers 0.000 description 6
- 239000005020 polyethylene terephthalate Substances 0.000 description 6
- 229920001155 polypropylene Polymers 0.000 description 6
- SCUZVMOVTVSBLE-UHFFFAOYSA-N prop-2-enenitrile;styrene Chemical compound C=CC#N.C=CC1=CC=CC=C1 SCUZVMOVTVSBLE-UHFFFAOYSA-N 0.000 description 6
- 238000001746 injection moulding Methods 0.000 description 5
- 239000000463 material Substances 0.000 description 5
- 239000004793 Polystyrene Substances 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 230000007246 mechanism Effects 0.000 description 3
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 3
- 239000004926 polymethyl methacrylate Substances 0.000 description 3
- 238000007493 shaping process Methods 0.000 description 3
- 239000003086 colorant Substances 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000005034 decoration Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 210000000214 mouth Anatomy 0.000 description 1
- 238000010422 painting Methods 0.000 description 1
- 229920002725 thermoplastic elastomer Polymers 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
- B29C45/1642—Making multilayered or multicoloured articles having a "sandwich" structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/42—Brushes
- B29L2031/425—Toothbrush
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Brushes (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Description
本発明は、グラデーション成形方法及び成形体に関する。ここで、グラデーションとは、色濃度や色調、光沢がある規則性によって変化することをいう。 The present invention relates to a gradation molding method and a molded body. Here, gradation refers to changing according to regularity with color density, color tone, and gloss.
従来、グラデーション成形方法として、サンドイッチ成形用ノズルを用いたものがある(特許文献1)。 Conventionally, there is a gradation molding method using a sandwich molding nozzle (Patent Document 1).
また、成形体の成形後に塗装等の加飾を施すことにより、成形体の外観にグラデーションを形成するものもある。 In addition, there are some that form a gradation in the appearance of a molded body by applying decoration such as painting after the molded body is molded.
インサート成形により、透明樹脂の外側にエラストマーを配置した成形体もある。
従来技術には以下の問題点がある。
(1)成形体の成形後に塗装等の加飾を施すものにあっては、生産工程が増加し、高コストになる。
The prior art has the following problems.
(1) In the case of decorating the molded body after molding, the production process is increased and the cost is increased.
(2)インサート成形により透明樹脂の外側にエラストマーを配置した成形体では、一次成形品たる透明樹脂の温度が低い等により、透明樹脂とエラストマーとの接着性が悪く、エラストマーが透明樹脂から剥離するおそれがある。また、透明樹脂を成形する1次成形とエラストマーを成形する2次成形の複数の成形工程を有するため、高コストになる。 (2) In a molded body in which an elastomer is arranged outside the transparent resin by insert molding, the adhesiveness between the transparent resin and the elastomer is poor due to the low temperature of the transparent resin, which is the primary molded product, and the elastomer peels from the transparent resin. There is a fear. Moreover, since it has the several shaping | molding process of the primary shaping | molding which shape | molds transparent resin, and the secondary shaping | molding which shape | molds an elastomer, it becomes high cost.
本発明の課題は、着色樹脂と透明又は半透明の樹脂からなる成形体の外観に簡易にグラデーションを形成することにある。 The subject of this invention is forming a gradation easily in the external appearance of the molded object which consists of colored resin and transparent or translucent resin.
本発明の他の課題は、エラストマーと透明又は半透明の樹脂からなる成形体の外観に簡易にグラデーションを形成するとともに、両樹脂の接着性を向上することにある。 Another object of the present invention is to easily form a gradation on the appearance of a molded article made of an elastomer and a transparent or translucent resin and to improve the adhesiveness of both resins.
請求項1の発明は、最初に着色樹脂を金型のゲートから射出し、次に着色樹脂の射出停止後に透明又は半透明の樹脂を金型のゲートから着色樹脂の内部に射出し、透明又は半透明の樹脂が着色樹脂の流動末端を突き破って該金型の奥側にまで延在するとともに、着色樹脂を突き破った透明又は半透明の樹脂が着色樹脂の流動末端の外側に回り込みするグラデーションが形成された歯ブラシ用ハンドルの成形方法であって、上記透明又は半透明の樹脂が外側に回り込みするグラデーションが形成される部分の断面形状が円形であるようにしたものである。
In the invention of
請求項3の発明は、最初にエラストマーを金型のゲートから該金型の中間部にまで射出し、次にエラストマーの射出停止後に透明又は半透明の樹脂を金型のゲートからエラストマーの内部に射出し、透明又は半透明の樹脂がエラストマーの流動末端を突き破って該金型の奥側にまで延在するとともに、エラストマーを突き破った透明又は半透明の樹脂がエラストマーの流動末端の外側に回り込みするグラデーションが形成された歯ブラシ用ハンドルの成形方法であって、上記透明又は半透明の樹脂が外側に回り込みするグラデーションが形成される部分の断面形状が円形であるようにしたものである。 In the invention of claim 3 , the elastomer is first injected from the mold gate to the middle part of the mold, and then the transparent or translucent resin is injected from the mold gate to the inside of the elastomer after the injection of the elastomer is stopped. When injected, the transparent or translucent resin breaks through the flow end of the elastomer and extends to the back side of the mold, and the transparent or translucent resin that breaks through the elastomer wraps around the flow end of the elastomer. A method for forming a handle for a toothbrush in which gradation is formed, wherein a cross-sectional shape of a portion where a gradation is formed in which the transparent or translucent resin wraps around to the outside is circular.
ここで、透明又は半透明とは、内部が目視できれば良く、有色の透明であっても良い。 Here, transparent or translucent means that the inside can be visually confirmed, and it may be colored and transparent.
(実施例1)(図1〜図3)
図1〜図3は、歯ブラシ用ハンドルたる成形体10を、サンドイッチ射出成形法により射出成形金型1を用いて、下記(1)、(2)の如くに成形する手順を示すものである。ここでサンドイッチ射出成形法とは、2種以上の材料を使用して、1組の金型に対して、その金型の同一のゲートから、2組の射出機構を交互に切り替えたり、2組の射出機構をともに制御することによって材料を射出し、成形する方法である。
Example 1 (FIGS. 1 to 3)
1 to 3 show a procedure for molding a molded
(1)着色樹脂11(成形体10の最も金型1のゲート1A寄りで最外周に出したい樹脂)を金型1のゲート1Aから金型1の中間部にまで射出する(図1(A))。着色樹脂11は、例えばポリエチレンテレフタレート(PET)、ポリスチレン(PS)、アクリルニトリルスチレン(AS)、ポリアクリル(PMMA)、又はポリプロピレン(PP)に着色剤を加えたものを採用できる。
(1) A colored resin 11 (resin that is desired to be put out on the outermost periphery of the
(2)上述(1)の着色樹脂11の射出停止後、透明樹脂(半透明樹脂でも可)12(成形体10の着色樹脂11より流動末端側で外周に出る樹脂)を金型1のゲート1Aから着色樹脂11の内部に射出する。透明樹脂12は着色樹脂11の流動末端を突き破って金型1の最奥部にまで延在する(図1(B)、(C))。
(2) After stopping the injection of the
透明樹脂12は、例えばポリエチレンテレフタレート(PET)、ポリスチレン(PS)、アクリルニトリルスチレン(AS)、ポリアクリル(PMMA)、又はポリプロピレン(PP)を採用できる。
As the
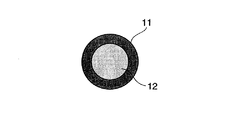
このとき、金型1内でゲート1A寄りの着色樹脂11は、透明樹脂12により金型1の内面に押付けられ(図2)、それよりも流動末端側では、着色樹脂11を突き破った透明樹脂12が着色樹脂11の流動末端の外側に回り込んで金型1の内面に転写する(図3)。
At this time, the
これにより、着色樹脂11と透明樹脂12からなる成形体10が形成される。成形体10は、透明樹脂12が着色樹脂11の内部からその流動末端を突き破ってなり、着色樹脂11を突き破った透明樹脂12が着色樹脂11の末端の外側に回り込む。透明樹脂12が突き破った着色樹脂11の流動末端は、金型1の奥側に向けて長くかつ薄く尖がるように引き伸ばされてその色濃度、色調、光沢を漸次的に淡くする。
Thereby, the
成形体10にあっては、上述(1)、(2)の着色樹脂11の射出終了タイミングと透明樹脂12の射出開始タイミングを適宜変更することにより、着色樹脂11と透明樹脂12の分布形状、特に着色樹脂11の流動末端の形状、ひいては成形体10のグラデーション外観を調整できる。
In the molded
尚、着色樹脂11は、透明樹脂12に着色剤を加えたものに限らず、透明樹脂12と異材質のものでも良い。また、透明樹脂12は有色の透明であっても良く、その色は着色樹脂11の色と異なっていても同じでも良い。
The
本実施例によれば以下の作用効果を奏する。
(a)成形体10を構成する着色樹脂11の内部に透明樹脂12(又は半透明樹脂12)を射出し、透明樹脂12により着色樹脂11の末端を突き破り、着色樹脂11を突き破った透明樹脂12が着色樹脂11の末端の外側に回り込む。従って、成形体10の基端側を着色樹脂11にて形成し、先端側を透明樹脂12にて形成し、基端側と先端側の中間で透明樹脂12が着色樹脂11の外側に回り込んだ部分を基端側から先端側に向けて色濃度を漸次的に淡くする色調の変化を得ることができる。従って、成形体10の外観にグラデーションを形成できる。
According to the present embodiment, the following operational effects can be obtained.
(a) The transparent resin 12 (or translucent resin 12) is injected into the
(b)1台の成形機と1台の金型1を用い、着色樹脂11と透明樹脂12の射出パターンを調整するだけで、成形体10の外観に任意のグラデーションを形成でき、簡易である。
(b) By simply adjusting the injection pattern of the
(c)成形体10の外観でグラデーションを表すためには、透明樹脂12の全光線透過率(光透過度)を10%以上95%以下とすることが好ましい。この全光線透過率を20%以上、更には30%以上にすることにより、透明樹脂12の透明度を増し、グラデーション外観をより鮮明に美しくできる。
(c) In order to express gradation in the appearance of the
(実施例2)(図4〜図6)
図4〜図6は、歯ブラシ用ハンドルたる成形体20を、サンドイッチ射出成形法により射出成形金型1を用いて、下記(1)、(2)の如くに成形する手順を示すものである。ここでサンドイッチ射出成形法とは、2種以上の材料を使用して、1組の金型に対して、その金型の同一のゲートから、2組の射出機構を交互に切り替えたり、ともに制御することによって材料を射出し、成形する方法である。
Example 2 (FIGS. 4 to 6)
FIGS. 4 to 6 show the procedure for molding the molded
(1)エラストマー21(熱可塑性エラストマー)(成形体20の最も金型1のゲート1A寄りで最外周に出る)を金型1のゲート1Aから金型1の中間部にまで射出する(図4(A))。
(1) Elastomer 21 (thermoplastic elastomer) (exposed to the outermost periphery of the molded
(2)上述(1)のエラストマー21の射出停止後、透明樹脂(半透明樹脂でも可)22(成形体20のエラストマー21より流動末端側で外周に出る)を金型1のゲート1Aからエラストマー21の内部に射出する。透明樹脂22はエラストマー21の流動末端を突き破って金型1の最奥部にまで延在する(図4(B))。
(2) After stopping the injection of the
透明樹脂22は、例えばポリエチレンテレフタレート(PET)、ポリスチレン(PS)、アクリルニトリルスチレン(AS)、ポリアクリル(PMMA)、又はポリプロピレン(PP)を採用できる。
As the
このとき、金型1内でゲート1A寄りのエラストマー21は、透明樹脂22により金型1の内面に押付けられ(図5)、それよりも流動末端側では、エラストマー21を突き破った透明樹脂22がエラストマー21の流動末端の外側に回り込んで金型1の内面に転写する(図6)。
At this time, the
これにより、エラストマー21と透明樹脂22からなる成形体20が形成される。成形体20は、透明樹脂22がエラストマー21の内部からその流動末端を突き破ってなり、エラストマー21を突き破った透明樹脂22がエラストマー21の末端の外側に回り込む。透明樹脂22が突き破ったエラストマー21の流動末端は、金型1の奥側に向けて長くかつ薄く尖がるように引き伸ばされてその色濃度、色調、光沢を漸次的に淡くする。
As a result, a molded
成形体20にあっては、上述(1)、(2)のエラストマー21の射出終了タイミングと透明樹脂22の射出開始タイミングを適宜変更することにより、エラストマー21と透明樹脂22の分布形状、特にエラストマー21の流動末端の形状、ひいては成形体20のグラデーション外観を調整できる。
In the molded
尚、エラストマー21は、透明樹脂22は有色の透明であっても良く、その色はエラストマー21の色と異なっていても同じでも良い。
The
本実施例によれば以下の作用効果を奏する。 According to the present embodiment, the following operational effects can be obtained.
(a)成形体20を構成するエラストマー21の内部に透明(又は半透明樹脂22)を射出し、透明樹脂22によりエラストマー21の末端を突き破り、エラストマー21を突き破った透明樹脂22がエラストマー21の末端の外側に回り込む。従って、成形体20の基端側をエラストマー21にて形成し、先端側を透明樹脂22にて形成し、基端側と先端側の中間で透明樹脂22がエラストマー21の外側に回り込んだ部分を基端側から先端側に向けて色濃度を漸次的に淡くする色調の変化を得ることができる。従って、成形体20の外観にグラデーションを形成できる。
(a) A transparent (or translucent resin 22) is injected into the
(b)1台の成形機と1台の金型1を用い、エラストマー21と透明樹脂22の射出パターンを調整するだけで、成形体20の外観に任意のグラデーションを形成でき、簡易である。
(b) By simply adjusting the injection pattern of the
(c)1台の成形機と1個の金型1により、エラストマー21と透明樹脂22からなる成形体20を成形でき、エラストマー21と透明樹脂22がともに高温下で同時成形されるから相互の接着力が高く、エラストマー21の剥離を生じない。
(c) The
(d)1台の成形機と1個の金型1により、複数の成形工程を有することなくため、エラストマー21と透明樹脂22からなる成形体20を低コストで成形できる。
(d) Since one molding machine and one
(e)成形体20が歯ブラシ用ハンドルであるとき、成形体20の基端側の外周はエラストマー21を外層にして滑り止め効果の高い握り部(図4(B)のL1)になり、口の中に入る先端部(図4(B)のL2)はエラストマー21を内層にして唇に触れないようにすることができる。口腔内での使用等を忌避すべきエラストマー21を握り部に用い、これを先端側では包むことによって衛生上の不都合を回避できる。
(e) When the molded
(f)成形体20の外観でグラデーションを表すためには、透明樹脂22の全光線透過率(光透過度)を10%以上95%以下とすることが好ましい。この全光線透過率を20%以上、更には30%以上にすることにより、透明樹脂22の透明度を増し、グラデーション外観をより鮮明に美しくできる。
(f) In order to express gradation in the appearance of the molded
尚、全光線透過率は、2mm厚みの平板を用い、JIS K7361-1測定法により測定する。 The total light transmittance is measured by a JIS K7361-1 measuring method using a 2 mm thick flat plate.
1 金型
1A ゲート
10 成形体
11 着色樹脂
12 透明樹脂
20 成形体
21 エラストマー
22 透明樹脂
1
Claims (4)
次に着色樹脂の射出停止後に透明又は半透明の樹脂を金型のゲートから着色樹脂の内部に射出し、透明又は半透明の樹脂が着色樹脂の流動末端を突き破って該金型の奥側にまで延在するとともに、着色樹脂を突き破った透明又は半透明の樹脂が着色樹脂の流動末端の外側に回り込みするグラデーションが形成された歯ブラシ用ハンドルの成形方法であって、
上記透明又は半透明の樹脂が外側に回り込みするグラデーションが形成される部分の断面形状が円形である、歯ブラシ用ハンドルの成形方法。 First, the colored resin is injected from the gate of the mold,
Next, after the injection of the colored resin is stopped, the transparent or translucent resin is injected from the gate of the mold into the colored resin, and the transparent or translucent resin penetrates the flow end of the colored resin to the back of the mold. A method of forming a handle for a toothbrush in which a gradation is formed in which a transparent or translucent resin that has broken through the colored resin wraps around the outside of the flow end of the colored resin,
A method for forming a handle for a toothbrush, wherein a cross-sectional shape of a portion where a gradation in which the transparent or translucent resin wraps around is formed is circular.
次にエラストマーの射出停止後に透明又は半透明の樹脂を金型のゲートからエラストマーの内部に射出し、透明又は半透明の樹脂がエラストマーの流動末端を突き破って該金型の奥側にまで延在するとともに、エラストマーを突き破った透明又は半透明の樹脂がエラストマーの流動末端の外側に回り込みするグラデーションが形成された歯ブラシ用ハンドルの成形方法であって、
上記透明又は半透明の樹脂が外側に回り込みするグラデーションが形成される部分の断面形状が円形である、歯ブラシ用ハンドルの成形方法。 First, the elastomer is injected from the mold gate to the middle of the mold,
Next, after the injection of the elastomer is stopped, a transparent or translucent resin is injected into the elastomer from the gate of the mold, and the transparent or translucent resin penetrates the flow end of the elastomer and extends to the back side of the mold. And a method of molding a handle for a toothbrush in which a gradation is formed in which a transparent or translucent resin that has penetrated the elastomer wraps around the outside of the fluid end of the elastomer,
A method for forming a handle for a toothbrush, wherein a cross-sectional shape of a portion where a gradation in which the transparent or translucent resin wraps around is formed is circular.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005042931A JP4666587B2 (en) | 2005-02-18 | 2005-02-18 | Toothbrush handle molding method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005042931A JP4666587B2 (en) | 2005-02-18 | 2005-02-18 | Toothbrush handle molding method |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010275643A Division JP4927987B2 (en) | 2010-12-10 | 2010-12-10 | Toothbrush handle molding method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006224547A JP2006224547A (en) | 2006-08-31 |
| JP4666587B2 true JP4666587B2 (en) | 2011-04-06 |
Family
ID=36986304
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005042931A Active JP4666587B2 (en) | 2005-02-18 | 2005-02-18 | Toothbrush handle molding method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4666587B2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10561229B2 (en) | 2015-07-23 | 2020-02-18 | Colgate-Palmolive Company | Oral care implement |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8549691B2 (en) | 2009-12-18 | 2013-10-08 | Colgate-Palmolive Company | Oral care implement having multi-component handle |
| EP3269272B1 (en) † | 2009-12-18 | 2020-09-16 | Colgate-Palmolive Company | Oral care implement having multi-component handle |
| JP2013256085A (en) * | 2012-06-14 | 2013-12-26 | Mitsubishi Pencil Co Ltd | Outer member of writing instrument |
| US9802347B2 (en) | 2015-02-02 | 2017-10-31 | Colgate-Palmolive Company | Method of forming an oral care implement |
| USD777446S1 (en) | 2015-07-23 | 2017-01-31 | Colgate-Palmolive Company | Oral care implement handle |
| JP2020000709A (en) * | 2018-06-29 | 2020-01-09 | サンスター株式会社 | toothbrush |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07327737A (en) * | 1994-06-10 | 1995-12-19 | Sunstar Inc | Toothbrush |
| JP2004114482A (en) * | 2002-09-26 | 2004-04-15 | Toshiba Mach Co Ltd | Two-material molding method in injection molding machine |
| JP2004358835A (en) * | 2003-06-05 | 2004-12-24 | Shimomura Kogyo Kk | Utensil made of resin and its manufacturing method |
-
2005
- 2005-02-18 JP JP2005042931A patent/JP4666587B2/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07327737A (en) * | 1994-06-10 | 1995-12-19 | Sunstar Inc | Toothbrush |
| JP2004114482A (en) * | 2002-09-26 | 2004-04-15 | Toshiba Mach Co Ltd | Two-material molding method in injection molding machine |
| JP2004358835A (en) * | 2003-06-05 | 2004-12-24 | Shimomura Kogyo Kk | Utensil made of resin and its manufacturing method |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10561229B2 (en) | 2015-07-23 | 2020-02-18 | Colgate-Palmolive Company | Oral care implement |
| US11013313B2 (en) | 2015-07-23 | 2021-05-25 | Colgate-Palmolive Company | Oral care implement |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006224547A (en) | 2006-08-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4666587B2 (en) | Toothbrush handle molding method | |
| JP4927987B2 (en) | Toothbrush handle molding method | |
| EP1346808A1 (en) | Sandwich injection molding with breakthrough of the core component and hotrunner co-injection nozzle | |
| CN107920677A (en) | Overmolded low cost tableware | |
| JP4159739B2 (en) | Brush handle | |
| KR20130141959A (en) | Lighting button key and making method of the same | |
| WO2018003355A1 (en) | Method and die for manufacturing decorative molded article | |
| JP2008272943A (en) | Decorative resin molding and its manufacturing method | |
| JP3964125B2 (en) | Gradation molding method and molded body | |
| JP3531390B2 (en) | Manufacturing method of toothbrush | |
| KR20140103408A (en) | Artifical Nail Including Bottom Surface of Three-Dimensional Structure and Manufacturing Method Thereof | |
| JP5500827B2 (en) | Two-color molded tableware with pattern and method for manufacturing the same | |
| JP2000079624A (en) | Production of two-color molded article and its molded article | |
| TW201208851A (en) | Production method for resin molded article, production device for resin molded article, and resin molded article | |
| JP2010005990A (en) | Blow-molded container and molding method | |
| KR100588776B1 (en) | The gradation vessel manufacture equipment | |
| KR20100107199A (en) | Indicator cover for vehice and method for manufacturing the same | |
| TW200633831A (en) | In-mold decoration process | |
| WO2022091844A1 (en) | Model component and model component production method | |
| JP5359158B2 (en) | Decorative resin molded product and method for producing decorative resin molded product | |
| JP3142948U (en) | Tableware with pattern made of transparent resin | |
| KR100348844B1 (en) | Pattern making method of lighting cover | |
| TW200631754A (en) | In-mold decoration process | |
| JP3126778B2 (en) | Multicolor molded article and method for producing the same | |
| KR20030052719A (en) | Artificial nail and method of producing same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080124 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100721 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100727 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100922 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101012 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101210 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110105 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110107 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140121 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4666587 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140121 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |