JP4657927B2 - シールドカン - Google Patents
シールドカン Download PDFInfo
- Publication number
- JP4657927B2 JP4657927B2 JP2005515704A JP2005515704A JP4657927B2 JP 4657927 B2 JP4657927 B2 JP 4657927B2 JP 2005515704 A JP2005515704 A JP 2005515704A JP 2005515704 A JP2005515704 A JP 2005515704A JP 4657927 B2 JP4657927 B2 JP 4657927B2
- Authority
- JP
- Japan
- Prior art keywords
- shield
- pwb
- sections
- upper cover
- solder paste
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000000463 material Substances 0.000 claims description 18
- 238000005452 bending Methods 0.000 claims description 13
- 229910000679 solder Inorganic materials 0.000 description 45
- 238000000034 method Methods 0.000 description 21
- 238000007650 screen-printing Methods 0.000 description 9
- 230000000694 effects Effects 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 6
- 239000002184 metal Substances 0.000 description 6
- 230000004907 flux Effects 0.000 description 5
- 230000008901 benefit Effects 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 4
- 238000005476 soldering Methods 0.000 description 4
- 238000001816 cooling Methods 0.000 description 3
- 239000004033 plastic Substances 0.000 description 3
- 238000007639 printing Methods 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000010953 base metal Substances 0.000 description 1
- 239000003990 capacitor Substances 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 230000003292 diminished effect Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 229910001092 metal group alloy Inorganic materials 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 238000002791 soaking Methods 0.000 description 1
Images







Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K9/00—Screening of apparatus or components against electric or magnetic fields
- H05K9/0007—Casings
- H05K9/002—Casings with localised screening
- H05K9/0022—Casings with localised screening of components mounted on printed circuit boards [PCB]
- H05K9/0024—Shield cases mounted on a PCB, e.g. cans or caps or conformal shields
- H05K9/003—Shield cases mounted on a PCB, e.g. cans or caps or conformal shields made from non-conductive materials comprising an electro-conductive coating
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K9/00—Screening of apparatus or components against electric or magnetic fields
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistor
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits
- H05K3/34—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits by soldering
- H05K3/341—Surface mounted components
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/0284—Details of three-dimensional rigid printed circuit boards
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/03—Use of materials for the substrate
- H05K1/0393—Flexible materials
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/09—Shape and layout
- H05K2201/09009—Substrate related
- H05K2201/09018—Rigid curved substrate
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/10—Details of components or other objects attached to or integrated in a printed circuit board
- H05K2201/10227—Other objects, e.g. metallic pieces
- H05K2201/10371—Shields or metal cases
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Engineering & Computer Science (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Manufacturing & Machinery (AREA)
- Shielding Devices Or Components To Electric Or Magnetic Fields (AREA)
Description
この方法は、シリンジを利用するのと非常によく似ている。ハンダペーストは、わずかに加圧され、チューブ端から提供される。この方法の利点として、例えば、ハンダペーストには密閉容器(closed container for the solder paste)を利用するので、ハンダ汚染をわずかなものとすることができる点がある。他の利点には、チューブは特殊な形状を有する地点にまで達することができる一方で、比較的安価な方法である点が含まれる。この方法の不利な点には、PWBに正確な量のハンダペーストを使用することが非常に困難であり、それゆえに比較的低速な方法となってしまう点が含まれる。
この方法が利用される場合、ダルピンはハンダペーストに浸され、ピンの端部はPWB上に押し当てられる。ハンダペーストの量は、ピンの大きさ及び形状に直接比例する。この方法の利点は、ピンのアレイ全体をボート上に同時に降ろすことができるので、高速な点である。
スクリーン・プリンティングは、正確に、かつ、予め定められた厚みを有するハンダペーストの層を形成することができる点で、ハンダペーストの使用において素晴らしい結果をもたらす方法である。スクリーン・プリンティングのステンシルは、ポリエステル或いは金属の細かいメッシュでできている。スクリーン・プリンティングのステンシルはPWBのわずかに上に配置され、ハンダペーストがステンシルを通ってPWB上に提供されるような圧力がかかるように、スキージー(squeegee)がステンシル上に被せられる。スキージーは、金属製又はゴム製であってもよい。もしゴム製である場合には、PWBの異なる位置に異なる量のハンダペーストを提供することができる。しかしながら、頻繁に研ぐ必要がある。
−ステンシル・プリンティング
この方法は、スクリーン・プリンティングと非常に似ている。違うのは、ステンシルは弾力性が無いために、PWBと接触して配置されることである。ステンシル・プリンティングは、ほとんどの場合、ピッチの細かい装置(fine-pitch devices)について利用される。これは、大量生産品に最適な方法である。
Claims (5)
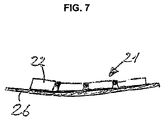
- 電子装置のPWB(プリント配線基板)(6、26)上の電子部品をシールドするための、曲がり易いように相互に連結される複数のセクション(2、22)に分割されたシールドカン(1、21)であって、
前記シールドカン(1、21)の前記複数のセクション(2、22)は、前記シールドカンをPWB上に設置する際に、該シールドカンが該PWBの非平面性に追従するように、前記セクションの材料よりも曲がりやすい可撓性材料からなるフレキシブル要素(7、27)により相互接続されていることを特徴とするシールドカン。 - 前記シールドカン(1、21)のセクション(2、22)のそれぞれは、上部カバー部(3、23)及び下方に伸びる側壁(4、24)を備えることを特徴とする請求項1に記載のシールドカン。
- 電子装置のPWB(プリント配線基板)(16、26)上の電子部品をシールドするための、曲がり易いようにヒンジの形式によって相互に連結される複数のセクション(12、22)に分割されたシールドカン(11、21)であって、
前記シールドカン(11、21)は、共通の上部カバー部(13、23)、下方に伸びる側壁(14、24)とを備え、前記シールドカンをPWB上に設置する際に、該シールドカンが該PWBの非平面性に追従するように、前記上部カバー部(13、23)は互いに連結される複数のセクション(12、22)に分割され、前記側壁(14、24)は互いに接続されていないことを特徴とするシールドカン。 - 電子装置のPWB(プリント配線基板)(16、26)上の電子部品をシールドするための、曲がり易いように相互に連結される複数のセクション(12、22)に分割されたシールドカン(11、21)であって、
前記シールドカン(11、21)は、共通の上部カバー部(13、23)、下方に伸びる側壁(14、24)とを備え、前記シールドカンをPWB上に設置する際に、該シールドカンが該PWBの非平面性に追従するように、前記上部カバー部(13、23)は互いに連結される複数のセクション(12、22)に分割され、前記側壁(14、24)は互いに接続されておらず、
前記上部カバー部(13)は、一体的に形成され、かつ、前記複数のセクション(12)間の材料の厚みが減じられていることを特徴とするシールドカン。 - 前記シールドカン(1、11、21)の各セクション(2、12、22)の幅は、基準となるセクションの幅の整数倍により定められることを特徴とする請求項1乃至4のいずれか1項に記載のシールドカン。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP03388007 | 2003-02-07 | ||
| EP03388024A EP1445998B1 (en) | 2003-02-07 | 2003-04-25 | A shield can for shielding electronic components on a PWB |
| US46775403P | 2003-05-02 | 2003-05-02 | |
| PCT/EP2003/014798 WO2004071144A1 (en) | 2003-02-07 | 2003-12-19 | A shield can for shielding electronic components on a pwb |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2006514442A JP2006514442A (ja) | 2006-04-27 |
| JP2006514442A5 JP2006514442A5 (ja) | 2008-03-27 |
| JP4657927B2 true JP4657927B2 (ja) | 2011-03-23 |
Family
ID=32853969
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005515704A Expired - Fee Related JP4657927B2 (ja) | 2003-02-07 | 2003-12-19 | シールドカン |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP4657927B2 (ja) |
| KR (1) | KR20060037236A (ja) |
| AU (1) | AU2003298234A1 (ja) |
| BR (1) | BR0318090A (ja) |
| WO (1) | WO2004071144A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014220397A (ja) * | 2013-05-09 | 2014-11-20 | 富士通株式会社 | シールド部品および電子装置 |
| KR102286337B1 (ko) | 2014-10-17 | 2021-08-04 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 전자파 차폐 구조물과 방열패드 및 이들을 포함하는 전자회로기판 조립체 |
| CA3031668C (en) | 2016-07-26 | 2023-06-13 | General Cable Technologies Corporation | Cable having shielding tape with conductive shielding segments |
| US10517198B1 (en) | 2018-06-14 | 2019-12-24 | General Cable Technologies Corporation | Cable having shielding tape with conductive shielding segments |
| CN113766822A (zh) * | 2021-10-28 | 2021-12-07 | 维沃移动通信有限公司 | 一种电路板组件和电子设备 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5811050A (en) * | 1994-06-06 | 1998-09-22 | Gabower; John F. | Electromagnetic interference shield for electronic devices |
| US5608188A (en) * | 1994-09-02 | 1997-03-04 | Motorola, Inc. | Multi compartment electromagnetic energy shield |
| US5566055A (en) * | 1995-03-03 | 1996-10-15 | Parker-Hannifin Corporation | Shieled enclosure for electronics |
| DE29612557U1 (de) * | 1996-07-19 | 1996-09-12 | Nokia Mobile Phones Ltd., Salo | Abschirmeinrichtung gegen elektromagnetische Strahlung |
| WO2002052916A1 (en) * | 2000-12-21 | 2002-07-04 | Shielding For Electronics, Inc. | Emi and rfi containment enclosure for electronic devices |
-
2003
- 2003-12-19 KR KR1020057014374A patent/KR20060037236A/ko active IP Right Grant
- 2003-12-19 AU AU2003298234A patent/AU2003298234A1/en not_active Abandoned
- 2003-12-19 JP JP2005515704A patent/JP4657927B2/ja not_active Expired - Fee Related
- 2003-12-19 WO PCT/EP2003/014798 patent/WO2004071144A1/en active Application Filing
- 2003-12-19 BR BR0318090-5A patent/BR0318090A/pt not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006514442A (ja) | 2006-04-27 |
| WO2004071144A1 (en) | 2004-08-19 |
| AU2003298234A1 (en) | 2004-08-30 |
| KR20060037236A (ko) | 2006-05-03 |
| BR0318090A (pt) | 2005-12-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109310012B (zh) | 一种钢网及使用该钢网的手工回流焊接方法 | |
| US8338715B2 (en) | PCB with soldering pad projections forming fillet solder joints and method of production thereof | |
| US4836435A (en) | Component self alignment | |
| TWI548046B (zh) | 電路板及其製造方法 | |
| US5172852A (en) | Soldering method | |
| US8962388B2 (en) | Method and apparatus for supporting a computer chip on a printed circuit board assembly | |
| US20060139902A1 (en) | Double-sided component-mounted circuit board and method for manufacturing the same | |
| JP4657927B2 (ja) | シールドカン | |
| WO2005122655A2 (en) | Pcb including a star shaped through-hole solder pad | |
| US20050254224A1 (en) | Method for attaching a shield can to a pcb and a shield can therefor | |
| EP1445999B1 (en) | A method of providing a PWB with a shield can and a PWB therefor | |
| JP4274264B2 (ja) | モジュールの製造方法 | |
| JP2001156488A (ja) | シールドケース付き電子部品及びその製造方法 | |
| JPH07131139A (ja) | 電子部品用配線基板 | |
| EP0245713B1 (en) | Solder pads for use on printed circuit boards | |
| EP1445998B1 (en) | A shield can for shielding electronic components on a PWB | |
| JP4273918B2 (ja) | モジュールの製造方法 | |
| US20060067062A1 (en) | Electronic apparatus incorporating printed circuit board with grounding land | |
| US7726239B2 (en) | Controlled deposition of printing material | |
| EP1446000B1 (en) | A shield can for shielding electronic components on a PWB | |
| CN110351962A (zh) | 一种二次过孔回流焊方法 | |
| EP1558066A1 (en) | Providing differentiated levels of solder paste on a circuit board | |
| GB2258183A (en) | Solder mask defined printed circuit board | |
| JP7551235B2 (ja) | 電子装置の製造方法とその方法に用いられるプリント配線基板 | |
| JP2503911B2 (ja) | プリント配線板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071107 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20080206 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080328 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20080818 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081217 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20090119 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20090206 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101109 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101222 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140107 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |