JP4619677B2 - 非接触測定システム及び方法 - Google Patents
非接触測定システム及び方法 Download PDFInfo
- Publication number
- JP4619677B2 JP4619677B2 JP2004090859A JP2004090859A JP4619677B2 JP 4619677 B2 JP4619677 B2 JP 4619677B2 JP 2004090859 A JP2004090859 A JP 2004090859A JP 2004090859 A JP2004090859 A JP 2004090859A JP 4619677 B2 JP4619677 B2 JP 4619677B2
- Authority
- JP
- Japan
- Prior art keywords
- image
- laser beam
- complex part
- span
- intensity value
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/24—Measuring arrangements characterised by the use of optical techniques for measuring contours or curvatures
- G01B11/25—Measuring arrangements characterised by the use of optical techniques for measuring contours or curvatures by projecting a pattern, e.g. one or more lines, moiré fringes on the object
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06T—IMAGE DATA PROCESSING OR GENERATION, IN GENERAL
- G06T7/00—Image analysis
- G06T7/50—Depth or shape recovery
- G06T7/521—Depth or shape recovery from laser ranging, e.g. using interferometry; from the projection of structured light
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Computer Vision & Pattern Recognition (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Theoretical Computer Science (AREA)
- Length Measuring Devices By Optical Means (AREA)
- Image Analysis (AREA)
Description
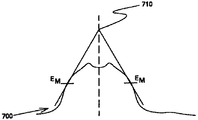
EM = EP +(EMax−EP)/2
に従って計算される。
y = ai(x−xi)3+ bi(x−xi)2+ ci(x−xi)+ di
により定義される区分的多項式回帰の一形態である。ai、bi、ci、diの値は曲線を判定する。
Claims (8)
- 複雑部品(15)の非接触測定方法において、
少なくとも1つの撮影装置(11)を使用して、複雑部品上に当てられたレーザ光線を含めて複雑部品の画像を収集する段階と、
前記画像のうち、レーザ光線の像を含む関心スパンを特定する段階と、
前記関心スパン内の複数の行は、各々の行が複数のピクセルを含み、前記複数の行を列方向に走査して、前記関心スパンからレーザ光線の像が存在する領域を列ごとに抽出する段階と、
前記抽出した領域の各々について、各画素の強さ値から輝度分布を生成する段階と、
前記複数の輝度分布の各々について、立ち上がり強さ値ポイント、最大強さ値ポイント及び立ち下がり強さ値ポイントを識別する段階と、
立ち上がり強さ値ポイントの強さ値と立ち下がり強さ値ポイントの強さ値の平均値であるフート強さ値を計算する段階と、
前記最大強さ値ポイントの強さ値と前記フート強さ値を使用して、前記複数の輝度分布の各々について、前記レーザ光線の像のユニークポイントを抽出する段階と、
を含み、
前記撮影装置はカメラであり、
前記収集する過程は、複数の撮影装置から、複雑部品の対応する複数のビューから成る複数の画像を収集することを含み、
前記収集する過程は、前記複雑部品が固定されているときに、前記複雑部品の周囲で前記撮影装置を移動させることにより、前記複雑部品の複数の画像を収集することを含み、
前記複数のユニークポイントを抽出する段階は、
複数の輝度分布の各々について、中間強さ値ポイントの強さ値をEMとし、フート強さ値をEPとし、最大強さ値ポイントの強さ値をEMaxとするとき、式
EM = EP+(EMax−EP)/2
に従って、中間強さ値ポイントを生成することと、
複数の輝度分布の各々について、立ち上がり側及び立ち下がり側における中間強さ値ポイントを通る2本の接線を3次式近似当てはめを使用して追跡することと、
複数の輝度分布の各々について、前記2本の接線の交点を求めて前記レーザ光線の像のユニークポイントとして定義することとを更に含む方法。 - 複数のユニークポイントを使用して、検査のために使用される複雑部品の表面の3次元(3D)表現を再構成することを更に含む請求項1記載の方法。
- 前記特定する過程は、
画像を、各々が対応する複数の強さ値を有する複数の画素からそれぞれ構成される複数のセクションに分割することと、
前記複数のセクションの各々における各画素の強さ値の和を計算して、強さ値の和の分布を検出することと、
前記強さ値の和の分布を使用して、レーザ光線の像を含む関心スパンを特定することとを含む請求項1記載の方法。 - 前記複数のセクションの各々は矩形セクションである請求項3記載の方法。
- 複雑部品の非接触測定システムにおいて、
複雑部品から所定の距離に位置決めされ、複雑部品上に当てられたレーザ光線を含む複雑部品の画像を収集するように構成された少なくとも1つの撮影装置と、
前記撮影装置に結合され、画像を受信し、更に、
前記画像のうち、レーザ光線の像を含む関心スパンを特定し、
前記関心スパン内の複数の行は、各々の行が複数のピクセルを含み、前記複数の行を列方向に走査して、前記関心スパンからレーザ光線の像が存在する領域を列ごとに抽出し、
前記抽出した領域の各々について、各画素の強さ値から輝度分布を生成し、
前記複数の輝度分布の各々について、立ち上がり強さ値ポイント、最大強さ値ポイント及び立ち下がり強さ値ポイントを識別し、
立ち上がり強さ値ポイントの強さ値と立ち下がり強さ値ポイントの強さ値の平均値であるフート強さ値を計算し、
前記最大強さ値ポイントの強さ値と前記フート強さ値を使用して、前記複数の輝度分布の各々について、前記レーザ光線の像のユニークポイントを抽出するように構成された少なくとも1つのプロセッサ(18)とを具備し、
前記プロセッサは、
複数の輝度分布の各々について、中間強さ値ポイントの強さ値をEMとし、フート強さ値をEPとし、最大強さ値ポイントの強さ値をEMaxとするとき、式
EM = EP+(EMax−EP)/2
に従って、中間強さ値ポイントを生成することと、
複数の輝度分布の各々について、立ち上がり側及び立ち下がり側における中間強さ値ポイントを通る2本の接線を3次式近似当てはめを使用して追跡することと、
複数の輝度分布の各々について、前記2本の接線の交点を求めて前記レーザ光線の像のユニークポイントとして定義するように構成されているシステム。 - 前記プロセッサは、複数のユニークポイントを使用して、検査のために使用される複雑部品の表面の3次元(3D)表現を再構成するように更に構成されている請求項5記載のシステム。
- 前記プロセッサが関心スパンを判定することは、
画像を、各々が対応する複数の強さ値を有する複数の画素からそれぞれ構成される複数のセクションに分割することと、
前記複数のセクションの各々における各画素の強さ値の和を計算して、強さ値の和の分布を検出することと、
前記強さ値の和の分布を使用して、レーザ光線の像を含む関心スパンを特定することとを含む請求項5記載のシステム。 - 複数のセクションの各々は矩形セクションである請求項7記載のシステム。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/249,279 US7257248B2 (en) | 2003-03-27 | 2003-03-27 | Non-contact measurement system and method |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2004294439A JP2004294439A (ja) | 2004-10-21 |
| JP2004294439A5 JP2004294439A5 (ja) | 2007-05-10 |
| JP4619677B2 true JP4619677B2 (ja) | 2011-01-26 |
Family
ID=32867824
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004090859A Expired - Fee Related JP4619677B2 (ja) | 2003-03-27 | 2004-03-26 | 非接触測定システム及び方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US7257248B2 (ja) |
| EP (1) | EP1467318A3 (ja) |
| JP (1) | JP4619677B2 (ja) |
| CN (1) | CN100442012C (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7693325B2 (en) | 2004-01-14 | 2010-04-06 | Hexagon Metrology, Inc. | Transprojection of geometry data |
| US7983470B2 (en) * | 2005-11-14 | 2011-07-19 | Precitec Vision Gmbh & Co. Kg | Method and device for assessing joins of workpieces |
| US7383152B1 (en) * | 2006-01-10 | 2008-06-03 | Alliant Techsystems Inc. | Non-contact deviation measurement system |
| US20090295796A1 (en) * | 2008-05-29 | 2009-12-03 | Brown Clayton D | Method of updating a model |
| US8619263B2 (en) * | 2010-01-06 | 2013-12-31 | Panasonic Corporation | Film thickness measuring apparatus using interference and film thickness measuring method using interference |
| CN103852031B (zh) * | 2012-11-28 | 2018-06-01 | 联想(北京)有限公司 | 一种电子设备及测量物体形状的方法 |
| CN114746905A (zh) * | 2019-11-27 | 2022-07-12 | 特里纳米克斯股份有限公司 | 通过显示器的深度测量 |
| CN115246610B (zh) * | 2021-09-10 | 2023-11-17 | 菱王电梯有限公司 | 一种电梯轿厢倾斜检测方法及系统、电梯 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5993292A (ja) * | 1982-11-17 | 1984-05-29 | エヌ・ティ・ティ・アドバンステクノロジ株式会社 | ロボツト用計測ヘツド |
| JPS61709A (ja) * | 1984-06-14 | 1986-01-06 | Toshiba Corp | 太陽センサ |
| JPS62238815A (ja) * | 1986-04-03 | 1987-10-19 | Toray Ind Inc | 衣料用ポリエステル繊維 |
| JPH09145315A (ja) * | 1995-11-28 | 1997-06-06 | Mitsubishi Heavy Ind Ltd | コイル位置・形状認識装置 |
| JPH102711A (ja) * | 1996-06-18 | 1998-01-06 | Minolta Co Ltd | 3次元計測装置 |
| JPH10283482A (ja) * | 1997-04-03 | 1998-10-23 | Toshiba Corp | 移動目標検出装置及び検出方法 |
| JP2000275024A (ja) * | 1999-03-25 | 2000-10-06 | Minolta Co Ltd | 3次元入力装置 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4525858A (en) * | 1983-01-03 | 1985-06-25 | General Electric Company | Method and apparatus for reconstruction of three-dimensional surfaces from interference fringes |
| US4593967A (en) * | 1984-11-01 | 1986-06-10 | Honeywell Inc. | 3-D active vision sensor |
| US4819197A (en) * | 1987-10-01 | 1989-04-04 | Canadian Patents And Development Limited-Societe Canadienne Des Brevets Et D'exploitation Limitee | Peak detector and imaging system |
| FR2685764B1 (fr) * | 1991-12-30 | 1995-03-17 | Kreon Ind | Capteur optique compact et a haute resolution pour l'analyse de formes tridimensionnelles. |
| US5565870A (en) * | 1993-06-28 | 1996-10-15 | Nissan Motor Co., Ltd. | Radar apparatus with determination of presence of target reflections |
| US5396331A (en) * | 1993-08-10 | 1995-03-07 | Sanyo Machine Works, Ltd. | Method for executing three-dimensional measurement utilizing correctively computing the absolute positions of CCD cameras when image data vary |
| US5661667A (en) * | 1994-03-14 | 1997-08-26 | Virtek Vision Corp. | 3D imaging using a laser projector |
| CA2144793C (en) * | 1994-04-07 | 1999-01-12 | Lawrence Patrick O'gorman | Method of thresholding document images |
| US6044170A (en) | 1996-03-21 | 2000-03-28 | Real-Time Geometry Corporation | System and method for rapid shape digitizing and adaptive mesh generation |
| US5988862A (en) * | 1996-04-24 | 1999-11-23 | Cyra Technologies, Inc. | Integrated system for quickly and accurately imaging and modeling three dimensional objects |
| WO2000003308A2 (en) * | 1998-07-10 | 2000-01-20 | Kansas State University Research Foundation | Particle image velocimetry apparatus and methods |
| US6097849A (en) * | 1998-08-10 | 2000-08-01 | The United States Of America As Represented By The Secretary Of The Navy | Automated image enhancement for laser line scan data |
| US6556307B1 (en) * | 1998-09-11 | 2003-04-29 | Minolta Co., Ltd. | Method and apparatus for inputting three-dimensional data |
| US6539106B1 (en) * | 1999-01-08 | 2003-03-25 | Applied Materials, Inc. | Feature-based defect detection |
| US6259519B1 (en) * | 1999-08-31 | 2001-07-10 | Intelligent Machine Concepts, L.L.C. | Method of determining the planar inclination of a surface |
| US6539330B2 (en) * | 2000-07-19 | 2003-03-25 | Pentax Corporation | Method and apparatus for measuring 3-D information |
| JP2003075137A (ja) * | 2001-09-04 | 2003-03-12 | Minolta Co Ltd | 撮影システム並びにそれに用いられる撮像装置および3次元計測用補助ユニット |
| FI112279B (fi) * | 2001-11-21 | 2003-11-14 | Mapvision Oy Ltd | Menetelmä vastinpisteiden määrittämiseksi |
| US6925722B2 (en) * | 2002-02-14 | 2005-08-09 | Faro Technologies, Inc. | Portable coordinate measurement machine with improved surface features |
-
2003
- 2003-03-27 US US10/249,279 patent/US7257248B2/en not_active Expired - Fee Related
-
2004
- 2004-03-26 EP EP04251829A patent/EP1467318A3/en not_active Withdrawn
- 2004-03-26 CN CNB2004100312616A patent/CN100442012C/zh not_active Expired - Fee Related
- 2004-03-26 JP JP2004090859A patent/JP4619677B2/ja not_active Expired - Fee Related
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5993292A (ja) * | 1982-11-17 | 1984-05-29 | エヌ・ティ・ティ・アドバンステクノロジ株式会社 | ロボツト用計測ヘツド |
| JPS61709A (ja) * | 1984-06-14 | 1986-01-06 | Toshiba Corp | 太陽センサ |
| JPS62238815A (ja) * | 1986-04-03 | 1987-10-19 | Toray Ind Inc | 衣料用ポリエステル繊維 |
| JPH09145315A (ja) * | 1995-11-28 | 1997-06-06 | Mitsubishi Heavy Ind Ltd | コイル位置・形状認識装置 |
| JPH102711A (ja) * | 1996-06-18 | 1998-01-06 | Minolta Co Ltd | 3次元計測装置 |
| JPH10283482A (ja) * | 1997-04-03 | 1998-10-23 | Toshiba Corp | 移動目標検出装置及び検出方法 |
| JP2000275024A (ja) * | 1999-03-25 | 2000-10-06 | Minolta Co Ltd | 3次元入力装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004294439A (ja) | 2004-10-21 |
| CN100442012C (zh) | 2008-12-10 |
| EP1467318A3 (en) | 2008-07-02 |
| EP1467318A2 (en) | 2004-10-13 |
| US7257248B2 (en) | 2007-08-14 |
| US20040190764A1 (en) | 2004-09-30 |
| CN1542403A (zh) | 2004-11-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Powell et al. | Comparing curved-surface range image segmenters | |
| CN108460760B (zh) | 一种基于生成式对抗网络的桥梁裂缝图像判别修复方法 | |
| Amir et al. | High precision laser scanning of metallic surfaces | |
| US20090192730A1 (en) | Damage Detection Apparatus, Damage Detection Method and Recording Medium | |
| JP2006098152A (ja) | 欠陥検出装置および欠陥検出方法 | |
| KR20170078723A (ko) | 볼륨 이미지 레코드로부터의 국부적 품질 측정들의 결정 | |
| JP2010525364A (ja) | ビジョンシステム装置内での散乱光量を測定するための方法と装置 | |
| CN104024793A (zh) | 形状检查方法及其装置 | |
| JP4619677B2 (ja) | 非接触測定システム及び方法 | |
| CN113888531B (zh) | 混凝土表面缺陷检测方法、装置、电子设备及存储介质 | |
| CN111369484B (zh) | 钢轨廓形检测方法及装置 | |
| CN110823106B (zh) | 一种基于激光连续波调制原理的平板玻璃质量检测方法 | |
| JP2005524828A (ja) | 測定システムにおける方法と装置 | |
| CN116007504A (zh) | 基于图像技术的裂缝检测模块、装置和计算机设备 | |
| CN104515473A (zh) | 一种漆包线直径的在线检测方法 | |
| CN111369533B (zh) | 基于偏振图像融合的钢轨廓形检测方法及装置 | |
| KR20150028362A (ko) | 패턴 계측 장치, 자기 조직화 리소그래피에 사용되는 고분자 화합물의 평가 방법 및 컴퓨터 프로그램 | |
| US20200284576A1 (en) | State determination apparatus, state determination method, and computer-readable recording medium | |
| KR101865434B1 (ko) | 조사될 대상물에 있는 구조의 위치를 x-선 컴퓨터 단층 촬영기로 결정하는 방법 및 평가 장치 | |
| CN116883623A (zh) | 基于三维激光点云扫描技术的桥面粗糙度模型确定方法 | |
| CN115307576B (zh) | 一种结构光测量中的阶梯边界补偿方法及装置 | |
| Staniek | Neural networks in stereo vision evaluation of road pavement condition | |
| Hao et al. | An Image-Based Hairline Crack Identification Method for Metal Parts | |
| JP2004294439A5 (ja) | ||
| Molder et al. | Adaptively undersampled image processing for fast multiline laser detection |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070315 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070315 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091117 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20100212 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20100212 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20100212 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20100218 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100406 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100615 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100720 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101005 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101027 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131105 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |