JP4612397B2 - 多段ストローとその成形装置、成形方法 - Google Patents
多段ストローとその成形装置、成形方法 Download PDFInfo
- Publication number
- JP4612397B2 JP4612397B2 JP2004326471A JP2004326471A JP4612397B2 JP 4612397 B2 JP4612397 B2 JP 4612397B2 JP 2004326471 A JP2004326471 A JP 2004326471A JP 2004326471 A JP2004326471 A JP 2004326471A JP 4612397 B2 JP4612397 B2 JP 4612397B2
- Authority
- JP
- Japan
- Prior art keywords
- straw
- molding
- multistage
- groove
- disk
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images








Landscapes
- Table Devices Or Equipment (AREA)
Description
(実施例)
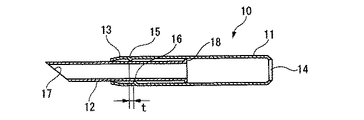
1. ポリプロピレン製の外管(外径6.0mm)厚み0.25mmを使用し、図5に示す構造の成形円盤(すり合せ歯車歯先円内径5.0mm、中心軸方向のずれ0.5mm)を使用して、130℃に加熱した。速度は800本/分で行い、円周方向に深さ0.3mmの溝が付与できた。図8A及び図8Bに溝近傍の外管断面図を示す。なお、図8A及び図8Bは、それぞれ図3AのI−I断面図及びII−II断面図である。上溝と下溝との間隔は外管の長尺方向に0.3mmであった。
2.速度1000本/分では、150℃に加熱したところ、深さ0.3mmの溝が付与ができた。
3. ポリプロピレン製の外管(外径5.0mm)厚み0.25mmを使用し、図5に示す構造の歯車(すり合せ歯車歯先円内径5.0mm、中心軸方向のずれ0.5mm)を使用して、130℃に加熱した。速度は800本/分で行い、円周方向に深さ0.25mmの溝が付与できた。上溝と下溝との間隔は外管の長尺方向に0.3mmであった。
1. ポリプロピレン製の外管(外径6.0mm)厚み0.25mmを使用し、平行に深さ0.3mm、長さ4mmの溝からなるストッパー部を有する外管。図9にストッパー部の断面図を示す。
2.ポリプロピレン製の外管(外径6.0mm)厚み0.25mmを使用し、連続した円周上に深さ0.3mmの溝からなるストッパー部を有する外管。図10にストッパー部の断面図を示す。

Claims (6)
- 互いに径の異なる複数のストローブロックから構成され、これらストローブロックを互いに擦動可能に挿入し、全長を伸縮可能にした多段ストローの製造装置であって、
溝状のストッパー部が形成される前記ストローブロックの直径よりも小さい内径を持つ半円周状の成形刃が多数形成された第1の成形円盤と第2の成形円盤とを、互いに中心軸が平行でかつ中心軸方向に一定間隔でずらして配置し、前記第1の成形円盤の成形刃と前記第2の成形円盤の成形刃とが互いに対向して前記ストローブロックを挟むことにより、前記ストローブロックの周面に、溝を前記ストローブロックの長尺方向に互いに一定間隔を空けて半円周状に対向させて形成することを特徴とする多段ストローの製造装置。 - 前記成形刃の内径は、前記ストローブロックの外径よりも10〜30%小さく形成されていることを特徴とする請求項1に記載の多段ストローの製造装置。
- 前記第1の成形円盤の成形刃と前記第2の成形円盤の中心軸方向のずれは0.2〜3.0mmの範囲であることを特徴とする請求項1または2に記載の多段ストローの製造装置。
- 請求項1ないし3のいずれか1項に記載の多段ストローの製造装置により製造された、溝が前記ストローブロックの長尺方向に互いに一定間隔を空けて半円周状に対向して形成されたことを特徴とする多段ストロー。
- 前記溝は互いに0.2〜2.0mmの間隔を空けて形成されたことを特徴とする請求項4に記載の多段ストロー。
- 互いに径の異なる複数のストローブロックから構成され、これらストローブロックを互いに擦動可能に挿入し、全長を伸縮可能にした多段ストローの製造方法であって、
溝状のストッパー部が形成される前記ストローブロックの直径よりも小さい内径を持つ半円周状の成形刃が多数形成された第1の成形円盤と第2の成形円盤とを、互いに中心軸が平行でかつ中心軸方向に一定間隔でずらして配置し、前記第1の成形円盤の成形刃と前記第2の成形円盤の成形刃とが互いに対向して前記ストローブロックを挟むことにより、前記ストローブロックの周面に、溝を前記ストローブロックの長尺方向に互いに一定間隔を空けて半円周状に対向させて形成することを特徴とする多段ストローの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004326471A JP4612397B2 (ja) | 2004-11-10 | 2004-11-10 | 多段ストローとその成形装置、成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004326471A JP4612397B2 (ja) | 2004-11-10 | 2004-11-10 | 多段ストローとその成形装置、成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006136386A JP2006136386A (ja) | 2006-06-01 |
| JP4612397B2 true JP4612397B2 (ja) | 2011-01-12 |
Family
ID=36617567
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004326471A Expired - Fee Related JP4612397B2 (ja) | 2004-11-10 | 2004-11-10 | 多段ストローとその成形装置、成形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4612397B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110730296B (zh) * | 2013-04-30 | 2022-02-11 | 索尼公司 | 图像处理装置、图像处理方法及计算机可读介质 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0513545Y2 (ja) * | 1985-08-29 | 1993-04-09 | ||
| JP3380207B2 (ja) * | 2000-03-23 | 2003-02-24 | 昭和電工プラスチックプロダクツ株式会社 | 多段式ストローの製造装置および製造方法 |
-
2004
- 2004-11-10 JP JP2004326471A patent/JP4612397B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006136386A (ja) | 2006-06-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN105102050B (zh) | 用于导管的吹塑模制包装 | |
| CN209270582U (zh) | 导引器用鞘及导引器 | |
| US3194468A (en) | Plastic drinking cups | |
| USD980427S1 (en) | Expandable medical device | |
| JP2018011954A (ja) | 構造が改良されたストロー | |
| US8506283B1 (en) | Tamale maker | |
| US6685103B2 (en) | Straw tube, and apparatus and method for producing the same | |
| JP4612397B2 (ja) | 多段ストローとその成形装置、成形方法 | |
| EP2392236B1 (en) | Paper cup with attached handle | |
| US12324883B2 (en) | Expandable balloon sheaths | |
| JP3221962U (ja) | 木製中空パイプの成型機 | |
| US20060065757A1 (en) | Safety Straw TM | |
| JP3380219B2 (ja) | ストロー管、その製造装置および製造方法 | |
| JP5498235B2 (ja) | 飲料用缶体 | |
| JP5713700B2 (ja) | 蛇腹式伸縮ストロー | |
| JPS59141957A (ja) | 留置カテ−テルおよびその製造方法 | |
| KR200432436Y1 (ko) | 구강 보호용 빨대 | |
| USD1045075S1 (en) | Outer sheath | |
| USD885577S1 (en) | Expandable medical device | |
| US20200069095A1 (en) | Edible straw | |
| CN115736808A (zh) | 一种可视输尿管镜扩张球囊 | |
| CN221673140U (zh) | 乳突带、乳突球囊及乳突球囊导管 | |
| KR20110006941A (ko) | 티막대를 구비한 일회용 종이컵 및 그 제조방법 | |
| JP2004001877A (ja) | 紙製飲料容器 | |
| CN205652577U (zh) | 食品袋 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20070529 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070912 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100728 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100921 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101015 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131022 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4612397 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |