JP4491996B2 - 溶融部温度をフィードバック制御する溶接制御装置及び溶接制御方法 - Google Patents
溶融部温度をフィードバック制御する溶接制御装置及び溶接制御方法 Download PDFInfo
- Publication number
- JP4491996B2 JP4491996B2 JP2001205169A JP2001205169A JP4491996B2 JP 4491996 B2 JP4491996 B2 JP 4491996B2 JP 2001205169 A JP2001205169 A JP 2001205169A JP 2001205169 A JP2001205169 A JP 2001205169A JP 4491996 B2 JP4491996 B2 JP 4491996B2
- Authority
- JP
- Japan
- Prior art keywords
- temperature
- welding
- blowholes
- melted
- melting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images







Landscapes
- Welding Or Cutting Using Electron Beams (AREA)
- Laser Beam Processing (AREA)
Description
【発明の属する技術分野】
本発明は、レーザ、アーク及び電子ビームにより溶接する際に被溶接材の溶融部温度をフィードバック制御する溶接制御装置及び溶接制御方法に関する。
【0002】
【従来の技術】
パルス状レーザ溶接において、被溶接材の溶融部温度をリアルタイムで検出してこれらの検出値を溶接制御部にフィードバックして溶融部温度を制御する溶接温度制御方法が、特開平2000−218383号に記載されている。上記溶接温度制御方法においては、適切な溶接状態が得られるときの温度を標準温度として制御部に予め設定しておき、赤外線センサにより溶接溶融部温度をリアルタイムで検出して、検出したこの温度が予め設定してあった標準温度と一致するように、または標準温度範囲内に保持されるように、レーザ発生器の出力を溶接制御部によってフィードバック制御する。
【0003】
【発明が解決しようとする課題】
上記溶接温度制御方法においては、溶接する際の溶融中または溶融後の凝固中に被溶接材の溶融部にブローホールが発生すると、溶融部の体積が減少することによって凝固速度が速くなり、標準温度に適切に制御された溶接出力で溶接しているのにも拘わらず、溶融部の温度は低く検出される。その結果、これらの検出値をフィードバックした後は、過剰な値に制御された溶接出力で溶接することとなる。また、温度計測点付近にブローホールが発生した場合は、検出する温度データが不安定となるために、制御そのものがハンチングするという問題点があった。
【0004】
本発明は、被溶接材に異物が付着したり或いは互いのワーク同士の位置関係にずれが生じて被溶接材の溶融部にブローホールが発生したとき、検出された温度が不安定となるために、溶接機の出力制御そのものがハンチングするという問題を解決するためになされたものであり、レーザ、アーク及び電子ビームのいずれかの溶接において被溶接材の溶融部温度を安定に制御する溶接制御装置及び溶接制御方法を提供することを課題とする。
【0005】
【課題を解決するための手段】
本発明においては、レーザ、アーク及び電子ビームのいずれかにより溶接する際に、ブローホールの影響を除いた溶融部温度データを溶接制御部にフィードバックして安定した溶融部温度制御を行なう溶接制御装置および溶接制御方法は、次に記載する技術手段を採用する。
【0006】
本発明の溶接制御装置においては、請求項1に記載するように、溶融部から放出するプラズマ光のプラズマ発光強度を検出するプラズマ光センサと、溶融部温度を検出する温度センサと、プラズマ発光強度と溶融部温度とを計測する溶接モニタ計測部と、溶融部が溶融しているときには計測されたプラズマ発光強度の計測値をもとに溶融部にブローホールが発生する時期を決定することにより又は溶融部が凝固しているときには溶融部温度の温度変化量をもとにブローホールが発生する時期を決定することによりブローホール発生前の溶融部温度を決定する温度判定部と、計測されたプラズマ発光強度の計測値をもとに溶融部にブローホールが発生する時期を決定し且つブローホール発生前の溶融部温度を決定する温度判定部と、ブローホール発生前の溶融部温度をもとに溶接出力をフィードバック制御する溶接制御部とを備えることことにより、溶融中及び凝固中のいずれのときにブローホールが発生してもリアルタイムで溶融部温度をフィードバック制御することが可能となり、ブローホールの影響を除いた安定した溶融部温度制御を行なう溶接制御装置を提供することが可能となる。
【0007】
また、本発明においては請求項2に記載するように、温度判定部は前記溶融部が溶融しているときには計測されたプラズマ発光強度に設定したしきい値をもとにブローホール発生前の溶融部温度を決定することにより、さらに確実にブローホールを検出でき且つ適切な溶融部温度をフィードバック制御することが可能になり、ブローホールの影響を除いた安定した溶融部温度制御を行なう溶接制御装置を提供することが可能となる。
【0008】
また、温度判定部は溶融部が凝固・冷却しているときには計測された溶融部温度の温度変化量に設定したしきい値をもとに、ブローホール発生前の溶融部温度として決定することにより、溶融部温度が異常値となる以前の溶融部温度を検出することができ且つさらに適切な溶融部温度をフィードバック制御することが可能になり、ブローホールの影響を除いた安定した溶融部温度制御を行なう溶接制御装置を提供することが可能となる。
【0009】
さらに本発明の溶接制御方法においては、レーザ、アーク及び電子ビームのいずれかによりビームを被溶接材に照射する工程、プラズマ光センサにより溶融部から放出するプラズマ光のプラズマ発光強度を検出する工程、温度センサにより溶融部温度を検出する工程、溶接モニタ計測部によりプラズマ発光強度と溶融部温度とを計測する工程、溶接モニタ計測部により前記溶融部が溶融しているときには計測された前記プラズマ発光強度の計測値をもとに前記溶融部にブローホールが発生する時期を決定することにより又は溶融部が凝固しているときには溶融部温度の温度変化量をもとにブローホールが発生する時期を決定することによりブローホール発生前の溶融部温度を決定する工程、及び溶接制御部によりブローホール発生前の溶融部温度をもとに溶接出力をフィードバック制御する工程を備えることにより、溶融中及び凝固中のいずれのときにブローホールが発生してもリアルタイムで溶融部温度をフィードバック制御することが可能となり、ブローホールの影響を除いた安定した溶融部温度制御を行なう溶接制御方法を提供することが可能となる。
【0010】
【発明の実施の形態】
レーザ、アーク及び電子ビームのいずれかによる溶接においては、一般的に被溶接材の溶融部をパルスごとに均一な温度で溶接することにより、被溶接材の溶融部の溶融状態から凝固状態までの工程を安定させることが可能となり、それによって、被溶接材の溶融部の金属組織に欠陥を発生させることが防止できる。
【0011】
一般的なパルス状のビーム溶接における溶接制御装置および溶接制御方法は、被溶接材の溶融部の温度を計測して、この計測温度を基に所望する温度で溶接工程を制御することが考えられる。しかしながら、被溶接材に異物が付着したり或いは互いのワーク同士の位置関係にずれが生じると、溶融中又は凝固中の双方において溶融部からブローホールが発生して、溶融部の体積が変動することから正常な温度計測ができず、正確な温度フィードバック制御ができなくなる。
【0012】
本発明の溶接制御装置および溶接制御方法においては、溶融中及び凝固中を通して、溶融部から発生するプラズマの発光強度と同時に溶融部温度をリアルタイムで検出して、プラズマ発光強度と溶融部温度とのそれぞれの時間プロファイルを計測及び解析して、溶融中及び凝固中のブローホールの発生時を決定し且つ制御のもととなる溶融部温度を決定する。これらの解析データを基にした正確な溶融部温度をフィードバックして制御を行なう。
【0013】
すなわち、本発明の溶接制御装置および溶接制御方法は、プラズマ発光強度と溶融部温度との時間プロファイルを判定することによって溶融部温度をフィードバックして制御を行なうものであるので、レーザ、アーク及び電子ビーム溶接に限定されるものでなく、他のビーム溶接方法においても適用することが可能である。
【0014】
【実施例】
本発明の被溶接材の溶融部温度をフィードバックして制御する溶接制御装置及び溶接制御方法について図を用いて以下に説明する。本実施例においてはパルス状のレーザビームを発生するYAG発振器を使用した場合について説明する。
【0015】
図1に示すように本発明の溶接制御装置は、パルス状のレーザビーム13を発生するYAG発振器1と、発生したレーザビームを伝搬する光ファイバ2と、レーザビームを出射するトーチ3と、溶融から凝固するまでの被溶接材4の溶融部5から溶接時に放出されるプラズマ光6の強度を検出するプラズマ光センサ7と、溶融から凝固するまでの溶融部5の温度を検出する温度センサ8と、プラズマ光センサ7と温度センサ8の検出値を数値化する溶接モニタ計測部9と、溶接モニタ計測部9からの計測値によって温度を判定する温度判定部10と、この判定値から溶接出力を制御する溶接制御部11を備える。
【0016】
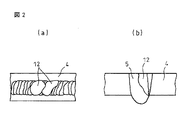
被溶接材4の溶融部5の体積はパルスごとにほぼ同一体積であるが、ブローホール12が発生すると、図2の(a)及び(b)に示すように、被溶接材の溶融量がブローホール12の体積に相当するだけ減少する。したがって、被溶接材の溶融体積の減少量に相当して、溶融部の冷却速度が速くなる。すなわち、溶接初期の溶融中にブローホールが発生すると、図5の正常品とブローホール発生品との溶融部温度−時間曲線に示すように、ブローホール発生品は正常品より速く冷却される。また、溶接後期の凝固中にブローホールが発生すると、図6の凝固中にブローホールが発生した場合の凝固温度−時間曲線に示すように、この曲線の40〜50ms領域及び60〜75ms領域に急激な温度降下領域が出現する。
【0017】
ブローホール発生メカニズムを、図3の(a)、(b)、(c)及び(d)を参照して説明する。図3の(a)に示すように被溶接材4の溶融部5付近に異物14が存在すると、被溶接材4が加熱されて異物14を昇華し、図3の(b)に示すようにブローホール12が形成される。さらに加熱されると図3の(c)に示すように溶融部の一部が突き破られて昇華したガスが放出して溶融部の形状変化をもたらす。その後加熱が終了すると図3の(d)に示すように凝固が開始しブローホールが形成された状態で溶融部は凝固する。なお、互いの被溶接材同士の位置関係にずれが生じてもブローホールは、上記異物の付着と同様に発生する。また、上記メカニズムによるブローホールの発生は、溶融中及び凝固中のいずれにおいても発生する。
【0018】
パルス状レーザ溶接する際に被溶接材4の溶融部5に、被溶接材に異物が付着したり或いは互いのワーク同士に位置関係にずれが生じてブローホール12が発生すると、図4に示すようにブローホール発生品のプラズマ発光強度−時間曲線(点線で示す曲線)のように、プラズマが異常発光することによって発光強度が一時的に増大しピ−ク値を示す。また、ブローホールが発生した結果として、被溶接材の溶融部が一部欠損することによって、図5に示すようにブローホール発生品の溶融温度−時間曲線(点線で示す曲線)は、正常品の溶融温度−時間曲線(実線で示す曲線)よりも急激に冷却される傾向を示す。これらの二つの条件、すなわち、
1)プラズマ発光強度が一時的に増大してピ−ク値を示すこと、
2)正常品に比較して早く冷却されること
を満たした場合、溶融中に被溶接材の溶融部にブローホールが発生したとみなす。したがって、プラズマの発光強度−時間曲線(図4)の所定の変化量(しきい値)と溶融部温度−時間曲線(図5)との両者のプロファイルから、ブローホールが発生していない通常の温度検出ポイントtdでの温度(図5に示す)を計測して溶融部温度を制御する温度制御データとする。
【0019】
被溶接材の溶融部が凝固する際にブローホールが発生した場合は、図6に示すブローホール発生品の凝固温度−時間曲線のように、温度制御がハンチング(乱調整)となる。そこで、図7に示すように溶融部の凝固中にブローホールが発生しなかった正常品と、凝固中にブローホールが発生した発生品との単位時間あたりの温度変化量を計測し、この変化量が所定の変化量(しきい値)を超えたときには、溶融部の凝固中にブローホールが発生したとみなす。凝固中にブローホールが発生した場合は、温度検出ポイントは、凝固温度−時間曲線にハンチング(乱調整)が出現する以前の時間tb(図6に示す)にシフトする。このシフトした時間tbでの点を温度検出ポイントとし、この温度検出ポイントtbでの温度(図6に示す)を計測して溶融部温度を制御する温度制御データとする。
【0020】
凝固中の正常品における単位時間あたりの温度変化量dT/dtを求めておき、ブローホールが発生した場合、温度変化量dT/dtからブローホールが発生する以前の時間tbを求め、そのときの温度Tb、及びブローホールの発生していない通常の温度検出ポイントtdとすると、溶接後に所定時間が経過した後の溶融部の温度Tdは、
Td=Tb−(td−tb)×(dT/dt) (1)
より求めることができる。
【0021】
すなわち、ブローホールが発生しない正常品の場合は、図5に示す通常の温度検出ポイントtdでの温度を計測して溶融部温度を制御する温度制御データとする。一方、凝固中にブローホールが発生した場合は、凝固温度−時間曲線にハンチング(乱調整)が出現する以前にシフトした時間tbでの点を温度検出ポイントとし、図6に示すこの温度検出ポイントtbでの温度を計測して溶融部温度を制御する温度制御データとする。
【0022】
上記溶接中の温度補正は、正常品のプラズマ発光強度P、ブローホール発生時のプラズマ発光強度Ps、補正温度Tc、温度補正係数αとすると
Tc=α(Ps−P) (2)
より求めることができる。
【0023】
図8は、溶接する際の溶融中及び凝固中にブローホールが発生した場合の溶融部温度の制御する本発明の溶接方法のフローチャートを示す。本発明においては、自動運転開始101してパルスレーザ溶接を開始102する。そしてレーザ溶接している際のプラズマ信号計測103と溶融部の温度信号計測104とをリアルタイムで連続的に行なう。プラズマ信号計測103と温度信号計測104との結果から溶融中のブローホール判定105を行なう。溶融中にブローホールが発生106した場合は、補正温度値演算107を行ないそれらの値をもとに溶接パワー演算112を行なって溶接パワー出力113を調整する。或いは溶融中にブローホールが発生しなかった場合は凝固中のブローホール判定108を行なう。溶融中にブローホールが発生109した場合は、補正温度値演算110を行ないそれらの値をもとに溶接パワー演算112を行なって溶接パワー出力113を調整する。また、凝固中にもブローホールが発生しなかった場合には、正常品の所定の温度データ演算11をもとに溶接パワー演算112を行なって溶接パワー出力113を調整して次のレーザ溶接開始102を行なう。
【図面の簡単な説明】
【図1】図1は、本発明の被溶接材の溶融部温度をフィードバック制御する溶接制御装置の模式図である。
【図2】被溶接材の溶融部にブローホールが発生した場合の模式図を示し、図2の(a)は上面図を示し、図2の(b)は側部断面図を示す。
【図3】ブローホール発生メカニズムを示す溶融部断面図であり、図3の(a)は溶融部付近に異物が存在することを示し、図3の(b)は被溶接材が熱せられて異物が昇華するときを示し、図3の(c)は溶融部の一部が突き破られて昇華したガスが放出して溶融部の形状変化をもたらす図を示し、且つ図3の(d)は凝固中にブローホールが形成された状態の凝固部を示す。
【図4】ブローホールが発生しない正常品と、ブローホール発生品との溶融部から放出されるプラズマのプラズマ発光強度−時間曲線の比較を示す図である。
【図5】ブローホールが発生しない正常品と、溶融中にブローホールが発生した発生品との溶融部温度−時間曲線の比較を示す図である。
【図6】凝固中にブローホールが発生した場合のブローホール発生品の凝固温度−時間曲線を示す図である。
【図7】ブローホールが発生しない正常品と、凝固中にブローホールが発生した発生品との単位時間あたりの温度変化量の比較を示す図である。
【図8】溶接する際の溶融中及び凝固中にブローホールが発生した場合の溶融部温度の制御する本発明の溶接方法のフローチャートを示す。
【符号の説明】
1…レーザ発信器
2…光ファイバ
3…トーチ
4…被溶接材
5…溶融部
6…プラズマ光
7…プラズマ光センサ
8…温度センサ
9…溶接モニタ計測部
10…温度判定部
11…溶接制御部
12…ブローホール
13…レーザビーム
14…異物
15…昇華ガス
16…反射光、プラズマ
td…ブローホールの発生していない通常の温度検出ポイント
tb…ブローホールが発生する以前の時間
Tb…ブローホールが発生する以前の時間tbのときの温度Tb
Claims (4)
- レーザ、アーク及び電子ビームのいずれかにより溶接する際に被溶接材(4)の溶融部(5)の溶融温度をフィードバック制御する溶接制御装置において、
レーザ、アーク、電子ビームを照射した際に、前記溶融部から放出するプラズマ光(6)のプラズマ発光強度を検出するプラズマ光センサ(7)と、
前記溶融部温度を検出する温度センサ(8)と、
前記プラズマ発光強度と前記溶融部温度とを計測する溶接モニタ計測部(9)と、
前記溶融部が溶融しているときには計測された前記プラズマ発光強度の計測値をもとに前記溶融部にブローホールが発生する時期を決定することにより、また前記溶融部が凝固しているときには前記溶融部温度の温度変化量をもとにブローホールが発生する時期を決定することにより、ブローホール発生前の溶融部温度を決定する温度判定部(10)と、
前記ブローホール発生前の溶融部温度をもとに、溶接出力をフィードバック制御する溶接制御部(11)と、
を備えることを特徴とする被溶接材の溶融部温度をフィードバック制御する溶接制御装置。 - 前記温度判定部は、前記溶融部が溶融しているときには計測された前記プラズマ発光強度に設定したしきい値をもとに、前記ブローホール発生前の溶融部温度を決定することを特徴とする請求項1記載の溶接制御装置。
- レーザ、アーク及び電子ビームのいずれかにより溶接する際に被溶接材(4)の溶融部(5)の溶融温度をフィードバック制御する溶接制御方法において、
レーザ、アーク及び電子ビームのいずれかによりビームを前記被溶接材に照射する工程、
プラズマ光センサ(7)により前記溶融部から放出するプラズマ光(6)のプラズマ発光強度を検出する工程、
温度センサ(8)により前記溶融部温度を検出する工程、
溶接モニタ計測部(9)により前記プラズマ発光強度と前記溶融部温度とを計測する工程、
前記溶接モニタ計測部により、前記溶融部が溶融しているときには計測された前記プラズマ発光強度の計測値をもとに前記溶融部にブローホールが発生する時期を決定することにより、また前記溶融部が凝固しているときには前記溶融部温度の温度変化量をもとにブローホールが発生する時期を決定することにより、ブローホール発生前の溶融部温度を決定する工程、及び
溶接制御部(11)により前記ブローホール発生前の溶融部温度をもとに、溶接出力をフィードバック制御する工程
を備えることを特徴とする被溶接材の溶融部温度をフィードバック制御する溶接制御方法。 - 前記溶融部温度を決定する工程は、計測された前記プラズマ発光強度に設定したしきい値をもとに、前記ブローホール発生前の溶融部温度を決定する工程備えることを特徴とする請求項3記載の溶接制御方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001205169A JP4491996B2 (ja) | 2001-07-05 | 2001-07-05 | 溶融部温度をフィードバック制御する溶接制御装置及び溶接制御方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001205169A JP4491996B2 (ja) | 2001-07-05 | 2001-07-05 | 溶融部温度をフィードバック制御する溶接制御装置及び溶接制御方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003019589A JP2003019589A (ja) | 2003-01-21 |
| JP4491996B2 true JP4491996B2 (ja) | 2010-06-30 |
Family
ID=19041533
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001205169A Expired - Lifetime JP4491996B2 (ja) | 2001-07-05 | 2001-07-05 | 溶融部温度をフィードバック制御する溶接制御装置及び溶接制御方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4491996B2 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4352143B2 (ja) * | 2004-03-04 | 2009-10-28 | 財団法人大阪産業振興機構 | レーザスポット溶接における穴欠陥の防止または修復方法および装置 |
| WO2014191611A1 (en) | 2013-05-29 | 2014-12-04 | Protomet Särkiniemi T:Mi | Welding control method and control apparatus |
| EP3065909B1 (en) * | 2013-11-08 | 2024-02-21 | Thermatool Corp. | Heat energy sensing and analysis for welding processes |
| JP6254036B2 (ja) * | 2014-03-31 | 2017-12-27 | 三菱重工業株式会社 | 三次元積層装置及び三次元積層方法 |
| JP6359316B2 (ja) * | 2014-03-31 | 2018-07-18 | 三菱重工業株式会社 | 三次元積層装置及び三次元積層方法 |
| CN105228327B (zh) * | 2015-10-14 | 2017-07-25 | 天津大学 | 激光焊小孔等离子体电特性检测装置及方法 |
| CN105945444A (zh) * | 2016-06-29 | 2016-09-21 | 中车青岛四方机车车辆股份有限公司 | 一种未焊透的实时监测方法和系统 |
| JP7207152B2 (ja) | 2019-05-16 | 2023-01-18 | 株式会社デンソー | スリーブはんだ付け装置および電子装置の製造方法 |
| TWI761714B (zh) * | 2019-10-18 | 2022-04-21 | 行政院原子能委員會核能研究所 | 控制熔池及熱影響區溫度的銲接製程 |
| CN112782078B (zh) * | 2020-12-30 | 2022-01-25 | 湖南大学 | 深熔焊小孔形貌及孔内等离子体同步直接观测装置及方法 |
| KR102490494B1 (ko) * | 2021-03-26 | 2023-01-19 | 주식회사 화승알앤에이 | 용접 시스템 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08206859A (ja) * | 1995-02-07 | 1996-08-13 | Toshiba Corp | レーザ溶接品質判定装置 |
| JPH09103874A (ja) * | 1995-10-09 | 1997-04-22 | Hitachi Ltd | 溶接加工制御システム |
| JPH11188489A (ja) * | 1997-12-25 | 1999-07-13 | Sumitomo Metal Ind Ltd | レーザー溶接部の品質監視方法 |
| JP2001219287A (ja) * | 2000-02-09 | 2001-08-14 | Sumitomo Metal Ind Ltd | レーザ溶接の監視方法 |
-
2001
- 2001-07-05 JP JP2001205169A patent/JP4491996B2/ja not_active Expired - Lifetime
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08206859A (ja) * | 1995-02-07 | 1996-08-13 | Toshiba Corp | レーザ溶接品質判定装置 |
| JPH09103874A (ja) * | 1995-10-09 | 1997-04-22 | Hitachi Ltd | 溶接加工制御システム |
| JPH11188489A (ja) * | 1997-12-25 | 1999-07-13 | Sumitomo Metal Ind Ltd | レーザー溶接部の品質監視方法 |
| JP2001219287A (ja) * | 2000-02-09 | 2001-08-14 | Sumitomo Metal Ind Ltd | レーザ溶接の監視方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003019589A (ja) | 2003-01-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5868559B1 (ja) | レーザ加工方法及びレーザ加工装置 | |
| JP5104945B2 (ja) | 複合溶接方法と複合溶接装置 | |
| JP5278426B2 (ja) | 複合溶接方法および複合溶接装置 | |
| JP3198223U (ja) | ホットワイヤプロセス中にコンシューマブルを過熱するための方法及びシステム | |
| JP4491996B2 (ja) | 溶融部温度をフィードバック制御する溶接制御装置及び溶接制御方法 | |
| JP5276699B2 (ja) | ピアシングを行うレーザ加工方法及びレーザ加工装置 | |
| US20170282294A1 (en) | Laser build-up method | |
| US20060011592A1 (en) | Laser welding control | |
| KR20160140849A (ko) | 교류 용접 파형을 사용한 용접의 시스템 및 방법 그리고 아연도금 공작물의 용접을 개선하기 위한 향상된 소모품 | |
| JP3201246U (ja) | 溶接のためにフィラーワイヤ送給装置と高強度エネルギー源との組み合せを開始及び使用するシステム | |
| KR20050084436A (ko) | 레이저 스폿 용접 방법 및 디바이스 | |
| WO2018230419A1 (ja) | 溶接システム及び溶接方法 | |
| JP5158924B2 (ja) | レーザ突合せ溶接における溶接可否およびルートギャップ適否判定方法 | |
| JP4352143B2 (ja) | レーザスポット溶接における穴欠陥の防止または修復方法および装置 | |
| US10835994B2 (en) | Method for joining two components in the region of a joint zone by means of at least one laser beam, and method for generating a continuous joint seam | |
| JP4617324B2 (ja) | レーザ溶接部形成方法 | |
| JP4235873B2 (ja) | 摩擦撹拌接合法の加熱装置 | |
| JP2001096385A (ja) | 気密性を確保するための溶接方法 | |
| JP3131357B2 (ja) | レーザ加工方法 | |
| JP2002336983A (ja) | 異種金属の接合方法 | |
| JP2005007415A (ja) | レーザ溶接における品質管理方法 | |
| JPH06198472A (ja) | 高速レーザ溶接法 | |
| JP2007038267A (ja) | 溶接装置および溶接方法 | |
| JP2001252776A (ja) | 半導体レーザ加熱装置 | |
| JP2017131918A (ja) | レーザ溶接方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070718 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091106 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091117 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091209 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100105 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100223 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100316 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100329 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4491996 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130416 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130416 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140416 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |