JP4489397B2 - 耐熱・耐浸透性複合材料の製造方法及び食品製造用耐熱・耐浸透性複合材料 - Google Patents
耐熱・耐浸透性複合材料の製造方法及び食品製造用耐熱・耐浸透性複合材料 Download PDFInfo
- Publication number
- JP4489397B2 JP4489397B2 JP2003326548A JP2003326548A JP4489397B2 JP 4489397 B2 JP4489397 B2 JP 4489397B2 JP 2003326548 A JP2003326548 A JP 2003326548A JP 2003326548 A JP2003326548 A JP 2003326548A JP 4489397 B2 JP4489397 B2 JP 4489397B2
- Authority
- JP
- Japan
- Prior art keywords
- tetrafluoroethylene
- resistant
- heat
- copolymer resin
- composite material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
Landscapes
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
- Laminated Bodies (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Description
上記耐熱性複合材に用いられる耐熱性織布としては、例えば、ガラス繊維、アラミド繊維等を平織、綾織り等とした織布が用いられている。
また、上記耐熱性複合材に用いられる耐熱性樹脂としては、例えば、ポリテトラフルオロエチレン樹脂(PTFE)等のフッ素樹脂が用いられている。
従って、上記耐熱性織布と耐熱性樹脂とを複合化させるためには、溶融成形加工することが容易でない為に、ポリテトラフルオロエチレン樹脂(PTFE)粒子の水性懸濁液に耐熱性織布を含浸し付着させて、乾燥した後、焼成することにより製造されている。
それ故、この様な耐熱性複合材を用いた非接着性搬送ベルトを食品製造用搬送ベルトとして使用した場合には、ベルト表面の細孔から油分や石鹸水等が浸透してしまうために、フッ素樹脂製搬送ベルトの特徴である非接着性が損なわれてしまうとの欠点が生じることとなる。
従って、かかる欠点を改善する方法として、上記耐熱性複合材の表面に、別途製造したポリテトラフルオロエチレン(PTFE)のスカイブドフィルムを加熱下に圧着する方法が既に提案されている(例えば、特許文献1参照)。
従って、加熱圧着する際の加熱温度を高温度にしなくても十分な接着強度を維持することができ、非接着性搬送ベルトの表面にミクロポアと呼ばれる細孔が形成され難く、油分がベルト表面の細孔から浸透し難い、食品製造用として適した耐熱・耐浸透性複合材料及びその製造方法を提供することである。
また、本発明のもう一つの発明である食品製造用耐熱・耐浸透性複合材料は、耐熱性織布とポリテトラフルオロエチレン樹脂(PTFE)とから構成される耐熱性複合体シートよりなる基材層(A)の表面にテトラフルオロエチレン系共重合体樹脂フィルムよりなる被覆層(C)を積層してなり、その表面にミクロポアと呼ばれる細孔が実質的に形成されておらず、油分の浸透性が実質的にないこと、を特徴とするものである。
(1) 原材料
(A) 基材層(A)
(a) 耐熱性織布
本発明の耐熱・耐浸透性複合材料の製造方法において基材層(A)を構成する耐熱性織布としては、フッ素樹脂の融点以上の温度、例えば400℃程度の温度に加熱しても織布の形状を保持することができる耐熱性の樹脂繊維又は無機繊維からなる織布が用いられる。
具体的には、例えば、ガラス繊維、炭素繊維、炭化珪素繊維、窒化珪素繊維、金属繊維、アラミド繊維、ポリパラフェニレンベンズビスオキサゾール(PBO)繊維、ポリイミド繊維等の耐熱性繊維を、平織、朱子織、綾織等の方法により織られた耐熱性織布を挙げることができる。
これら耐熱性織布の中でも、ガラス繊維、アラミド繊維を平織、朱子織、綾織により織られた織布を用いることが好ましい。
本発明の耐熱・耐浸透性複合材料の製造方法において基材層(A)を構成するポリテトラフルオロエチレン樹脂(PTFE)としては、テトラフルオロエチレン(TFE)を乳化重合によって得られる粒子状のポリテトラフルオロエチレン樹脂(PTFE)であり、粒径が一般に0.1〜0.4μmのものを用いることが好ましい。
(a) テトラフルオロエチレン系共重合体樹脂粉末
本発明の耐熱・耐浸透性複合材料の製造方法において接着層(B)として用いられるテトラフルオロエチレン系共重合体樹脂粉末は、テトラフルオロエチレンと該テトラフルオロエチレンと共重合し得る他のモノマーとを乳化重合によって得られるテトラフルオロエチレン系共重合体樹脂の粉末の水性懸濁液である。
具体的には、例えば、テトラフルオロエチレンとパーフルオロアルキルビニルエーテルとを共重合して得られるテトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体樹脂(PFA)、或いは、テトラフルオロエチレンとヘキサフルオロプロピレンとを共重合して得られるテトラフルオロエチレン・ヘキサフルオロプロピレン共重合体樹脂(FEP)等を挙げることができる。
また、上記テトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体樹脂(PFA)としては、アルキル基が炭素数1〜3のテトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体樹脂(PFA)であり、具体的には、例えば、テトラフルオロエチレン・パーフルオロメチルビニルエーテル共重合体樹脂(PFA1)、或いは、テトラフルオロエチレン・パーフルオロプロピルビニルエーテル共重合体樹脂(PFA3)等を挙げることができる。
(a) テトラフルオロエチレン系共重合体樹脂フィルム
本発明の耐熱・耐浸透性複合材料の製造方法において、被覆層(C)として用いられるテトラフルオロエチレン系共重合体樹脂フィルムは、テトラフルオロエチレンと該テトラフルオロエチレンと共重合し得る他のモノマーとを共重合することにより得られるテトラフルオロエチレン系共重合体樹脂のフィルム状又はシート状の成形体である。
具体的には、例えば、テトラフルオロエチレンとパーフルオロアルキルビニルエーテルとを共重合して得られるテトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体樹脂(PFA)、或いは、テトラフルオロエチレンとヘキサフルオロプロピレンとを共重合して得られるテトラフルオロエチレン・ヘキサフルオロプロピレン共重合体樹脂(FEP)等のフィルム状の樹脂成形体であり、該フィルム状の樹脂成形体の肉厚は、一般に10〜100μm、好ましくは20〜80μmのフィルムを挙げることができる。
これらテトラフルオロエチレン系共重合体樹脂フィルムの中でも、肉厚が一般に10〜100μm、好ましくは20〜80μmのテトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体樹脂(PFA)、或いは、テトラフルオロエチレン・ヘキサフルオロプロピレン共重合体樹脂(FEP)のフィルムを用いることが好ましい。
また、上記テトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体樹脂(PFA)としては、アルキル基が炭素数1〜3のテトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体樹脂(PFA)であり、具体的には、例えば、テトラフルオロエチレン・パーフルオロメチルビニルエーテル共重合体樹脂(PFA1)、或いは、テトラフルオロエチレン・パーフルオロプロピルビニルエーテル共重合体樹脂(PFA3)等を挙げることができる。
(A) 基材層(A)の形成
本発明の耐熱・耐浸透性複合材料の製造方法において、基材層(A)を形成するには、ポリテトラフルオロエチレン樹脂(PTFE)粒子の水性懸濁液中に耐熱性織布を浸漬して、該耐熱性織布の表面にポリテトラフルオロエチレン樹脂(PTFE)粉末を付着させた後、乾燥し、加熱することにより溶融させて、耐熱性織布の表面へのポリテトラフルオロエチレン樹脂(PTFE)の樹脂含有率が所定の値に達するまで付着工程・乾燥工程・加熱工程が繰り返される。
上記付着工程は、耐熱性織布をポリテトラフルオロエチレン樹脂(PTFE)粉末を含有する水性懸濁液中に浸漬して、該耐熱性織布の表面にポリテトラフルオロエチレン樹脂(PTFE)粉末を付着させる。
耐熱性織布の表面に付着させたポリテトラフルオロエチレン樹脂(PTFE)粉末の水性懸濁液を、一般に100〜200℃、好ましくは120〜150℃の温度で加熱することにより乾燥させる。
上記耐熱性織布の表面で乾燥されたポリテトラフルオロエチレン樹脂(PTFE)粉末は、耐熱性織布の表面にポリテトラフルオロエチレン樹脂(PTFE)粉末が強固に付着されたものでないことから、ポリテトラフルオロエチレン樹脂(PTFE)粉末を、一般にポリテトラフルオロエチレン樹脂(PTFE)の融点以上の温度、好ましくは330〜360℃の温度で加熱することにより溶融させて耐熱性織布中に含浸させて複合化し、強固に一体化させる。
上記耐熱性織布中に含有させるポリテトラフルオロエチレン樹脂(PTFE)の樹脂含有率は、一般に30〜70質量%、好ましくは40〜60質量%の樹脂含有率となるまで上記付着・乾燥・加熱工程が繰り返される。
上記樹脂含有率が上記範囲未満であると耐熱性織布とポリテトラフルオロエチレン樹脂(PTFE)との剥離強度を高度にすることができない傾向があり、上記範囲を超過すると高価になって経済的でないとの問題点が生じ易くなる傾向がある。
本発明の耐熱・耐浸透性複合材料の製造方法における接着層(B)を形成するには、テトラフルオロエチレン系共重合体樹脂粒子の水性懸濁液中に上記基材層(A)を浸漬して、該基材層(A)のポリテトラフルオロエチレン樹脂(PTFE)の表面にテトラフルオロエチレン系共重合体樹脂粒子を付着させた後、乾燥し、加熱することにより溶融して接着層(B)を形成する。
この接着層(B)が1回の工程で基材層(A)のポリテトラフルオロエチレン樹脂(PTFE)の表面へ接着される量はそんなに多くないので、テトラフルオロエチレン系共重合体樹脂の樹脂接着量が所定の値に達するまで付着工程・乾燥工程・加熱工程が繰り返される。
上記付着工程は、基材層(A)をテトラフルオロエチレン系共重合体樹脂粉末を含有する水性懸濁液中に浸漬して、該耐熱性織布の表面にテトラフルオロエチレン系共重合体樹脂粉末を付着させる。
耐熱性織布の表面に付着させたテトラフルオロエチレン系共重合体樹脂粉末の水性懸濁液を、一般に100〜200℃、好ましくは120〜150℃の温度で加熱することにより乾燥させる。
上記耐熱性織布の表面で乾燥されたテトラフルオロエチレン系共重合体樹脂粉末は、耐熱性織布の表面にテトラフルオロエチレン系共重合体樹脂粉末が強固に付着されたものでないことから、テトラフルオロエチレン系共重合体樹脂粉末を、一般にポリテトラフルオロエチレン樹脂(PTFE)の融点以上の温度で、好ましくは融点+5℃〜融点+30℃、特に好ましくは340〜360℃の温度で加熱することにより溶融させて耐熱性織布の表面に強固に付着させる。
前記基材層(A)の表面に接着させて接着層(B)を形成するテトラフルオロエチレン系共重合体樹脂の割合は、基材層(A)100質量部に対して接着層(B)を一般に0.1〜2.5質量部、好ましくは0.2〜2.0質量部の樹脂接着割合となるまで上記付着工程・乾燥工程・加熱工程が繰り返される。
上記樹脂接着率が上記範囲未満であると耐熱性織布とテトラフルオロエチレン系共重合体樹脂との剥離強度を高度にすることができない傾向がある。また、上記範囲の上限としては塗布回数が増えて経済的でないとの問題点が生じる傾向がある。
本発明の耐熱・耐浸透性複合材料の製造方法における被覆層(C)の積層は、上記基材層(A)の表面に接着層(B)として形成されたテトラフルオロエチレン系共重合体樹脂の上に、更に、テトラフルオロエチレン系共重合体樹脂のフィルムを重ね合わせることにより積層される。
ここで積層されるテトラフルオロエチレン系共重合体樹脂のフィルムは、テトラフルオロエチレンと該テトラフルオロエチレンと共重合し得る他のモノマーとを共重合することにより得られるテトラフルオロエチレン系共重合体樹脂のフィルム状の成形体である。
具体的には、例えば、テトラフルオロエチレンとパーフルオロアルキルビニルエーテルとを共重合して得られるテトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体樹脂(PFA)、或いは、テトラフルオロエチレンとヘキサフルオロプロピレンとを共重合して得られるテトラフルオロエチレン・ヘキサフルオロプロピレン共重合体樹脂(FEP)等の樹脂のフィルム状の成形体であり、該フィルム状の成形体の肉厚は、一般に10〜100μm、好ましくは20〜80μmのフィルムを挙げることができる。
これらテトラフルオロエチレン系共重合体樹脂フィルムの中でも、肉厚が一般に20〜80μmのテトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体樹脂(PFA)、或いは、テトラフルオロエチレン・ヘキサフルオロプロピレン共重合体樹脂(FEP)のフィルムを用いることが好ましい。
また、上記テトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体樹脂(PFA)としては、具体的には、例えば、テトラフルオロエチレン・パーフルオロメチルビニルエーテル共重合体樹脂(PFA1)、或いは、テトラフルオロエチレン・パーフルオロプロピルビニルエーテル共重合体樹脂(PFA3)等を挙げることができる。
なお、接着層(B)に使用されるテトラフルオロエチレン系共重合体樹脂と、被覆層(C)に使用されるフイルム状のテトラフルオロエチレン系共重合体樹脂は同じであっても、異なっていても良い。
上記基材層(A)の表面に接着層(B)を形成した基材を280〜340℃、好ましくは290〜330℃に加熱した後、その基材の両側に被覆層(C)であるテトラフルオロエチレン系共重合体樹脂のフィルムを供給し、ロールを介して線圧10〜100N/cm、好ましくは30〜70N/cmにて圧着して、耐熱・耐浸透性複合材料を製造することができる。
上記方法によって得られる耐熱・耐浸透性複合材料は、耐熱性織布とポリテトラフルオロエチレン樹脂(PTFE)とから構成される耐熱性複合体シートよりなる基材層(A)の表面に、テトラフルオロエチレン系共重合体樹脂フィルムよりなる被覆層(C)を積層してなるものであり、そのテトラフルオロエチレン系共重合体樹脂フィルムよりなる被覆層(C)の表面にはミクロポアと呼ばれる細孔が実質的に形成されてしないことから、油分の浸透性が実質的になく、しかも、接着層(B)として被覆層(C)と同一の樹脂であるテトラフルオロエチレン系共重合体樹脂を用いて、圧着して複合化させていることから、基材層(A)と被覆層(C)とが強固に複合化されて一体化されている耐熱・耐浸透性複合材料とすることができる。
従って、本発明の耐熱・耐浸透性複合材料の製造方法によって製造される耐熱・耐浸透性複合材料は、その表面にミクロポアと呼ばれる細孔が形成されないので、食品製造用に使用した場合においても油分がベルト表面の細孔から浸透してしまうことがない。従って、フッ素樹脂製搬送ベルトの特徴である非接着性が損なわれてしまうことはない。
それ故、食品製造用の耐熱・耐浸透性複合材料として最適な材料である。
[I] 評価方法
(1) 油浸透試験
本発明における浸透試験は以下に示す方法によって製作した。
複合材の四隅を折り曲げて容器を作り、その中に着色したサラダ油を入れ、230℃の温度で96時間加熱保持して、着色されたサラダ油が複合材の表側に浸透して、複合材の繊維が浸透した油分で変色することを目視にて判定して評価した。
(2) 加熱走行後の油浸透試験
加熱走行後の油浸透試験は、耐熱・耐浸透性複合材を使用して製作した搬送ベルトを、常時180℃の温度に加熱して、回数10万回の走行試験を実施した(加熱走行試験)後、上記油浸透試験を行い、その油分の浸透の有無を評価した。
(3) 細孔の測定
表面のミクロポアと呼ばれる細孔の測定は、走査型電子顕微鏡によってその有無を確認した。
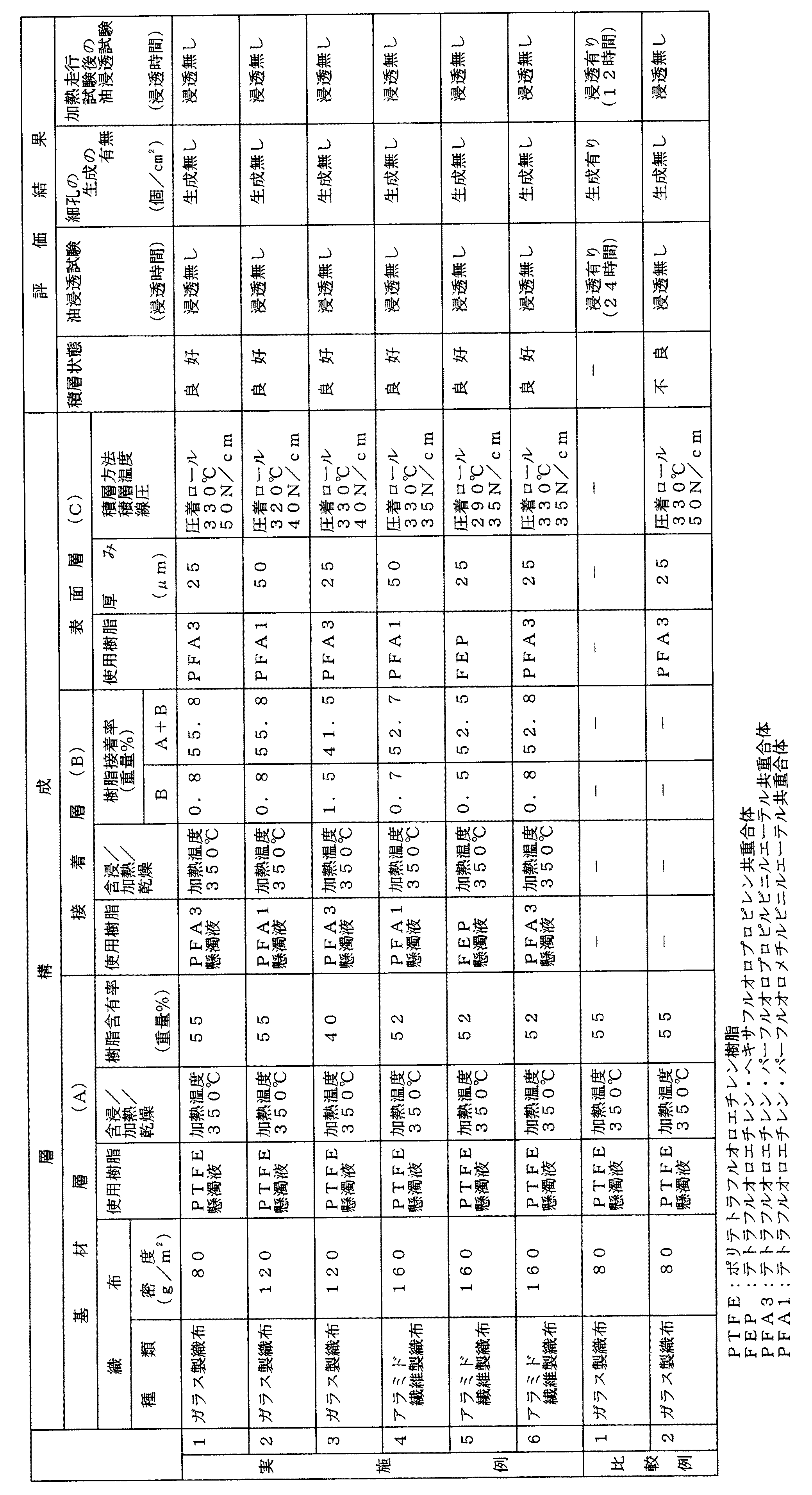
実施例1
[複合基材層(A)の形成]
80g/m2の平織りのガラス製織布にテトラフルオロエチレンを乳化重合することにより得られたポリテトラフルオロエチレン樹脂(PTFE)の水性懸濁液(平均粒径0.25μm)を含浸させて、乾燥した後、350℃の温度で焼成する一連の工程を繰り返すことによって、ポリテトラフルオロエチレン樹脂(PTFE)の付着率が55質量%のガラス製織布とポリテトラフルオロエチレン樹脂(PTFE)とからなる複合基材層(A)を得た。
[複合材の形成]
この複合基材層(A)をテトラフルオロエチレン・パーフルオロプロピルビニルエーテル共重合体樹脂(PFA3)の懸濁液に浸漬してテトラフルオロエチレン・パーフルオロプロピルビニルエーテル共重合体樹脂(PFA3)を含浸させた後、乾燥し、再度350℃の温度で焼成して、テトラフルオロエチレン・パーフルオロプロピルビニルエーテル共重合体樹脂(接着層(B))の付着率が0.8質量%(樹脂全体の付着率が55.8質量%)の複合材を得た。
[圧 着]
この複合材を330℃の温度まで加熱し、この複合材の表裏両面に厚みが0.025mmのテトラフルオロエチレン・パーフルオロプロピル共重合体樹脂(PFA3)フィルム(被覆層(C))を供給して、圧着ロールで複合材の表面に線圧50N/cmにて圧着して接着させた後、冷却ロールにより冷却して耐熱・耐浸透性複合材を製造した。
[評 価]
得られた耐熱・耐浸透性複合材の油浸透試験、加熱走行試験後の油浸透試験を行った。
その結果を表1に示す。
実施例1において基材層(A)の織布の種類及び密度、接着層(B)の使用樹脂の種類、表面層(C)使用樹脂の種類及び厚み及び積層温度を表1に示す条件に変更した以外は実施例1と同様に実施した。
その結果を表1に示す。
[複合基材層の形成]
80g/m2の平織りのガラス製織布にポリテトラフルオロエチレン樹脂(PTFE)の水性懸濁液を含浸させて、乾燥させた後、350℃の温度で焼成する一連の工程を繰り返すことによって、ポリテトラフルオロエチレン樹脂(PTFE)の付着率が55質量%のガラス製織布とポリテトラフルオロエチレン樹脂(PTFE)との複合基材層を得た。
[浸透試験]
得られた複合基材層の浸透試験を行った。
その結果を表1に示す。
実施例1において接着層(B)を形成せずに被覆層(C)を積層した以外は実施例1と同様の方法で耐熱・耐浸透性複合材を製造し、得られた耐熱・耐浸透性複合材の油浸透試験、加熱走行試験後の油浸透試験を行った。
その結果を表1に示す。
Claims (12)
- 耐熱性織布にポリテトラフルオロエチレン樹脂(PTFE)を付着させて340〜360℃の温度に加熱することにより、耐熱性織布30〜70質量部に対してポリテトラフルオロエチレン樹脂(PTFE)を70〜30質量部の割合で複合化させた耐熱性織布とポリテトラフルオロエチレン樹脂(PTFE)とから構成される耐熱性複合体シートよりなる基材層(A)を、テトラフルオロエチレン系共重合体樹脂粒子の水性懸濁液に浸漬して、前記基材層(A)の表裏両面の各々の表面に、前記テトラフルオロエチレン系共重合体樹脂粒子を付着させて340〜360℃の温度に加熱して接着層(B)を形成した後、各々の接着層(B)上にテトラフルオロエチレン系共重合体樹脂フイルムよりなる被覆層(C)を積層して280〜340℃の温度下で圧着することを特徴とする、耐熱・耐浸透性複合材料の製造方法。
- ポリテトラフルオロエチレン樹脂(PTFE)が、乳化重合によって得られた粒径が0.1〜0.4μmの粉末状のポリテトラフルオロエチレン樹脂(PTFE)である、請求項1に記載の耐熱・耐浸透性複合材料の製造方法。
- テトラフルオロエチレン系共重合体樹脂が、テトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体樹脂(PFA)、或いは、テトラフルオロエチレン・ヘキサフルオロプロピレン共重合体樹脂(FEP)である、請求項1または2に記載の耐熱・耐浸透性複合材料の製造方法。
- テトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体樹脂(PFA)が、テトラフルオロエチレン・パーフルオロメチルビニルエーテル共重合体樹脂(PFA1)、或いは、テトラフルオロエチレン・パーフルオロプロピルビニルエーテル共重合体樹脂(PFA3)である、請求項3に記載の耐熱・耐浸透性複合材料の製造方法。
- テトラフルオロエチレン系共重合体樹脂フイルムが、テトラフルオロエチレン・パーフルオロプロピルビニルエーテル共重合体樹脂フイルム、或いは、テトラフルオロエチレン・パーフルオロプロピルビニルエーテル共重合体樹脂フイルムである、請求項1〜4のいずれかに記載の耐熱・耐浸透性複合材料の製造方法。
- テトラフルオロエチレン系共重合体樹脂粉末の基材層(A)表面への付着を、テトラフルオロエチレン系共重合体樹脂粉末の水性懸濁液に基材層(A)を浸漬して乾燥させた後、焼成することにより行ったものである、請求項1〜5のいずれかに記載の耐熱・耐浸透性複合材料の製造方法。
- 耐熱性複合体シートよりなる基材層(A)100質量部に対してテトラフルオロエチレン系共重合体樹脂粉末よりなる接着層(B)を0.1〜2.5質量部の割合で形成したものである、請求項1〜6のいずれかに記載の耐熱・耐浸透性複合材料の製造方法。
- テトラフルオロエチレン系共重合体樹脂フイルムよりなる被覆層(C)の厚みが10〜100μmである、請求項1〜7のいずれかに記載の耐熱・耐浸透性複合材料の製造方法。
- 耐熱性織布とポリテトラフルオロエチレン樹脂(PTFE)とから構成される耐熱性複合体シートよりなる基材層(A)の表裏両面に、この基材層(A)とテトラフルオロエチレン系共重合体樹脂フィルムよりなる被覆層(C)との間に挟持されたテトラフルオロエチレン系共重合体樹脂粉末より形成された接着層(B)と、前記被覆層(C)を積層してなり、その表面にミクロポアと呼ばれる細孔が実質的に形成されておらず、油分の浸透性が実質的にないことを特徴とする、食品製造用耐熱・耐浸透性複合材料。
- テトラフルオロエチレン系共重合体樹脂が、テトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体樹脂(PFA)、或いは、テトラフルオロエチレン・ヘキサフルオロプロピレン共重合体樹脂(FEP)である、請求項9に記載の食品製造用耐熱・耐浸透性複合材料。
- テトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体樹脂(PFA)が、テトラフルオロエチレン・パーフルオロメチルビニルエーテル共重合体樹脂、或いは、テトラフルオロエチレン・パーフルオロプロピルビニルエーテル共重合体樹脂である、請求項9または10に記載の食品製造用耐熱・耐浸透性複合材料。
- テトラフルオロエチレン系共重合体樹脂フイルムが、テトラフルオロエチレン・パーフルオロプロピルビニルエーテル共重合体樹脂フイルム、或いは、テトラフルオロエチレン・パーフルオロプロピルビニルエーテル共重合体樹脂フイルムである、請求項9〜11のいずれかに記載の食品製造用耐熱・耐浸透性複合材料。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003326548A JP4489397B2 (ja) | 2003-09-18 | 2003-09-18 | 耐熱・耐浸透性複合材料の製造方法及び食品製造用耐熱・耐浸透性複合材料 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003326548A JP4489397B2 (ja) | 2003-09-18 | 2003-09-18 | 耐熱・耐浸透性複合材料の製造方法及び食品製造用耐熱・耐浸透性複合材料 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005088438A JP2005088438A (ja) | 2005-04-07 |
| JP4489397B2 true JP4489397B2 (ja) | 2010-06-23 |
Family
ID=34456710
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003326548A Expired - Lifetime JP4489397B2 (ja) | 2003-09-18 | 2003-09-18 | 耐熱・耐浸透性複合材料の製造方法及び食品製造用耐熱・耐浸透性複合材料 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4489397B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108221394A (zh) * | 2017-12-29 | 2018-06-29 | 江苏维凯科技股份有限公司 | Ptfe耐高温彩色图案玻纤墙布的生产工艺 |
| CN108330699A (zh) * | 2017-12-29 | 2018-07-27 | 江苏维凯科技股份有限公司 | Ptfe建筑膜材的生产工艺 |
| CN108033195B (zh) * | 2018-01-04 | 2023-10-03 | 江苏金由新材料有限公司 | 一种耐高温聚四氟乙烯复合输送带 |
| CN110124390B (zh) * | 2019-05-22 | 2021-08-24 | 西安热工研究院有限公司 | 一种脱硝滤料的制备方法 |
-
2003
- 2003-09-18 JP JP2003326548A patent/JP4489397B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005088438A (ja) | 2005-04-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR930008696B1 (ko) | 방수포 및 그의 제조방법 | |
| KR101676267B1 (ko) | 쿠킹 벨트 | |
| JP2016534911A (ja) | フルオロポリマー布地を備えた積層体 | |
| WO2005105434A2 (en) | Fluoropolymer barrier material | |
| JP2015037874A (ja) | 変性パーフルオロポリマーシート材料およびこれを製造するための方法 | |
| TW201922883A (zh) | 氟系樹脂多孔膜及其製造方法 | |
| JP2023053996A (ja) | 積層体 | |
| CN104507669A (zh) | 柔性层合结构 | |
| JP5461098B2 (ja) | 複層シート、エンドレスベルトならびにその製造方法 | |
| JP2020179669A (ja) | 組成物及び作製方法 | |
| JP4489397B2 (ja) | 耐熱・耐浸透性複合材料の製造方法及び食品製造用耐熱・耐浸透性複合材料 | |
| US20200238653A1 (en) | Multi-layered seamless belt and production method thereof | |
| CN103998652A (zh) | 包括含氟聚合物表面与非氟化聚合物过渡层的多层复合材料 | |
| JP2013028059A (ja) | 複層シートおよびエンドレスベルト | |
| JP2006181824A (ja) | フッ素樹脂積層シートの製造方法 | |
| CN117532929A (zh) | 一种高耐磨输送带的制造方法 | |
| JP2007211051A (ja) | 成形中間材料、それを用いた繊維強化樹脂の製造方法 | |
| PL161159B1 (pl) | Sposób wytwarzania łożyska ślizgowego | |
| TW201402321A (zh) | 撓性積層結構 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060411 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090218 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090324 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090525 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100305 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100331 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130409 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4489397 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140409 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |