JP4484471B2 - 排気管用テールパイプ - Google Patents
排気管用テールパイプ Download PDFInfo
- Publication number
- JP4484471B2 JP4484471B2 JP2003297091A JP2003297091A JP4484471B2 JP 4484471 B2 JP4484471 B2 JP 4484471B2 JP 2003297091 A JP2003297091 A JP 2003297091A JP 2003297091 A JP2003297091 A JP 2003297091A JP 4484471 B2 JP4484471 B2 JP 4484471B2
- Authority
- JP
- Japan
- Prior art keywords
- tail pipe
- pipe
- rear end
- diameter
- opening
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images






Landscapes
- Exhaust Silencers (AREA)
Description
Claims (1)
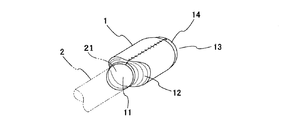
- 排気管の後端開口部に取り付けられるこれよりも大径のテールパイプであって、折り曲げた一枚の板体の対向辺を軸線方向へ溶接して形成された筒体を備え、当該筒体の前端部は略円錐状に縮径変形させられて、その中心に円形開口部が形成されており、当該円形開口部の内周が前記後端開口部の外周に嵌合されており、前記筒体は後端開口周縁が一定幅で絞って縮径させられるとともに、縮径した先端が後端開口縁内周に密接するまで折り曲げられており、かつ前記筒体の前端部はスピニングによって略円錐状に縮径変形させられ、その中心に前記円形開口部が形成されていることを特徴とする排気管用テールパイプ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003297091A JP4484471B2 (ja) | 2003-08-21 | 2003-08-21 | 排気管用テールパイプ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003297091A JP4484471B2 (ja) | 2003-08-21 | 2003-08-21 | 排気管用テールパイプ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005069050A JP2005069050A (ja) | 2005-03-17 |
| JP4484471B2 true JP4484471B2 (ja) | 2010-06-16 |
Family
ID=34403044
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003297091A Expired - Lifetime JP4484471B2 (ja) | 2003-08-21 | 2003-08-21 | 排気管用テールパイプ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4484471B2 (ja) |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5594421U (ja) * | 1978-12-22 | 1980-06-30 | ||
| JPS6170522U (ja) * | 1984-10-15 | 1986-05-14 | ||
| JP2002282980A (ja) * | 2001-03-21 | 2002-10-02 | Calsonic Kansei Corp | 触媒コンバータの製造方法 |
| JP2002364332A (ja) * | 2001-06-05 | 2002-12-18 | Nissan Motor Co Ltd | 車両用排気消音器 |
| JP2003166424A (ja) * | 2001-11-29 | 2003-06-13 | Calsonic Kansei Corp | フィニッシャの製造方法 |
| DE10205649C1 (de) * | 2002-02-12 | 2003-06-26 | Neef Gmbh & Co Kg | Verfahren zum Herstellen einer auf das Ende eines Kraftfahrzeug-Auspuffrohres aufsetzbaren Blende und eine nach dem Verfahren hergestellte Blende |
-
2003
- 2003-08-21 JP JP2003297091A patent/JP4484471B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005069050A (ja) | 2005-03-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6893420B2 (ja) | シャフトとヨークの組立体 | |
| WO2017126083A1 (ja) | 消音器 | |
| JP2004278556A (ja) | 二重管 | |
| JP4484471B2 (ja) | 排気管用テールパイプ | |
| US20160122099A1 (en) | Hose clamp | |
| CN215057659U (zh) | 排气消声器和具有排气消声器的车辆 | |
| JP2004243925A (ja) | 溶接部強度向上ホイール | |
| JP2000356294A (ja) | ベンド管の製造方法 | |
| JP2006247748A (ja) | フランジを一体的に備えた管、特に車両及びボディ構造用の柔軟に圧延された材料から成る、フランジを一体的に備えた管 | |
| WO2021139490A1 (zh) | 过滤消音器及空调设备 | |
| ZA200406340B (en) | Method for producing a cover that can be placed on the end of a motor vehicle exhaust pipe, and a cover produced according to this method | |
| US20060225264A1 (en) | Tow hitch receiver | |
| JP4503862B2 (ja) | 端末排気管の加工法 | |
| JP2005325934A (ja) | フレキシブルメタルホースの端末構造 | |
| CN221947432U (zh) | 一种电磁开关插头及电磁开关 | |
| JP5534201B2 (ja) | 配管部材 | |
| JPH10181630A (ja) | 車両用パイプ構造 | |
| CN211308706U (zh) | 转向管柱外管及连接结构 | |
| JP6167036B2 (ja) | フィニッシャー | |
| JP2005118794A (ja) | パイプの接合構造およびその接合方法 | |
| JP2005172195A (ja) | 二重管及びその製造方法 | |
| JP3046736U (ja) | 通水路配管用の接続管 | |
| US20250012211A1 (en) | Method of manufacturing exhaust pipe | |
| JP2009001252A (ja) | 車軸ケースの構造 | |
| JPS6329144Y2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060807 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090609 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090731 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091110 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091219 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100323 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100323 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4484471 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130402 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160402 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |